Изобретение относится к области нарезания резьбы на станках токарной группы с ЧПУ и может быть использовано для нарезания наружной резьбы на полых цилиндрических изделиях из высокопрочной стали в виде корпуса ракетного двигателя.
Известен способ нарезания резьбы, на станках токарной группы с ЧПУ многопроходным методом в полом тонкостенном цилиндрическом изделии из высокопрочной стали в виде корпуса ракетного двигателя, включающий введение в станок программы синхронизации черновых и чистовых проходов с использованием изношенной режущей пластины (см. RU 2003119695 A, B23G 1/00, 10.01.2005).
Недостатком этого способа является низкие ресурс работы режущего инструмента и производительность процесса.
Технической задачей, на решение которой направлено изобретение, является повышение продолжительности работы режущего инструмента при нарезании наружной резьбы за счет максимального использования его режущих пластин, получивших износ на стадии чистовых проходов, а также введения в станок с двумя шпинделями поддерживающей многоинструментальную обработку двумя револьверными головками дополнительной программы синхронизации черновых и чистовых проходов нарезания резьбы с коррекцией на износ и осуществление перемещений в процессе нарезания одновременно двух револьверных головок.
Решение поставленной технической задачи достигается тем, что в способе нарезания резьбы на станках токарной группы с ЧПУ многопроходным методом в полом тонкостенном цилиндрическом изделии из высокопрочной стали в виде корпуса ракетного двигателя, включающем введение в станок программы синхронизации черновых и чистовых проходов нарезания резьбы с использованием изношенной режущей пластины, нарезание наружной резьбы черновыми и чистовыми проходами выполняют одновременно двумя резцами, которые устанавливают на изделие в зоне нарезания резьбы диаметрально противоположно, так что режущие пластины расположены в одной плоскости и повернуты относительно друг друга на 180°, при этом резец для чистовых проходов смещают на полшага назад.
Кроме того способ нарезания наружной резьбы выполняют на двухшпиндельном двухревольверном станке с ЧПУ, причем в одном шпинделе устанавливают разжимную цангу, на которой фиксируют обрабатываемое изделие, в контршпинделе устанавливают поджимной центр, а резцы закрепляют на станке в двух револьверных головках, диаметрально противоположно расположенных относительно обрабатываемого цилиндрического изделия.
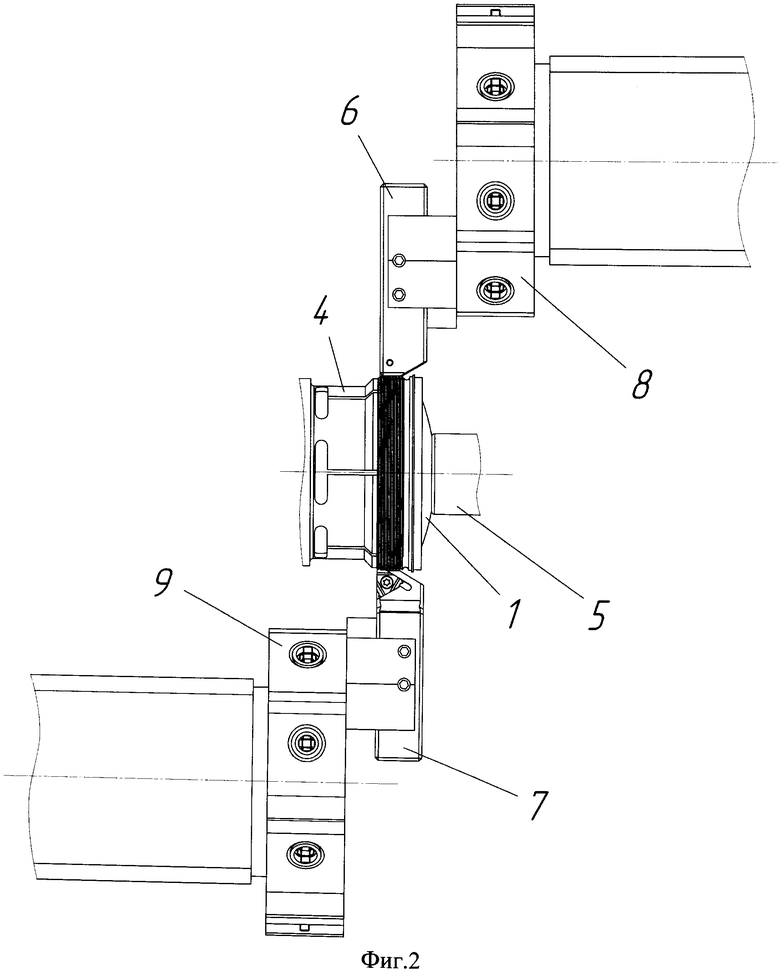
Сущность изобретения поясняется чертежами, где на Фиг.1 и Фиг.2 изображено закрепленное в разжимном цанговом патроне 4 одного шпинделя токарного станка тонкостенное цилиндрическое изделие 1, зафиксированное поджимным центром 5, установленным в контршпинделе, и синхронизированное нарезание наружной резьбы одновременно двумя резцами. Во второй револьверной головке 9 с новой режущей пластиной 3 осуществляют чистовые проходы, а в первой револьверной головке 8 с изношенной пластиной 2 - черновые проходы.
Изобретение работает следующим образом.
Корпус ракетного двигателя 1 закрепляют в разжимной цанге 4, установленной в одном шпинделе, в контршпинделе устанавливают поджимной центр 5, который прижимает торец изделия 1 к разжимной цанге 4. Нарезание резьбы начинают чистовыми проходами новой режущей пластиной 3 во второй револьверной головке 9 станка. По окончании проходов осуществляют контроль параметров резьбы. В процессе нарезания резьбы изнашивание режущего профиля пластины протекает неравномерно. Направление нарезания резьбы происходит по вектору а. Интенсивней всего изнашиваются боковые режущие кромки и вершины режущей пластины, причем размер вершины резьбы выполняется, а впадина профиля резьбы выполняется не полностью. Поэтому при нарезании резьбы в последующих изделиях этой же режущей пластиной, с находящимся в пределах допуска износом, в программу станка дополнительно вводят коррекцию нарезания резьбы на величину, не превышающую величину минимального допуска на профильные диаметры резьбы, контролируя, при этом, износ режущей пластины.
Закончив процесс резания с коррекцией, изношенную пластину из резца 7 второй револьверной головки 9 закрепляют в резец 6 первой револьверной головки 8, а на ее место устанавливают новую, формируя, таким образом, схему синхронизированного одновременного нарезания наружной резьбы двумя резцами 6 и 7 (Фиг.2).
Нарезание резьбы в последующих изделиях начинают синхронизированной одновременной работой изношенной пластины 2 (Фиг.1), осуществляющей черновые проходы, и новой 3 - с чистовыми проходами, для котороой оставляют припуск после предыдущих черновых проходов (Фиг.1), при этом резец для чистовых проходов смещают на полшага назад. Это необходимо для того, чтобы при последующем нарезании чистовыми проходами новой пластиной 3 во второй револьверной головке 9 станка режущий профиль пластины точно попал в черновой профиль предварительно нарезанной резьбы. При этом воздействие радиальной составляющей силы резания Ру на изделие уравновешивается как разжимной цангой, так и расположенными в одной плоскости и повернутыми относительно друг друга на 180° режущими пластинами, тем самым минимизируя деформации поперечного сечения изделия в зоне нарезания резьбы. Далее этот процесс повторяют.
Изобретение позволяет повысить ресурс работы режущего инструмента при нарезании резьбы на труднообрабатываемом материале повышенной твердости, каковым является корпус ракетного двигателя, за счет максимального использования его режущих пластин, введением в станок с ЧПУ программы синхронизации черновых и чистовых проходов с коррекцией, после чего изношенную пластину используют для чернового нарезания, что в 2 раза уменьшает число чистовых проходов при нарезании резьбы новой режущей пластиной и повышает производительность процесса за счет нарезания резьбы двумя резцами одновременно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РЕЗЬБОВОЙ РЕЗЕЦ | 2011 |
|
RU2468897C1 |
| РЕЗЬБОФРЕЗА | 2019 |
|
RU2714757C1 |
| Способ многопроходного нарезания резьбы асимметричного профиля | 1983 |
|
SU1135576A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РАЗЖИМНАЯ ЦАНГА | 2012 |
|
RU2521567C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| СПОСОБ НАРЕЗАНИЯ ВНУТРЕННЕЙ ГЛУБОКОЙ РЕЗЬБЫ В СОСТАВНЫХ ЗАГОТОВКАХ | 2014 |
|
RU2570611C2 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2013 |
|
RU2524518C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| Способ обработки массивных сепараторов роликовых подшипников | 2015 |
|
RU2655532C2 |
Изобретение относится к области нарезания крепежных резьб резцом на станках токарной группы с ЧПУ. Способ включает введение в станок программы синхронизации черновых и чистовых проходов нарезания резьбы с использованием изношенной режущей пластины. Нарезание наружной резьбы черновыми и чистовыми проходами выполняют одновременно двумя резцами, которые устанавливают на изделие в зоне нарезания резьбы диаметрально противоположно с расположением режущих пластин в одной плоскости с поворотом относительно друг друга на 180°. Резец для чистовых проходов смещают на полшага назад. В результате обеспечивается повышение производительности процесса за счет повышения продолжительности работы режущего инструмента. 1 з.п. ф-лы, 2 ил.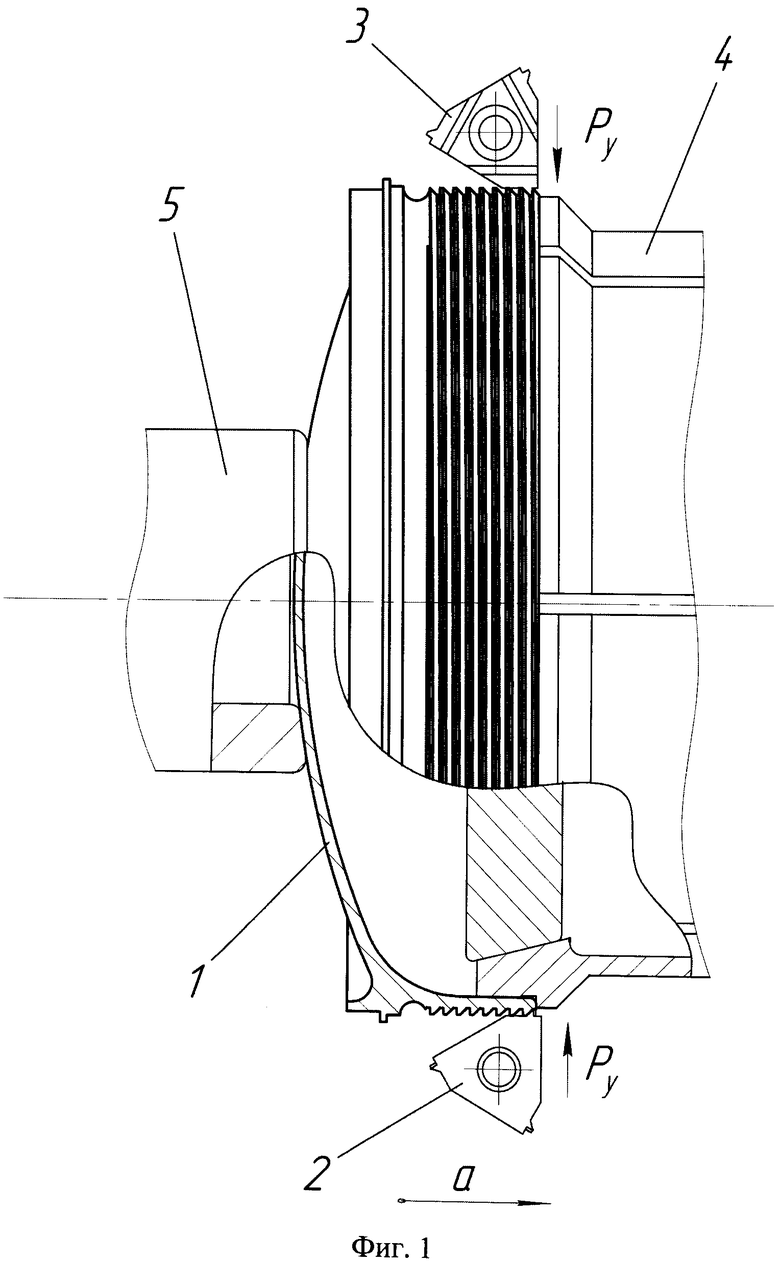
1. Способ нарезания резьбы на станках токарной группы с ЧПУ многопроходным методом в полом тонкостенном цилиндрическом изделии из высокопрочной стали в виде корпуса ракетного двигателя, включающий введение в станок программы синхронизации черновых и чистовых проходов нарезания резьбы с использованием изношенной режущей пластины, отличающийся тем, что нарезание наружной резьбы черновыми и чистовыми проходами выполняют одновременно двумя резцами, которые устанавливают на изделие в зоне нарезания резьбы диаметрально противоположно с расположением режущих пластин в одной плоскости с поворотом относительно друг друга на 180°, при этом резец для чистовых проходов смещают на полшага назад.
2. Способ по п.1, отличающийся тем, что нарезание наружной резьбы выполняют на двухшпиндельном двухревольверном станке с ЧПУ, причем в одном шпинделе устанавливают разжимную цангу, на которой фиксируют обрабатываемое изделие, в контршпинделе устанавливают поджимной центр, а резцы закрепляют на станке в двух револьверных головках, диаметрально противоположно расположенных относительно обрабатываемого цилиндрического изделия.
| RU 2003119695 A, 10.01.2005 | |||
| Способ многопроходного нарезания резьбы | 1982 |
|
SU1036481A1 |
| Способ нарезания резьбы резцом | 1972 |
|
SU524629A1 |
| US 3645638 A, 29.02.1972 | |||

