(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ KOHUA ПОЛОЙ ЗАГОТОВКИ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания резьбы на пустотелых заготовках | 1982 |
|
SU1074641A1 |
| Установка для накатывания резьбы | 1981 |
|
SU984593A1 |
| Устройство для накатывания резьбы на трубах | 1979 |
|
SU854530A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Резьбонакатная головка | 1987 |
|
SU1500425A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАdK | 1972 |
|
SU426734A1 |
| Блок крепления резьбонакатной головки | 1987 |
|
SU1738451A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
.Изобретение относится к обработке металлов давлением и может быть использрвано для накатки наружной резьбы на тонкостенных цилиндрических заготовках типа трубок светильников.
Известна накатная головка , содержащая размещенные в корпусе гладкие конические и резьбовые ролики, установленные на .одних и тех же осях, и оправку с режущими кромками 1.
Однако такое устройство не приспособлено для снятия внутренней фаски на торце трубы, что является необходимым при изготовлении, например, трубок светильников, чтобы не повредить изоляцию проводов, пропускаемых через отверстие трубки. Еще одним недостатком известного уст ройства является невозможность его рабо ты в автоматическом режиме, т. е. раскрытие головки после окончания накатки происходит не автоматически, а вручную.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для обработки наружной поверхности конца полой заготовки, содержащая резьбонакатные ролики, смонтированные на эксцентрикрвь1х осях в
корпусе, связанном с хвостовиком, а также подвижную втулку и упор, размещенные в хвостсэвйке 2. - .--; Однако известная головка не позволяет совмещать обработку наружной поверхности к:онца полой заготовки с одновременным снятием внутренней фаски на ее торце, т.е. с зенкованием отверстия заготовки, что необходимо при изготовлении, например, трубок светильников, чтобы не повредить изоляцию проводов, пропускаемых через отверстие трубки.
Еще одним недоста,тком известной головки является то, что предварительное уменьшение наружного диаметра заготовки перед накаткой резьбы производится обтачиванием резцами, что при обработке тонкостенной заготовки может привести к утоньщению ее стенок и их прорезанию в процессе накатки.
Для расщйрения технологических возможностей устройства предлагаемое устройство снабжено зенковкой, установленной в подвижной втулке и подпружиненной в осевом направлении.
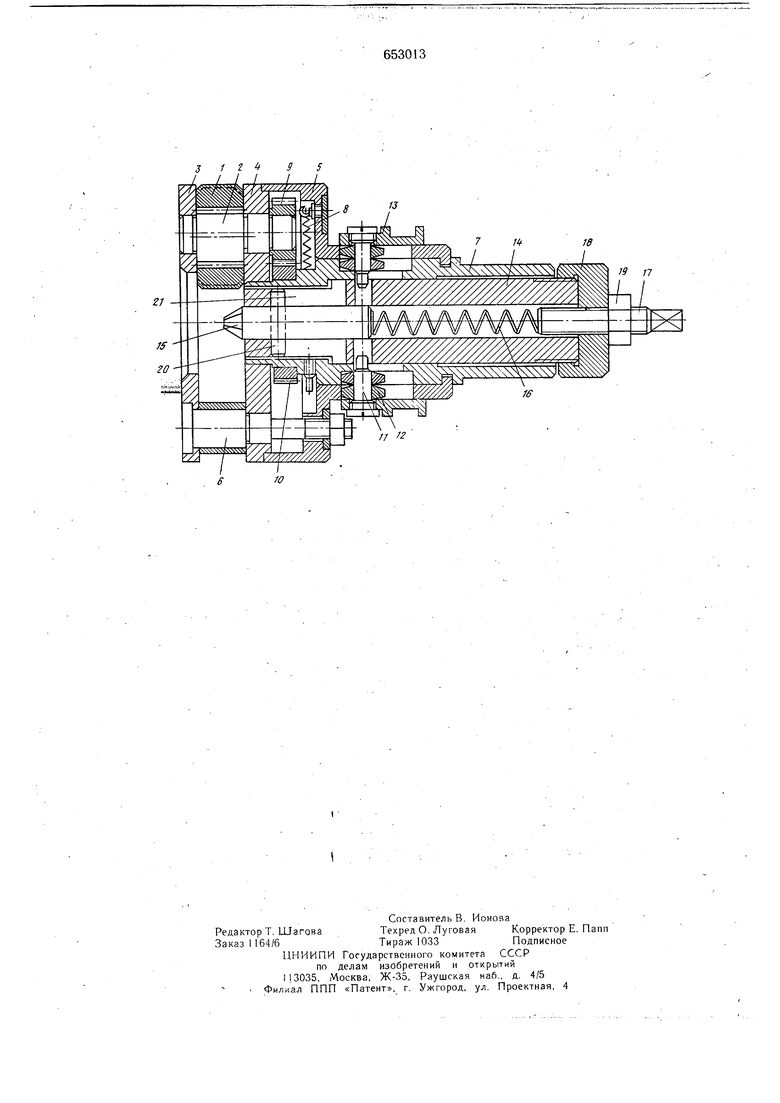
Кроме того, подвижная втулка может быть выполнена с продольным пазом, а в зенковку запрессован штифт, входящий в паз. На чертеже изображено предлагаемое устройство, в разрезе, общий вид. Оно содержит три резьбонакатных ролика 1, установленных на эксцентриковых осях 2. Передняя часть осей 2 закреплена в кольце 3. Задняя часть осей 2 базируется в кольце 4. Кольцо 3, ролики I и кольцо 4 соединены -с корпусом 5 тремя винтами 6. Корпус 5 надет на /хвостовик 7 и соединен с ним двумя пружинами 8 растяжения. На заднюю часть осей 2 посажены щестерни 9, входящие в зацепление с щестерней 10, жестко сидящей на хвостовике 7. Корпус 5 и хвостовик 7 имеют пары фасонных пазов, продольные участки которых совпадают, а винтовые перекрещиваются. Сквозь пару пазов проходят винты I1 с сидящими на них роликами 12. Винты II фиксируют положение кольца 13 вьжлючения относительно корпуса 5 и втулки 14 относительно хвостовика 7. Во втулке 14 установлена зенковка 15, соединенная пружиной 16 сжатия с регулировочным винтом 17, который фиксируется во втулке 14 с помощью гаек 18 и 19. Зенковка 15 предохраняется от проворачивания во втулке 14 щтифтом 20, который может перемещаться по продольным пазам 21 втулки 14. Головка работает следующим образом. Головка закрепляется в щпинделе станка. В закрытом положении она перемещается вдоль оси обрабатываемой трубки и навстречу ей. Происходит накатывание резьбы роликами. В конце рабочего хода отверстие трубки обрабатывается зенковкой 15 с необходимым усилием прижатия, регулируемым пружиной.16 и винтом 17. Одновременно конец трубки перемещает втулку 14, которая, в свою очередь, перемещает винты 11 с роликами 12 по пазам корпуса 5 и хвостовика 7. Сначала перемещение винтов 11 идет по прямым участкам, затем -- по винтовым. При движении винтов 11 с роликами 12 по Бинтовьгм участкам пазов за счет пружин 8 корпус 5 поворачивается относительно хвостовика 7. Вместе с корпусом 5 поворачиваются и кольца 3 и 4, а находящиеся в них оси обкатываются через щестерни 9 вокруг щестерни 10 и поворачиваются, что приводит к раскрытию голЬвки. После раскрытия головка отходит от заготовки. Закрыть головку можно либо вручную рукояткой, либо перемещением кольца 13 к передней части головки за счет воздействия на него соответствующей вилки. Вместо накатных роликов в головке можно закрепить гладкие конические, т. е. обжимные ролики. Работать головка будет аналогично головке с накатными роликами. Отличие состоит в том, что зенкование отверстия заготовки будет совмещено не с накаткой резьбы, а с обжимкой заготовки перед накаткой. Вместо накатных роликов в головке можно также установить друг за другом обжимной и накатной ролики. Работа этой головки аналогична работе головки с накатны(1и роликами. Головка с совмещенными обжимными и накатны.ми роликами позволит совместить обжимку трубки и накатывание на ней резьбы с одновременным зенкованием ее отверстия. Формула изобретения ,. Устройство для обработки наружной поверхности конца полой заготовки, содержащее резьбонакатные ролики, смонтированные на. эксцентриковых осях в корпусе. связанном с хвостовиком, а также подвижную втулку и упор, размещенные в хвостовике, отличающееся тем, что, с целью распшрения технологических возможностей, оно снабжено зенковкой, установленной в подвижной втулке и подпружиненной в осевом направлении. 2. Устройство по п. 1, отличающееся тем, что подвижная втулка выполнена с продольным пазом, а в зенковку запрессован щтифт, входящий в паз. Источники информации, принятые во внимание при экспертизе 1.А.вторское свидетельство СССР № 476928, кл. .В 21 Н 3/04, 25.12.73. 2.Авторское свидетельство СССР № 342715, кл. Б 21 Н 3/04, 19.03.71.
