Изобретение относится к области обработки металлов давлением и, в частности, может быть использовано при производстве наружных ци линдрических резьб на трубах и трубных изделиях.
Известна резьбонакатная гоповка, содержащая корпус с размещенными .в нем на осях резьбонакатными роликами и преД({азначенная для накатки резьбы на полых изделиях тшга труб (1}. Особенностью головки является наличие большого ксяшчества резьбонакатных роликов (четыре и больше).
шако при накатке резьбы на тонкостевных трубах увеличение количества ролйковве устраняет потерю устойчивости трубы, что значнтелыю ухудшает качество резьбы.
Известна также резьбонакатная головка, содержащая установленные на одних и тех же осях « возможностью свободного вращения обкатные и резьбонакатные ролики 2
Но эта головка не может быть исподьзоваlia для накатки резьб на тонкостенных трубах, так как под действием внешних нагрузок изменяются форма и размеры трубы.
Целью изобретения является повьш ение качества резьбы нроизводительности.
Эта цель достигается тем, что резьбонакатная головка снабжена установленными на корпусе упором и имеющими возможность взаимодействия с уйором механизмами перемещения в радиальном направлении обкатных и резьбовакатных роликов, а оси обкатных и резьбонакатных роликов размещены в соответствующих механизмах перемещения.
to
Каждый мехшшзм радиального перемещения вьтолнен в виде кольца, установленного на корпусе и связанного с упором, к подпружиненного ползуна, связанного с кольцом, причем ось соответствующего ролика жестко закрепле15на в ползуне.
Кроме того, разность, диаметров конусной оправки равна двойному допуску среднего диаметра накатываемой резьбы.
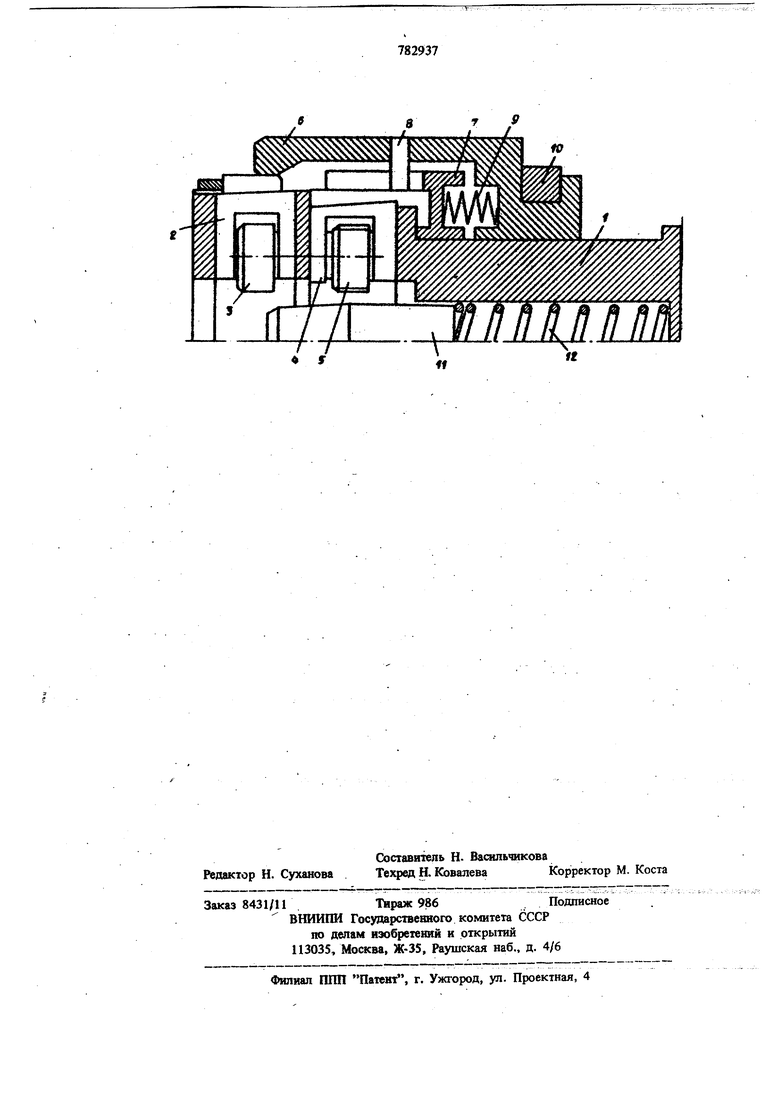
На чертеже показана резьбонакатная головка
20 -в разрезе.
На корпусе 1 установлены ползуны 2, несущие свободно вращающиеся обкатные ролики 3, предназначенные для получения точной 378 формы и размеров заготовки. В ползунах 4 установлены резьбонакатные ролики 5 с помощью которых производится яакатьшание резьбы. Кольцо 6 предназначено для перемещения и фиксации в рабочем положении мехашзма калибровки заготовки. Кольцо 7 служит для перемещения и фиксации в рабочем положении резьбонакатного механизма. У|10р 8, жестко укрепленный 6 кольце 6, при своем движении перемещает кольцо 7 вдоль оси. Распорная пружина 9 создает последовательное раскрытие механизмов калибровки и резьбона-, катки и устраняет их одновременное раскрытие, Хомут 10, связанный с подвижным механизмом станка, перемешает кольца 6 и 7 вдоль оси головки, приводя ее механизмы в движение. Коническая оправка 11 с величиной конус-ности, при которой перепад диаметров ее на длине резьбы равен двойному допуску среднего диаметра резьбы, является внутренним поДпором трубы. Пружина 12 предназначена для фиксации конической оправки в исходном положении. Рабочий цикл резьбонакатной головки заключается в следующем. Резьбонакатная головка вращается и движется в осевом направлении справа налево на труб установленную в станке. После контакта трубу калибруют обкатные ролики 3 до размера, равного среднему диаметру накатьгоаемой резьбы ; на заданную длину. Хомут 10, перемещаюндайся вместе с резьбоиакатной головкой останавливается ъ зацяяном положешш, а резьбонакатная головка продолжает перемещаться влево. В это время кольцо 6, удерживаемое хомутом 10, сходит с ползуна 2, который под действием пружины (не показана) по;а скакивает вверхпроисходит раскрытие калибрующего механизма. При этом пружина 9 удерживает кольцо 7 на месте и резьбонакатной механизм остается в рабочем положении. При дальнейщем перемещении реэьбонакатной головки влево оправка 11 входит в трубу до контакта, после чего про исходит накатывание резьбы. В зтом случае оправка 11, преодолевая усилия пружины 12, утопает в гнезде. Поскольку вместе с резьбонакатной головкой перемещается кольцо 6, то упор 8, жестко укреш1е1шый на нем, дойдя до Конца паза кольца 7 начинает перемещать последнее до выхода его из контакта с ползуном 4. ри выходе из контакта кольца 7 и ползуна 4 роисходит раскрытие резьбонакатного механиза. После зтого резьбонакатная головка менят свое направление вдоль осн и начинает двиаться в обратную сторону, т.е. слева направо, ыводя при зтом оправку из трубы. При дальнейщем перемещении резьбонакатой головки вдоль оси под действием хомута 10 происходит поочередное закрытое калибрущего, а затем резьбонакатного механизмов. ойдя до исходного положения, резьбонакатная головка останавливается. В это время на станке устанавливается новая заготовка - труба и цикл повторяется. Формула изобретения 1.Резьбонакатная головка для накатки резьбы на тонкостенных трубах, содержащая установленные в корпусе с возможностью свободного вращения на осях обкатные и резьбонакатные ролики, конусную оправку, отличающаяся тем, что, с целью повьппения качества резьбы и производительности, она снабжена установленными на корпусе упором и имеющими возможность взаимодействия с упором механизмами перемещения в радиальном направлении обкатных и резьбонакатных роликов, а оси обкатных и резьбонакатных роликов размещены в соответствующих механизмах перемещешя. 2.Резьбонакатнг&я головка по п. 1, о т л нчающаяся тем, что каждый механизм радиального перемещения вьшолнен в виде кольца, установленного на корпусе и связанного с упором, и подпружиненного ползуна, связанного с кольцом, причем ось соответствующего ролика жестко закреплена в ползуне. 3.Резьбонакатная головка по п. 1, о т л ичающаяся тем, что разность диаметров конусной оправки равна двойному допуску среднего диаметра накатьгоаемой резьбы. , Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР N 394145, кл. В 21 Н 3/04, 1967. 2.Авторское свидетельство СССР № 387771, кл. В 21 Н 3/04, 1967 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1973 |
|
SU394145A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2258586C1 |
| Резьбонакатная головка | 1981 |
|
SU967639A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАdK | 1972 |
|
SU426734A1 |
| Резьбонакатная головка для накатывания конических резьб | 1980 |
|
SU967638A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ | 1992 |
|
RU2036771C1 |
| Устройство для обработки наружной поверхности конца полой заготовки | 1977 |
|
SU653013A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА С ПЛОСКИМИ ПЛАШКАМИ ДЛЯ ОБРАБОТКИ ПРЕДЕЛЬНО МЕЛКОРАЗМЕРНЫХ РЕЗЬБ (ВАРИАНТЫ) | 1995 |
|
RU2087237C1 |