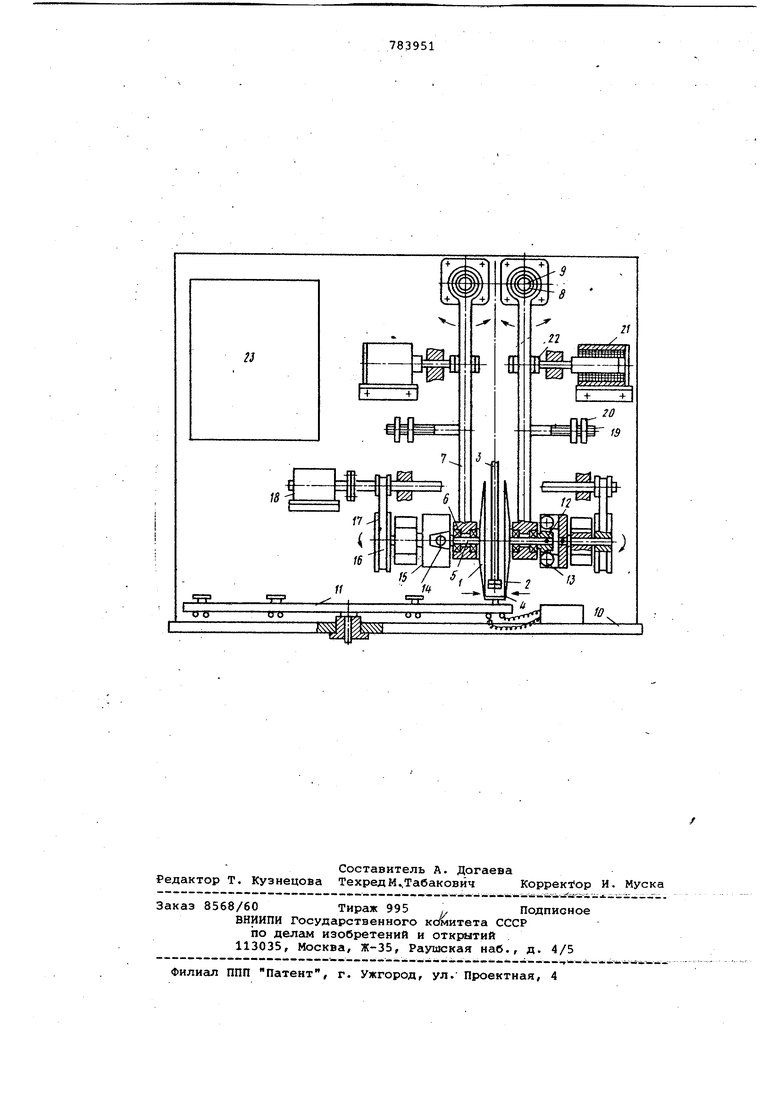
Изоб1этение относится к оборудова нию, автоматизирукадему процесс подгонки частоты резонаторов, преимущес венно для миниатюрных кварцевых часо вых резонаторов, дЛя ручных часов. Известны устройства для ручной подгонки частоты резонаторов абразивньши брусками, широко применяемые в заводской практике f Однако ручная подгонка частоты. микрорезонатора требует операторов высокой йвалификации, очень т:рудоемка, так как необходимо пристальное внимание во избежание брака (по пере шлифовке, скола1м, поломкам, поврежде ниям серебряных электродов и т.д.). Наиболее близким по технической сущности и достигаемьгм результатам к предлагаемому изобретению является устройство для подгонки частоты квар цевых резонаторов, содержащее шлифовальный круг, подающее устройство и привод вращения круга, однако и оно не позволяет автоматизировать процес подгонки 2}. Цель изобретения - автоматизация процесса подгонки частоты резонаторов, повышение качества и точности подгонки. Цель достигается тем, что в устЕЮйство введены дополнительный шлифовальный круг, механизм держателя резонатора и отводящее устройство, причем дополнительный шлифовальный круг расположен параллельно основному кругу и обрабатываемой поверхности и закреплен совместно с основным кругом на двух валиках, соединенных с подающим устройством, выполненным в виде штанги, имеющей винт с регулируемыми грузами и установленной на оси, параллельно кругу и закрепленной на вертикальной плите, установленной на горизонтальном столе, на котором расположен и поворотный стол, подающий резонатрры в рабочую зону, механизм держателя резонатора размещен между кругами, отводящее устройство выполнено в виде электромагнита с отводящей вилкой, а привод вращения круга выполнен в виде водила с шарообразныии концами, расположенного в пазу муфты, связанной с электродвигателем, а также за счет того, что в муфте выполнен призмообразный паз. На чертеже представлено предлагаемое изобретение. Устройство для подгонки частоты резонаторов содержит два алмазных шлифовальных круга 1 и 2, между котоIрыми расположен держатель 3 резонатора 4. Каждый шлифовальный круг закреплен на валике 5, Каждый валик с помощью шарикоподшипника б соединен со штангой 7, кЬтйр1я в сЁГою очёредь, с помощью шарикоподшипника 8 соединена с осью 9, параллельной шлифовальным кругам 1 и 2 и закреплейной на горизонтальном столе 10. На этом горизонтальном столе расположен поворотный столик 11, подающий резонатор 4 в рабочую зону. Каждый валик 5 име ёт поворотное устройство, представляю щее собой водило 12 с шарообразными концами 13, расположенными в приэмообразном пазу 14 тефлоновой муфты 15. Водило 12 приводится во вращение через резиновые ремни 16 со шкивами 1 от электродвигателя 18 Штанга 7 имеет подающее уствойство, представляющее собой винт 19 с регулирукндими rpy зиками 20, и отводящее устройство, состоящее из электромагнита 21 с отводящей вилкой 22. Механическая часть устройства (шлифовальные круги, элект родвигатель, электромагниты) соединена с автоматическим блоком контроля и управления 23. Данное устройство работает следующим образом. Обрабатываемый миниатюрный резонатор 4 устанавливается на поворотном столике 11 между двумя разведенными алмазными кругами 1 и 2 так, чтобы об рабатываемые плоскости резонатора ста ли параллельными рабочим плоскостям круга. Держатель 3 начинает удерживать резонатор 4 только во время работы алмазных кругов 1 и 2. Для подгонки частоты кварцевого резонатора под заданный номинал в центральный процессор, входящий в автоматический блок 23, вводятся соответствующие допуски. Измеряется частота подгоняемого резонатора, ее численная величина, передаются в центральный процессор, в котором и вычисляется необходимая величина съема материала, преобразуемая в величины чисел оборотов шлифовальных кругЬв и время шлифования. Таким образом, любое изменение в , шлифовании резонатора фиксируется на блоке 23, соответственно перерабатывается в нем, и необходимая команда опять подается с блока 23 на шлифовальнь1й круг, т.е. осуществляется обратная автоматическая связь. Данное предлагаемое устройство обеспечивает автоматическую подгонку ре 3онаторов по частоте, снижает брак по сколам во время шлифования, что значительно повышает точность доводки и улучшает качество параметров резонатора вследствие того, что операторы только дважды прикасаются к резонатору (установка и съем) и сокращении числа операций подгонки. Формула изобретения 1.Устройство для подгонки частоты резонаторов, содержадее шлифовальный круг, подающее устройство и привод вращения круга, отличающееся тем, что, с целью автоматизации процесса подгонки частоты резонаторов, повышения их качества и точности подгонки, в него введены дополнительный шлифовальный круг, механизм держателя резонатора и отводящее устройство, причем дополнительный шлифовальный круг расположен параллельно основному кругу и обрабатываемой поверхности и закреплен совместно с основным кругом на двух в,аликах, соединенных с подающим устройством,выполненным в виде штанги, имеющей винт с регулируемыми грузами и установленной на оси, параллельно кругу и закрепленной на вертикальной плите, установленной на горизонтальном столе, на котором расположен и поворотн й стол, подакяций резонаторы в рабочую зону, механизм держателя резонатора размещен между кругами, отводящее устройство выполнено в виде электромагнита с отводящей вилкой, а привод вращения круга выполнен в виде водила с шарообразными концами расположенного в пазу муфты, связанной с электродвигателем. 2.Устройство по п. 1, о т л и чающееся тем, что в муфте выполнен призмообразный паз. Источники информации, принятые во внимание при экспертизе 1.Глюкман Л.И. Производство пьезоэлектрических кварцевых резонаторов. Энергия, М-Л., 1964, с.148. 2.Авторское свидетельство СССР № 174286; кл. Н 03 Н 9/00, 09/064, 28.07.64 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подгонки дисковых пьезокерамических резонаторов | 1976 |
|
SU660197A1 |
| Устройство для шлифования кристаллических элементов | 1989 |
|
SU1785875A1 |
| Устройство для шлифования наружных поверхностей деталей | 1985 |
|
SU1301655A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| УСТРОЙСТВО ДЛЯ ПОДГОНКИ ЧАСТОТЫ ПЬЕЗОКЕРАМИЧЕСКИХ РЕЗОНАТОРОВ | 1971 |
|
SU311377A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТВЕРДЫХ ПОВЕРХНОСТЕЙ, В ЧАСТНОСТИ СТЕКЛЯННЫХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2401729C2 |