Известны устройства, в которых ислользуются корундовые шлифовальные К|руги в качестве режущего инструмента ири шлифовании пьезокерамических резонаторов.
Однако известные устройства не обеспечивают мягкой беспрерывной подачи шлифовального круга к резонатору и образования микрофасок на ребрах вращаюш,егося резонатора.
Цель изобретения - мягкая беспрерывная подача шлифовального круга к резонатору.
Это достигается тем, что шлифовальный круг размешен в П-образной ВИлке качаюш ейся штанги, конец которой свободно закреплен ча валу, перемеш,ающемся вдоль своей оси. При этом рабочая поверхность шлифовального круга снабжена ребордами.
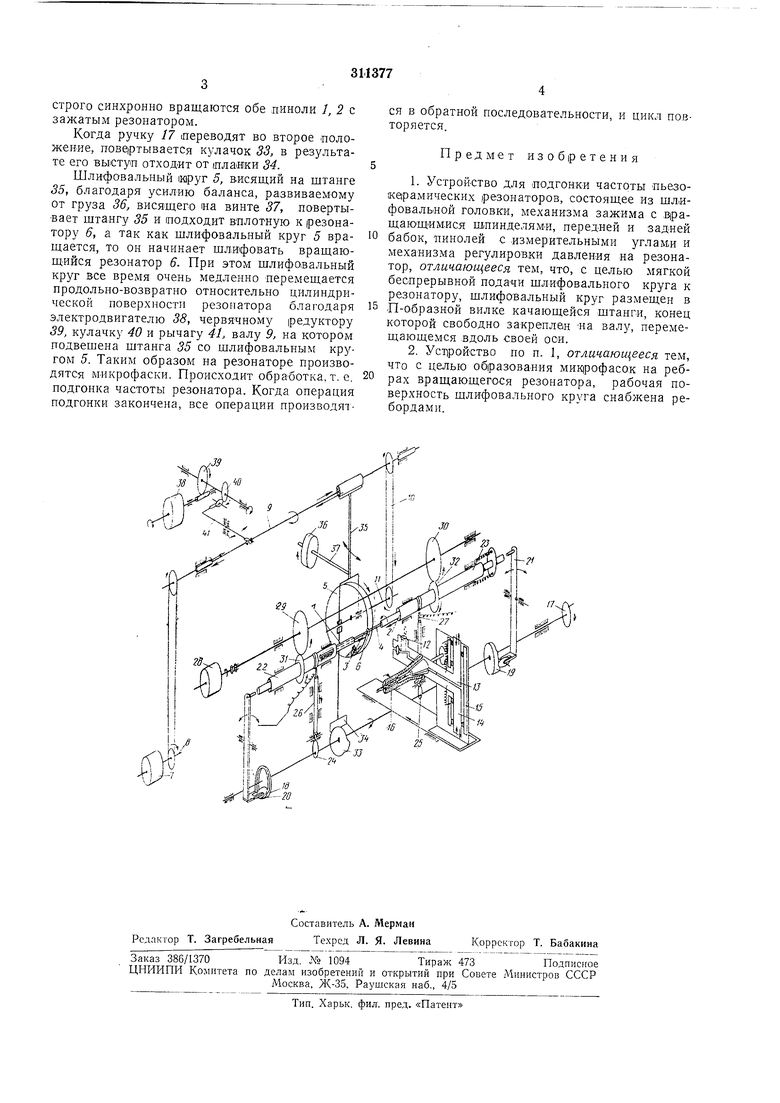
На чортеже приведена кинематическая схема устройства.
В начальном положении ииноли /, 2 и иглы 5, 4 разведены. Шлифовальный круг 5 отведен от резонатора 6. Шлифовальный круг враш.ается постоянно в процессе работы устройства от электродвигателя 7 через ременную передачу 8, вал 9, ременную передачу 10, вал //. Резонатор 6 опускают в бункер 12 залрузочного уст1ройства, центрируют и зажимают его в губках 13, 14 центрирующего устройства 15, для этого пово|рачивают коническую втулку 16 и губки 13, 14 сходятся. Затем подают каретку с центрирующим устройством до упора, i резонатор в устанавливается центрично между углами 5, 4. После этого поворачивают ручку 17 в фиксированное положение.
При этом иглы 3,4с. линолями /, 2 перемещаются навстречу друг Л)ругу, иглы схватывают (по центру) резонатор 6 благодаря тому, что кулачки /5 и 19 поворачивают соответстзенно рычаги 20 и 2/, а последние толкают и перемещают втулки 22 и 25, в которых сидят пиноли /, 2, а в нинолях - подпружиненные измерительные иглы 5, 4. Кулачки 24 и 25 тем временем подводят иглы 5, 4. После
этого разводят губки 13, 14 центрирующего уст|ройства /5 (той же конической втулкой 16, вращая ее в обратную сторону) и возвращают его в исходное положение, а резонатор остается зажатым в -иглах. Затем измеряют частоту резонатора и начинают его обработку. Дл:этого вращением переводят ручку /7 во второе фиксированное 1полол ение, и пиноли /, 2 зажимают резонатор благодаря тем же кулачкам /S и 19, на которых имеются другие выступы. При этом подпружиненные щупы 26, 27 возвращаются в исходное положение теми же кулачками 24, 25. В это же время автоматически включается элект1родвигатель 28 и через шестерни 29, 30 начинает вращать шестерни
строго синхронно вращаются обе линоли 1, 2 с зажатым резонатором.
Когда ручку 17 (переводят во второе положение, повертывается кулачок 33, в результате его выступ отходит от шлаяки 34.
Шлифовальный ируг 5, влсящий на штанге 35, благодаря усилию баланса, развиваемому от груза 36, висящего на винте 37, повертывает штангу 35 и подходит вплотную к резонатору 6, а так как шлифовальный круг 5 вращается, то он начинает щлифовать вращаюЩНЙся резонатор 6. При этом шлифовальный круг все время очень медленно перемещается продольно-возвратно относительно цилиндрической поверхности резонатора благодаря электродвигателю 38, червячному редуктору 39, кулачку 40 и рычагу 41, валу 9, на котором подвешена штанга 35 со шлифовальным кругом 5. Таким образом на резонаторе производятся микрофаски. ПрОисходит обработка, т. е. подгонка частоты резонатора. Когда операция подгонки закончена, все операции производя J9
ся в обратной последовательности, и цикл повторяется.
ПреДхмет изобретения
1.Устройство для подгонки частоты пьезокйрамических резонаторов, состоящее из шлифовальной головки, механизма зажима с ,В|ращающИМ.ися шпинделями, передней и задней
бабок, пинолей с измерительными углами и механизма регулировки давления на резонатор, отличающееся тем, что, с целью мягкой беспрерывной пода-чи шлифовального круга к резонатору, шлифовальный круг размещен в
П-образной вилке качающейся штанги, конец которой свободно закреплен «а валу, перемещающемся вдоль своей оси.
2.Ус11ройство по п. 1, отличающееся тем, что с целью образования мик|рофасок на ребрах вращающегося резонатора, рабочая поверхность шлифовального круга снабжена ребордами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подгонки дисковых пьезокерамических резонаторов | 1976 |
|
SU660197A1 |
| УСТРОЙСТВО ДЛЯ ПОДГОНКИ ЧАСТОТЫ ДИСКОВЫХ ПЬЕЗОКЕРАМИЧЕСКИХ РЕЗОНАТОРОВ | 1969 |
|
SU248005A1 |
| ДВУХПОЗИЦИОННЫЙ ПОЛУАВТОМАТ для ЗАТОЧКИпо | 1969 |
|
SU241252A1 |
| Устройство для шлифования криволинейных поверхностей | 1987 |
|
SU1450982A1 |
| Станок для обработки абразивных кругов | 1985 |
|
SU1263511A1 |
| УСТРОЙСТВО для ПРИВОДА ПИНОЛИ ШЛИФОВАЛЬНОГОСТАНКА | 1970 |
|
SU270531A1 |
| СПОСОБ ОБРАБОТКИ ШЛИФОВАНИЕМ КОНСТРУКТИВНОГО ЭЛЕМЕНТА МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2446037C2 |
| Машина для обработки выдувных стаканов | 1935 |
|
SU49248A1 |
| Устройство для шлифования кристаллических элементов | 1989 |
|
SU1785875A1 |
| Автомат для заточки сверл по винтовой поверхности | 1959 |
|
SU129957A1 |
