(54) СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ РЕЗЬБЫ
1
Изобретение относится к обработке металлов резанием, в частности к нарезанию резьбы на универсальных станках и на станках с ЧПУ.
Известен способ многопроходного нарезания резьбы на станках с ЧПУ, при котором детгши сообщают равномерное вращательное движение вокруг ее оси, а резцу на каждом проходе - поступательное движение вдоль этой оси. При этом подачу резца на глубину осуществляют попеременно параллельно одной из сторон профиля резьбы с образованием зазора между второй стороной профиля и соответствующей ей режущей кромкой резца flj .
Благодаря постоянно присутствующему зазору около .одной режущей кромки резца, повьшается стойкость резца, однако, из-за сложной схемы нарезания резьбы: возникают трудности в составле НИИ пpoгpa л /Iы для станка с ЧПУ, затруднен расчет координат вершины резца при последующих проходах. Перемещение вершины резца гГроисходит по сложной траектории,поэтому возможна значительная потеря точности из-за - ошибок систе№л ЧПУ.
Целью изобретения является повышение точности нарезания резьбы и упроНА СТАНКАХ С ЧПУ
щение программы обработки для станков с ЧПУ. .
Для этого при нарезании резьбы с шагом Р подачу резца на черновых проходах осуществляют вдоль оси резьбы до получения вспомогательной многозаходной резьбы с тем же шагом, числом заходов Н и осевым шагом захода Б, причем Р s Ш.
10 На фиг, 1-4 представлены схемы на-резания резьбы предлагаемом способом. Первый черновой проход осущестйляют при положении вегмаины резца на одной из сторон профиля резьбы. Перед
15 следующими проходами производят подачу резца вдоль оси резьбы на величину осевого шага захода В, необходимую для образования многозаходной резьбы, причем.
20Б Р/Н .
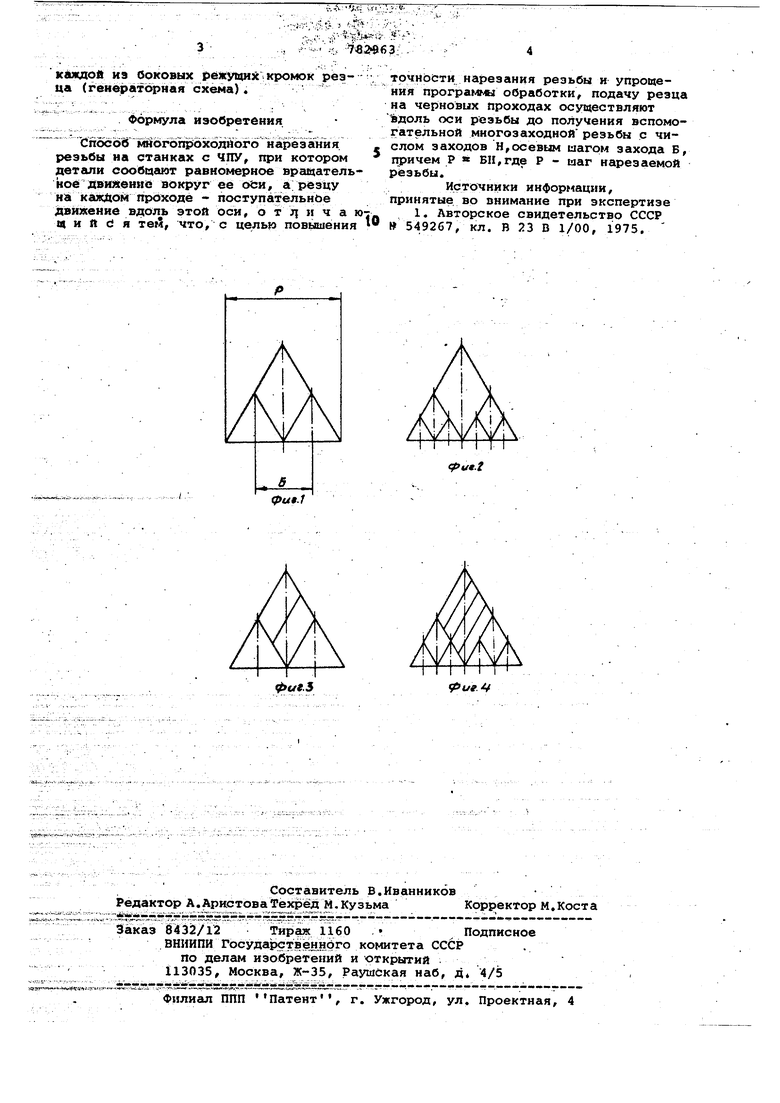
После сфорглирования лногозаходной резьбы, проходы осуществляют при положении вершины резца либо на одной из сторон профиля резьбы, либо на
25 оси симметрии профиля резьбы. При
этом осуществляется съем основной.части припуска, а на чистовых проходах« окончательное формирование .профиля резьбы либо полным профилем резца
30 (профильная сх:ема) , либо попеременно
каждой из боковых режущих кромок рёэца (генераторная схема).
Формула нэобретения
ПСпбсоЙШогопрохбдйогб нарезания резьбы на станках с ЧПУ, при котором детгши сообщают равномерное вращательное Движение вокруг ее оёи, а; резцу на каждом проходе - поступательное движение вдоль этой оси, о т ц п ч а ю ц и и (2 я , что, с целью повышения
точности нарезания резьбы и упрощения пpoгpaм «J обработки, подачу резца на черновых проходах осуществляют вдоль оси резьбы до получения вспомогательной многозаходнойрезьбы с числом заходов Н,осевым шагом захода В, причем Р « В11,где Р - шаг нарезаемой резьбы.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 549267, кл. В 23 В 1/00, 1975. 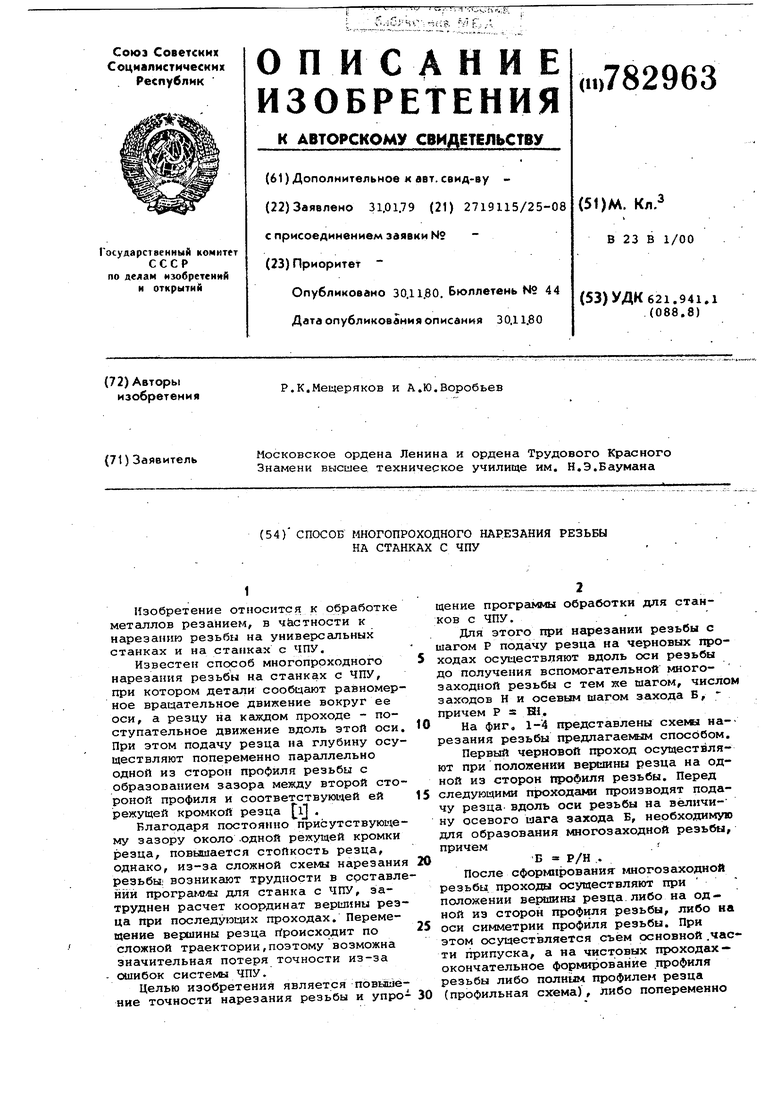
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РЕЗЬБОВОЙ РЕЗЕЦ | 2011 |
|
RU2468897C1 |
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |
| СПОСОБ НАРЕЗАНИЯ ВНУТРЕННЕЙ ГЛУБОКОЙ РЕЗЬБЫ В СОСТАВНЫХ ЗАГОТОВКАХ | 2014 |
|
RU2570611C2 |
| Способ многопроходного нарезания резьбы асимметричного профиля | 1983 |
|
SU1135576A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 2012 |
|
RU2518022C2 |
| Способ нарезания резьбы (его варианты) | 1981 |
|
SU1016096A1 |
| СПОСОБ НАРЕЗАНИЯ ВНУТРЕННЕЙ МНОГОЗАХОДНОЙ РЕЗЬБЫ | 2003 |
|
RU2231429C1 |
| Способ нарезания резьбы | 1987 |
|
SU1563872A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2009 |
|
RU2403131C1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
.t
