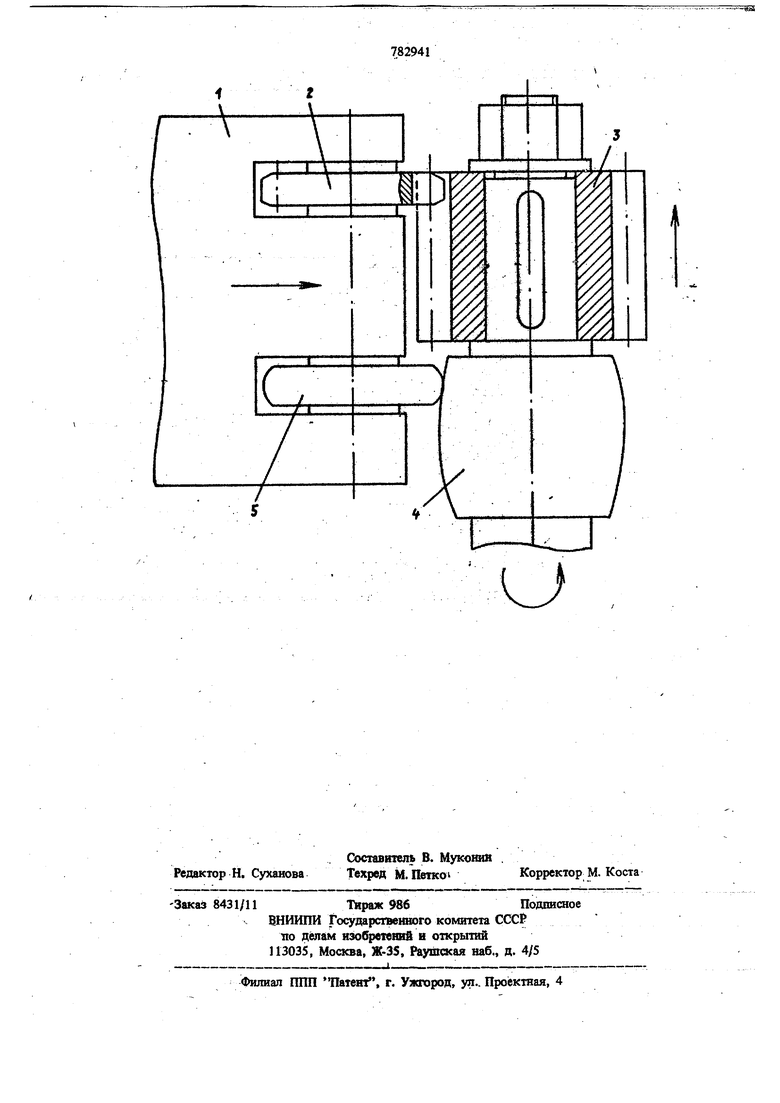
нен копир вдшиндрической формы с криволинейными образующими. Накагаые головки снабжены следящими роликами 5, зтирающимися в копир. Устройство работает следующим образом. При вращении обрабатьюаемой шестерки механизмом вращения НЕвсатяые головки 1 прижимаются к обрабатываемой ше&те| ё до упора следящих роликов 5 в копир. Ушлие прижатия роликов к обрабатьгваемому должно быть на 10-15% больше ма с мблшо- ; го усилия в зависимости Р С (Д) и йоиоян,но по величине за все время . После упбра роликов в когоф дкШоШтся тв р-ша альидя подача мехайизма вращения. ИзШвЕёяИё MeiraieiiTpoBoro рассюямия 6 заОболении ntoif&iникоэ и обрабатыв&емогб койеса coon etct&yet при эгрм криволинейной образующей щйякшрйческого копира. Поэтому продольная Модйфикащя зубьеб обрабатываемого koneca не ву№й1 Завйсе1к ot колебаний механических xupatctepttctmc материада заготовки и нестабильности йэШ1«Ш1й уся ЛИЯ прижатия накатных ronoaok а cootBetcmei с ф}такционзльной эависимослй) Р И (Д). Накатеики изготавливаются из етйш P-1S с ш.следз лцей цементацией, щлифоваШи в хошп говаяием . Следшше ролики я С Ш{{1}Д рП чеосий копир изготавливаю1ся йз ётшш 40Х с пошедующей объемной закалкой и tepMOO%8 боткой до твердости НЙС-52. После tepMdo6. работюа поверхность роликов и цишщо Шёскбго копиращлифуется и полируется, fi смазки при обработке применяеля, веретейное масло. ..-.Для шестерни с параметрами z 30; m - 2,5; aur° 60 мм, взготойлеш ой йэ ctajffl 40Х, ручшёшой до Нб 2467 маййшйййоб А, установленное расчетом, составшо 0,025 мкм при Смещенном расположении о сфгрш отхосательно опор.При припуске на 5 ММ . усилие прижима мастер-шестеро к емому колесу в соответствии с функщ1ей Р « Р (Д) изменяется от 3,710 Н до 4,3-10 Н. При воспроизведении фушсщси Р Р (Д) с точностью ± 2,5% погрещность профиля в продольном сечейш составит ± 0,004 мкм. Колебания механических характеристик материала ±5% вьь эсюут аогрешность профиля +. 0,СЮ8 мкм. Максим Каящая сумШрная погрещность при примешнии установки в соответствий с протЬтипом составит мкм, что соизмеримо с велвчнн6в максикюлыюй требуемой модафикашга (0,025 мкм) Н может вызвать даже увеличение кон 1ентра шш нагрузки (отрицательный резульшт). В предлагаемой установке приведешые Шгреабю&т отсутствуют и погрешность профияя зависит только ot точности изготовления ctepffiecrefeH, следяишх роликов и цилишрйеского копира. Формулаизобретеняя ycqjoilctBo для продольной модификации эубь чатых колес методом пластаческой дефоршши. содержащее механизм с центральш Ш валом дпя.закрепления и вращешш обраб ьшаейот колеса н гря накатные головки с 3j 4atUMH накатНиквАШ с приводом йх рабочего першбшенйя, отличающееся , что, с целью гювышения точности модифнкш|ии зубьев, оно снабжено установленным соосяо с tteHTpamiHbiM валом копиром с криводиаейшимп офаэу((Ш|ими и ycTaHoiuieHmiMH фЬ с зу6чать1ми накатшкамн спедяпшкш- р6Ш1кш ямешшми возможность взаимодей стйия с копиром. 1Лс1рчиякк информации, Щ ИШ11Ш во внимание при экспертизе 1.Авю)рйс6е «аидетельство СССР W 3723:22, кя. В 21 В 5/02, 1974. 2.Авторское свидетельство СССР N 203714, кя. В 21 Н .5/02, 1967 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для чистовой обработки криволинейных поверхностей | 1980 |
|
SU942969A1 |
| СПОСОБ ИМПУЛЬСНОГО НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2002 |
|
RU2216424C1 |
| АВТОМАТ РОТОРНЫЙ ДВУХУДАРНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СПЕЦИАЛЬНЫХ ГВОЗДЕЙ | 1994 |
|
RU2078639C1 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2448801C2 |
| СТАНОК для НАКАТЫВАНИЯ РЕЗЬБЫ | 1973 |
|
SU394146A1 |
| ЭЛЕКТРИЧЕСКАЯ ВИБРОГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2009 |
|
RU2421320C2 |
| Инструмент для накатывания зубчатых профилей | 1979 |
|
SU946760A1 |
| Резьбонакатная головка | 1980 |
|
SU912363A1 |
| Способ накатывания цилиндрических зубчатых колес | 1977 |
|
SU634827A1 |
| СПОСОБ СЛЕДЯЩЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И РЕЗЦОВОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279331C2 |