Известен станок для накатывания резьбы, еодержащнн загрузочное устройство, смонтпровапшле в корпусе стайка головки с накатными роликами и новоротный стол для установки заготовок.
Известное устройство предназначено дли та и-е1н 1,иальиого накатывания резьбы и не может быть исиользовано для накатывания с осевой нодаче заготовки.
С целью «принудителБной осевой подачи заготовок в накатные ролики предложен станок для накатывания резьбы, снабженный разме1це П1ой соосно со столом с возможностью поворота относительно пего втулкой с роликовым щу)пом, взаимодействующим с закрепленным в корнусе кольцевым копиром, имеюпщм профиль, обеспечивающий перемещение втулкн п поворотного стола параллельно оси накатных роликов.
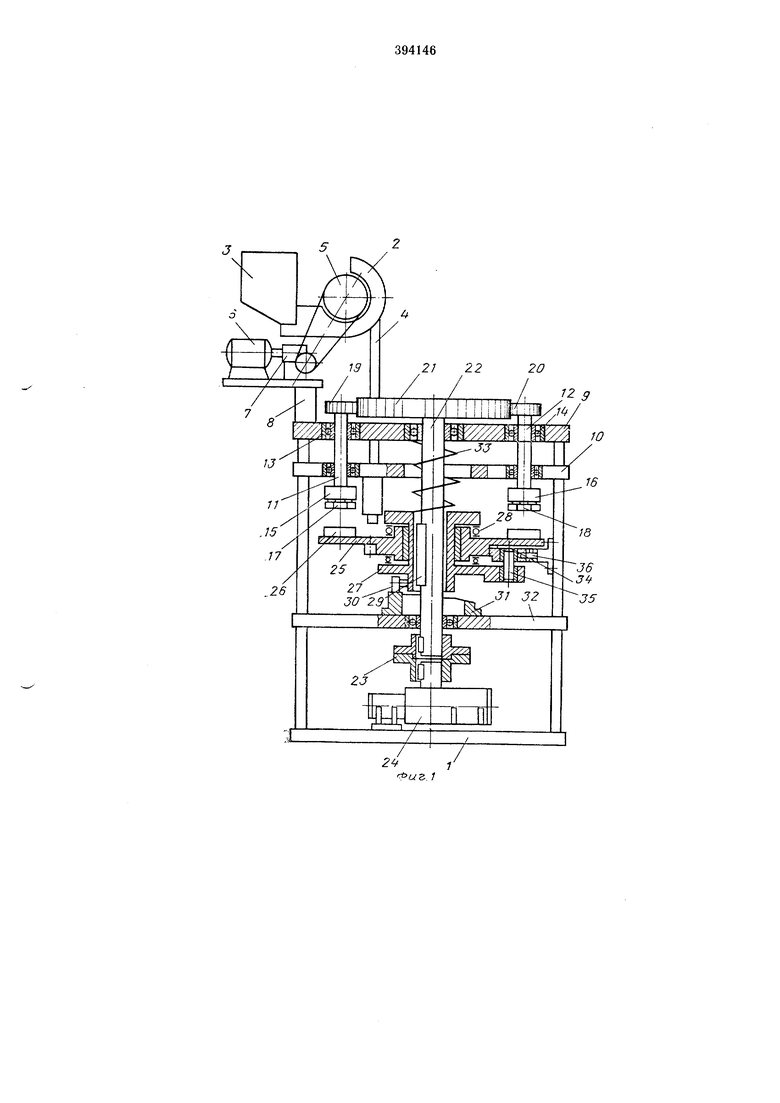
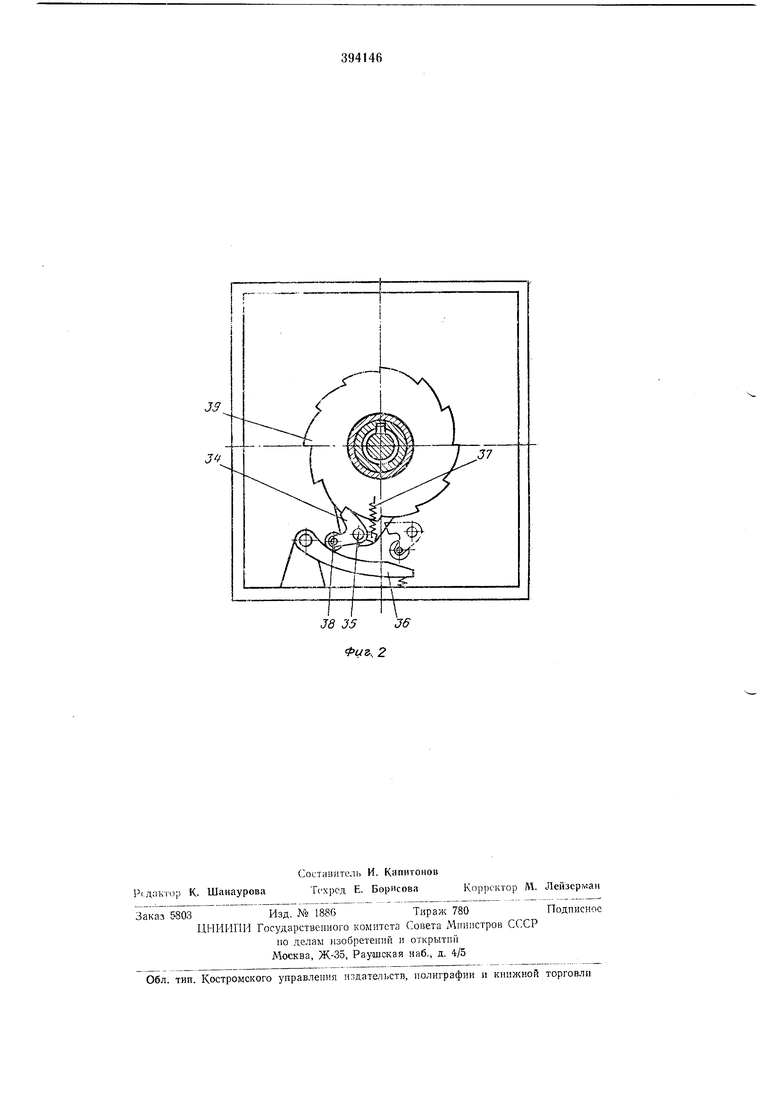
На фиг. 1 показан общий вид станка; па фиг. 2 - разрез -по Л-А.
В корпусе / установлен механизм загр зкн 2, содержаихий бункер 3 с трубчатым лотком 4 и механизмом захвата изделий 5, работающим от индивидуального электропривода 6 через редуктор 7 и лрикрепленным на кронштейне 8 к верхней плите 9 корпуса. Перпендикулярно плоскости илит 9 и 10 проходят два вала 11 п 72, .вращающиеся в нодшипниках /о и М. На одном конце валов //
Н Г2 5асположепы 1оловкн 15 и /6 с на1 атнымн роликами 17 и /5, а на другом конце расположены щестерни 19, 20, взаимоде1 1ствующие с ведущей шестерней 21, связанной через приводной вал 22 и перегр -зочную муфту 23 с реверсивным гидроприводом 24. На приводном валу 22 расположен поворотный стол 25 с зажимными патронами 26. Стол также спабл ен подъемно-поворотной втулкой 27 и
связан с пей через подшипники 28. Подъемноповоротпая втулка 27 связана с приводным валом шпоночным пазом 29 со скользящей иосадсой и имеет возможность при вращении нрпводпого вала перемещаться вдоль его оси
вместе с поворотным столом 25 под действием роликового пхуна 30. взанмодействующего с копнром 5/, неподвижно установленным на нлите 32 корпуса и ноджнмаемого пружиной 33. Поворот стола осуществляется под действием подъемно-поворотной втулки 27, снабженной управляемой храповой собачкой 34, располож;енной на оси 35 и подпружипенной i5 сторону копира 36 (фит. 2) пружиной 37. Угфавляемая храповая собачка 34 одннм
концом взаимодействует с копиром 36 через роликовый щуп aS, а другим концом - с храновым колесом 39, расноложенным на поворотном столе 25. обеспеч 1вая его нодачу от
ПОЗНЦНН к ПО31Щ1П.
Ста)10к работает следующим образом.
Изделие в бункере 3 захватывается механиамом захвата изделий 5 и подается в трубчатый лоток 4 в ориентированном положении. Из трубчатого лотка 4 изделие через перепускатель поступает на позицию загрузки, где попадает в зажимной патрон 26, установленный на поБО-ротном столе 25. Затем изделие пр-и .повороте стола транспортируется на одну из рабочих позиций накатки резьбы, например на позицию с накатными роликами 17. Перед началом накатки резьбонакатный ролик 17, приводимый во вращение реверсивным гидроприводом 24 через приводной вал 22 и шестерни 19, 21, начинает вращаться на холостом ходу в направлении ввертывания резьбы, а подъемно-поворотная втулка 27, опираясь на копир 31 через роликовый щун 30, производит синхронный и принудительный подъем поворотного стола 25 по копиру 31 в направлении оси приводного вала 22 накатываемого изделия со сторолы затягивания изделия в зону накатки. По окончании накатки резьбы вращение прекращается и реверсивный гидронривод начинает вращать приводной вал 22 в обратном направлении, благодаря чему резьбонакатные ролики вращаются в направлении вывертывания роликов с резьбы изделия, а новорот)1ый стол 25 опускается синхронно но копиру 31.
При окончании соприкосновения резьбонакатных роликов с изделием приводной вал 22 вместе с подъемно-ловоротной втулкой 27 продолжает вращаться в том же нанравле5 НИИ, а в конце своего вращения подъемно-поворотная втулка 27, снабженная управляемой храповой собачкой 34, наезжает на копир 36 роликовым щупом 38 и вводит в зацепление храповое колесо 39, обеспечивая поворот стол а па определенный угол, соответствующий, например, позиции разгрузки, и фиксируется фиксаторо.м. После этого реверсивный двигатель останавливает вращение приводного вала 22 и цикл накатки начинается снова.
П р е д м е т И 3 о б р е т е н и я
Станок для накатывания резьбы, содержащий загрузочное устройство, смонтированные в корпусе станка головки с накатными роликами и поворотный стол для установки заготовок, отличающийся тем, что, с целью принудительной осевой подачи заготовок в накатные ролики, станок снабжен размещенной соосно со столом с возможностью поворота
5 относительно него втулкой с роликовым щупом, взаимодействующим с закрепленным в корпусе кольцевым копиром, имеющим профиль, обеспечивающий перемещение втулки и поворотного стола параллельно оси накат0 ных роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| СТАНОК ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ НА ТОНКОСТЕННЫХ ДЕТАЛЯХ | 1967 |
|
SU192164A1 |
| Резьбонакатный станок для бесцентрового роликового накатывания цилиндрических деталей | 1959 |
|
SU129624A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 1990 |
|
RU2036045C1 |
| Загрузочное устройство к резьбонакатному станку | 1988 |
|
SU1632595A1 |
| Станок-автомат для накатывания резьбы | 1980 |
|
SU889244A1 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |