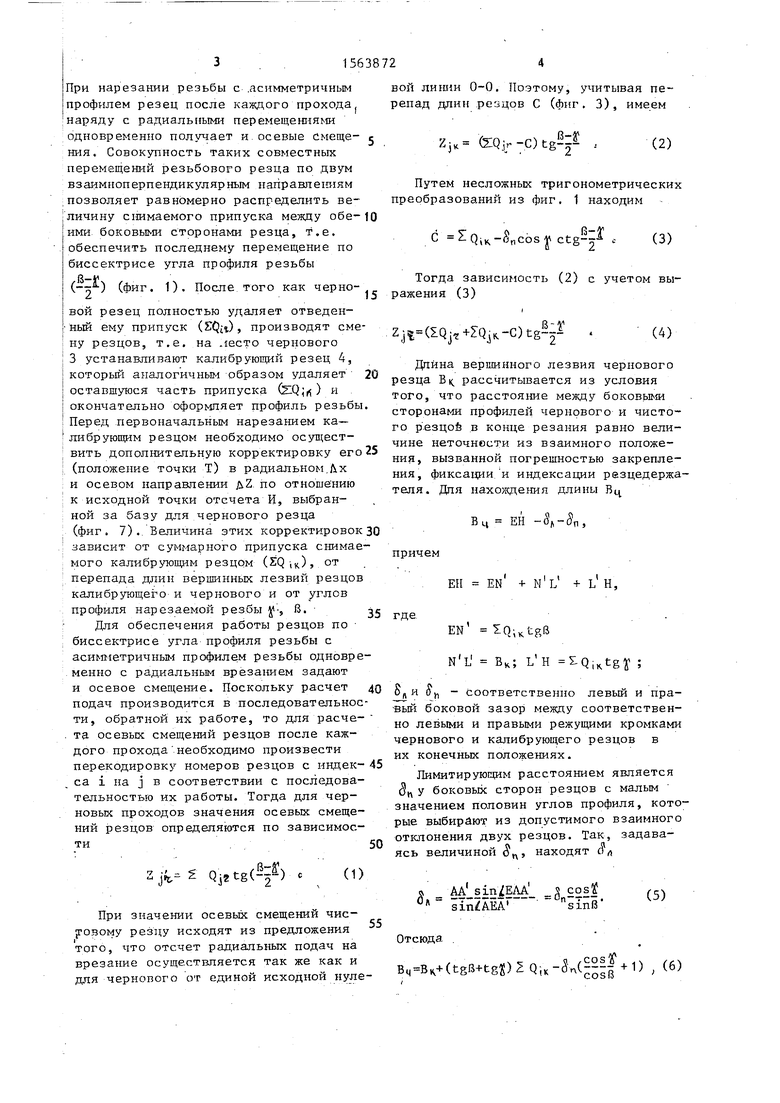
При нарезании резьбы с асимметричным профилем резец после каждого прохода наряду с радиальными перемещениями одновременно получает и осевые смеще- с ния. Совокупность таких совместных перемещений резьбового резца по двум взаимноперпендикулярным направлениям позволяет равномерно распределить величину снимаемого припуска между обе-1 ими боковыми сторонами резца, т.е. обеспечить последнему перемещение по биссектрисе угла профиля резьбы
&-V1
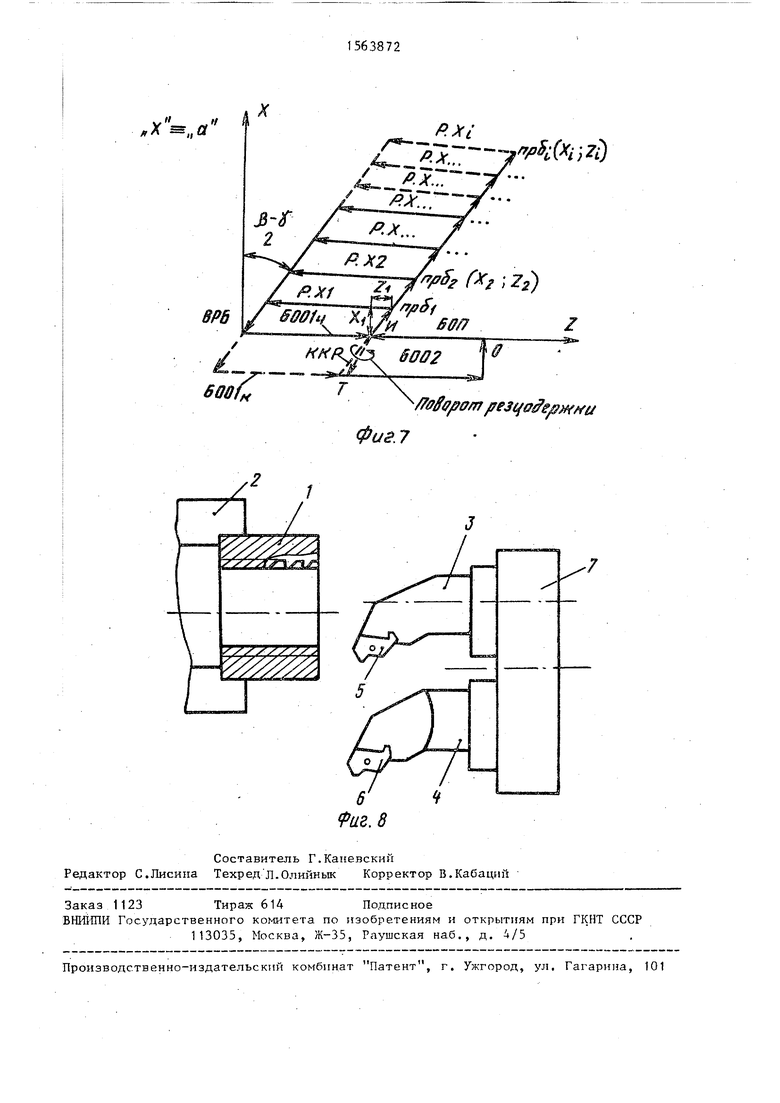
(-о ) (фиг. 1). После того как черновой резец полностью удаляет отведенный ему припуск (ЈQ;0, производят смену резцов, т.е. на лесто чернового 3 устанавливают калибрующий резец 4, который аналогичным образом удаляет 2 оставшуюся часть припуска feQ) и окончательно оформляет профиль резьбы. Перед первоначальным нарезанием калибрующим резцом необходимо осуществить дополнительную корректировку его2 (положение точки Т) в радиальном Л.х и осевом направлении дЕ по отношению к исходной точки отсчета И, выбранной за базу для чернового резца (фиг. 7). Величина этих корректировок 3 зависит от суммарного припуска снимаемого калибрующим резцом (ЈQ,K.), от перепада длин вершинных лезвий резцов калибрующего и чернового и от углов профиля нарезаемой резбы ft-, R. 3
Для обеспечения работы резцов по биссектрисе угла профиля резьбы с асимметричным профилем резьбы одновременно с радиальным врезанием задают и осевое смещение. Поскольку расчет 4 подач производится в последовательности, обратной их работе, то для расче- та осевых смещений резцов после каждого прохода необходимо произвести перекодировку номеров резцов с индек- 4 са i на j в соответствии с последовательностью их работы. Тогда для черновых проходов значения осевых смещений резцов определяются по зависимости5
7 -
ZJ(fc- 2
(Ј&
(1)
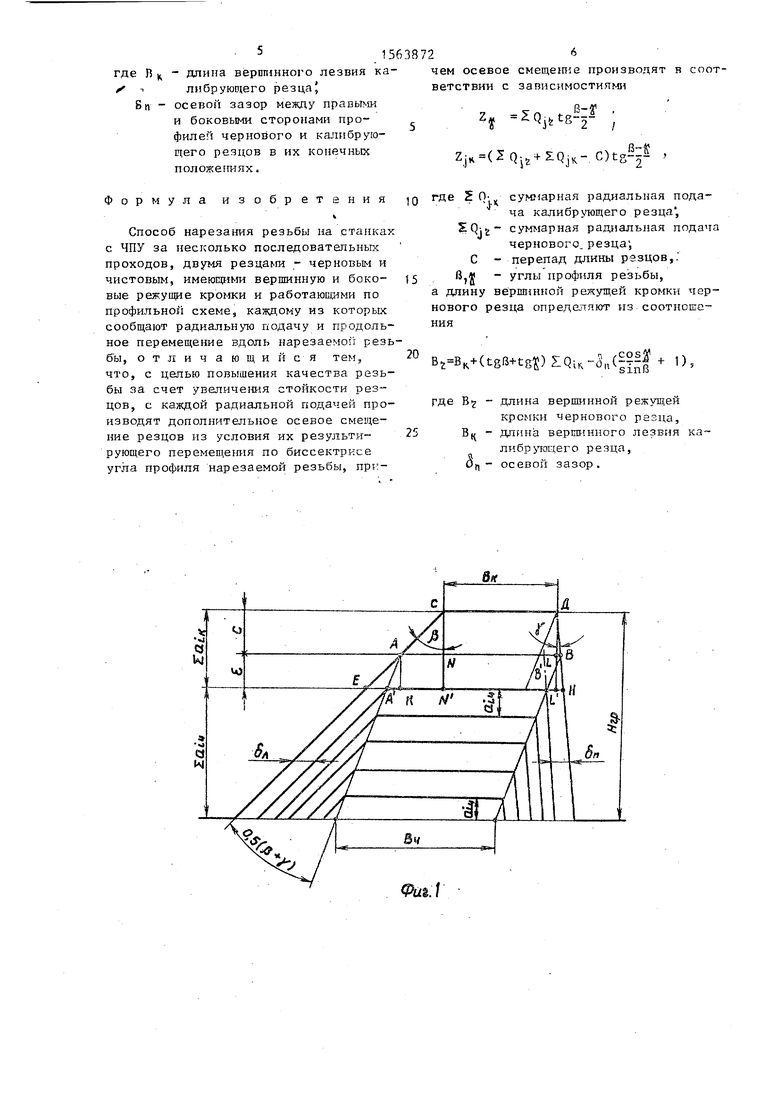
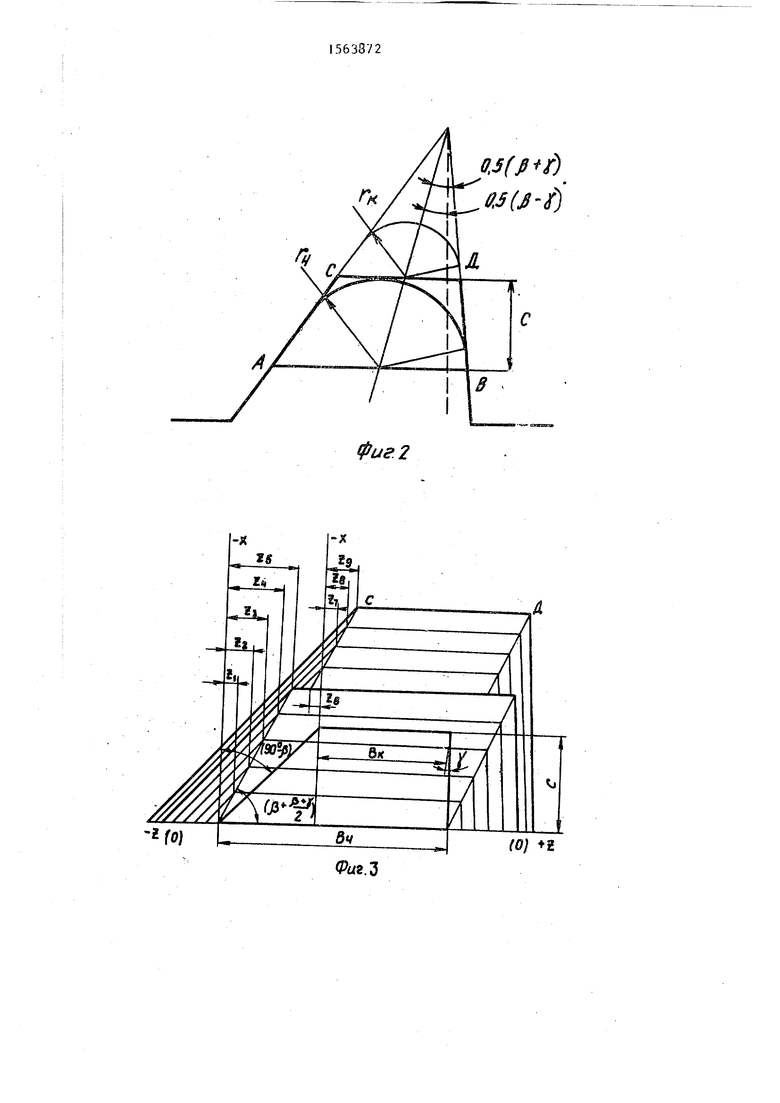
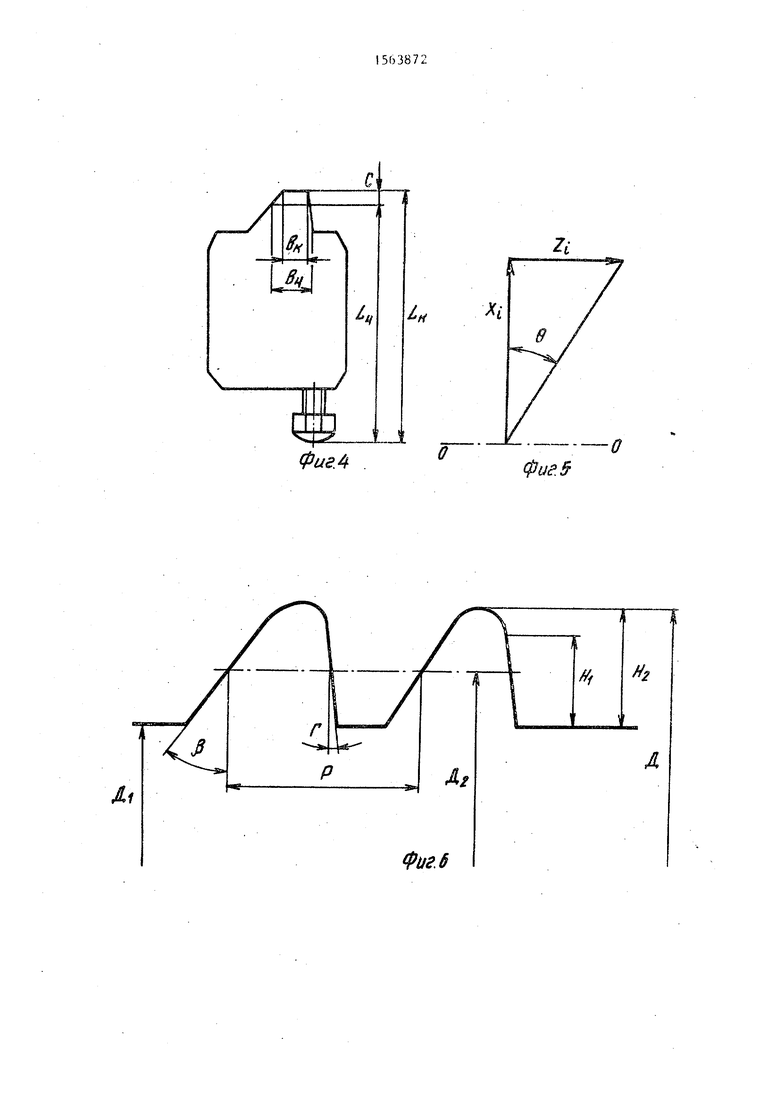
При значении осевых смещений чисвой линии 0-0. Поэтому, учитывая перепад длин резцов С (фиг. 3), имеем
(3-У
ZiK (2% ТС) ,
(2)
Путем несложных тригонометрических преобразований из фиг. 1 находим
С Јq(K-Sncosy с (3)
Тогда зависимость (2) с учетом выражения (3)
Zji(IQj +2:QjK-C)tg
(4)
Длина вершинного лезвия чернового резца В рассчитывается из условия того, что расстояние между боковыми сторонами профилей чернового и чистого резцов в конце резания равно величине неточнести из взаимного положения, вызванной погрешностью закрепления, фиксации и индексации резцедержателя. Для нахождения длины Вц
Вч ЕЕ -Л-ft,,
причем
EH EN + N L + L н,
где
EN1 QlKtgR
N L Вк; L H ЈQlKtgy ;
Јя и о h - соответственно левый и пра- вый боковой зазор между соответственно левыми и правыми режущими кромками чернового и калибрующего резцов в их конечных положениях.
Лимитирующим расстоянием является 5П у боковых сторон резцов с малым значением половин углов профиля, которые выбирают из допустимого взаимного отклонения двух резцов. Так, задаваясь величиной Оц, находят о л
« АА1 Я costf °А sin7AEA nsinfl
(5)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| Расточная головка | 1979 |
|
SU1049195A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕНИЯ ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2248259C1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| Способ определения оптимального припуска по проходам при нарезании резьбы резцом | 1990 |
|
SU1815031A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РЕЗЬБОВОЙ РЕЗЕЦ | 2011 |
|
RU2468897C1 |
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |
| РЕЗЬБОВОЙ РЕЗЕЦ | 1970 |
|
SU268852A1 |
| Способ многопроходного нарезания резьбы асимметричного профиля | 1983 |
|
SU1135576A1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
Изобретение относится к обработке металлов резанием, в частности к нарезанию резьбы на станках с числовым программным управлением, и может быть использовано при нарезании упорной резьбы. Целью изобретения является повышение качества резьбы за счет увеличения стойкости резцов. Для этого с каждой радиальной подачей производят дополнительное осевое смещение резцов из условия их результирующего перемещения по биссектрисе угла профиля нарезаемой резьбы, причем осевое смещение производят в соответствии с приведенными в описании зависимостями длину вершинной режущей кромки чернового резца также определяют по формуле. 8 ил.
товому резцу исходят из предложения того, что отсчет радиальных подач на врезание осуществляется так же как и для чернового от единой исходной нулеОтсюда
cost
(tgB+tgX)ZQiK-3n(+1) , (6)
cosfi
где R ц - длина вершинного лезвия ках 1либрующего резца ,
Бп - осевой зазор между правыми
и боковыми сторонами про-
филей чернового и калибрующего резцов в их конечных положениях.
Формула изобретения ю
Способ нарезания резьбы на станках с ЧПУ за несколько последовательных проходов, двумя резцами - черновым и чистовым, имеющими вершинную и боковые режущие кромки и работающими по профильной схеме, каждому из которых сообщают радиальную подачу и продольное перемещение вдоль нарезаемо 1: резьбы, отличающийся тем, что, с целью повышения качества резьбы за счет увеличения стойкости резцов, с каждой радиальной подачей производят дополнительное осевое смещение резцов из условия их результирующего перемещения по биссектрисе угла профиля нарезаемой резьбы, причем осевое смещение производят в соответствии с завнснмостиями
z ;
ZjK(2Qife + ЈQjK- Ots-g-
где 2 О- суммарная радиальная подача калибрующего резца , 3-Q,V С суммарная радиальная подача чернового, резца перепад длины ргзцов,. и « - углы профиля резьбы, а длину вершинной режущей кромки чернового резца определяют из соотношения
Bj.B
K+UgB+tgR) ЈQlK-un
cosj sin В
+ о,
где B - длина вершинной режущей кромки чернового резца,
В« - длина вершинного лезвия кали бруюцег о резца, Oh- осевой зазор.
8
Фм.
tf
W
ФагЗ
0,Wf) &(J fl
фиг 2
(0) +z
$зпф
Ъгпф
«е--з.
V
z seosi
„X „а1
X
ВРВ
/&Ш/ X/
&
г-
6001„Т
/70Ј0
7
(
%
P. XL (Xi Zd
/ Z v --/-.
Р&г
«&
г Z2)
npSf
И SffflZ
.
фиё.7
/70Ј0p0/n/fesqotfgflWMiJ
