I
Изобретение относится к области пьезотехники и может быть использовано при изготовлении дисковых пьезокерамических конденсаторов.
Известны устройства для подгонки по частоте пьезокерамических резонаторов, в котором вокруг неподвижно закрепляемого пьезоэлемента вращается резец, укрепленный на конце рычага, на противоположном конце которого закреплен регулируемый груз, создающий при вращении необходимое для обработки пьезоэлемента давление резца .
В этих устройствах резание по наружному диаметру пьезокерамического резонатора дисковой формы производится алмазным резцом, непрерывно находящимся в контакте с резонатором и под давлением груза, увеличение которого, с целью получения большего съема материала невозможно, так как произойдет разрущение резонатора. Увеличение числа оборотов щпинделя при этом также невозможно, так как возрастает давление на резонатор, таким образом ограничиваются возможности увеличения производительности. Кроме того, измерение производится периодически, что усложняет электронный измерительный блок в связи с наличием узла задающего время подгонки. Для увеличения производительности в таких устройствах применяют измерение частоты при зажатом резонаторе, что увеличивает процент некачественных резонаторов. Применение щлифовальных кругов в указанном зстройстве конструктивно неосуществимо.
Известны устройства для подгонки дисковых пьезокерамических резонаторов, содержащие Ззел загрузки и выгрузки заготовок пьезокерамических резонаторов, измерительный блок с электродами, зажимные пнноли, щпиндель со сменной головкой и держатели с режущими инструментами 2.
Однако эти устройства также не обеспечивают необходимой точности подгонки по частоте.
Цель изобретения - повыщение точности подгонки по частоте.
Достигается тем, что в устройстве для подгонки дисковых пьезокерамических резонаторов, содержащем узел загрузки и выгрузки заготовок пьезокерамических резонаторов, измерительный блок с электродами, зажимные пиноли, шпиндель со сменной головкой и держатель с режущими инструментами, держатели с режущими инструментами размещены в радиальных пазах, выполненных в сменной головке шпинделя,
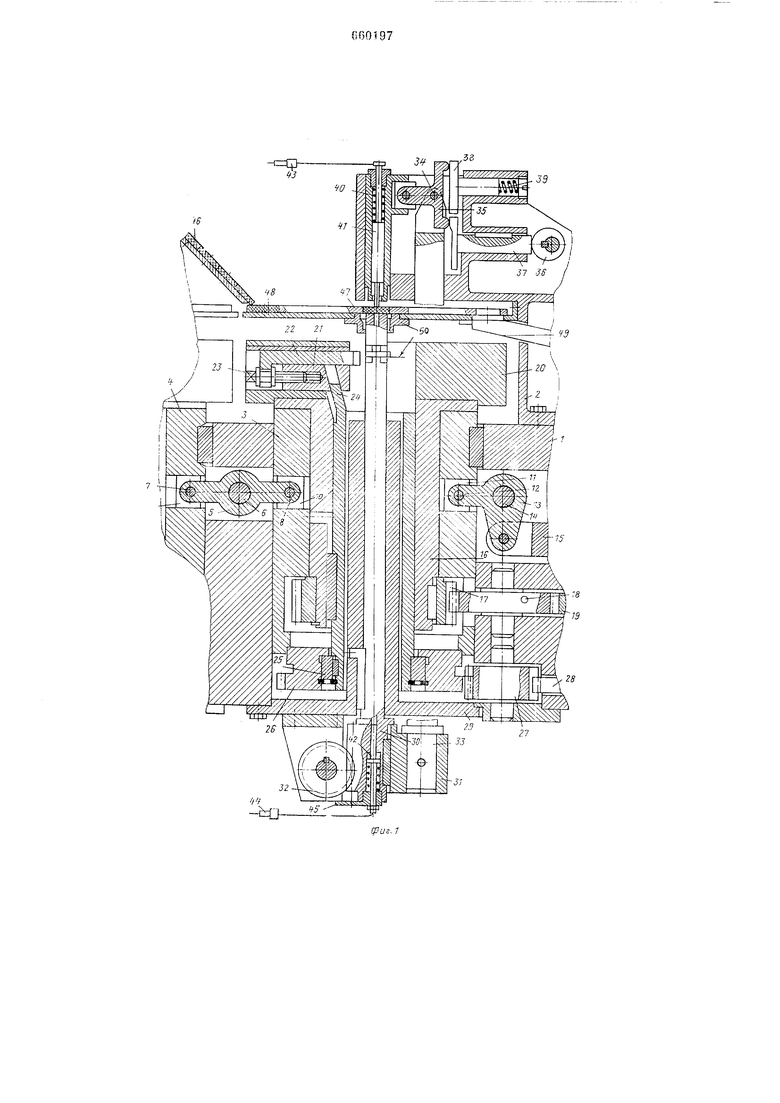
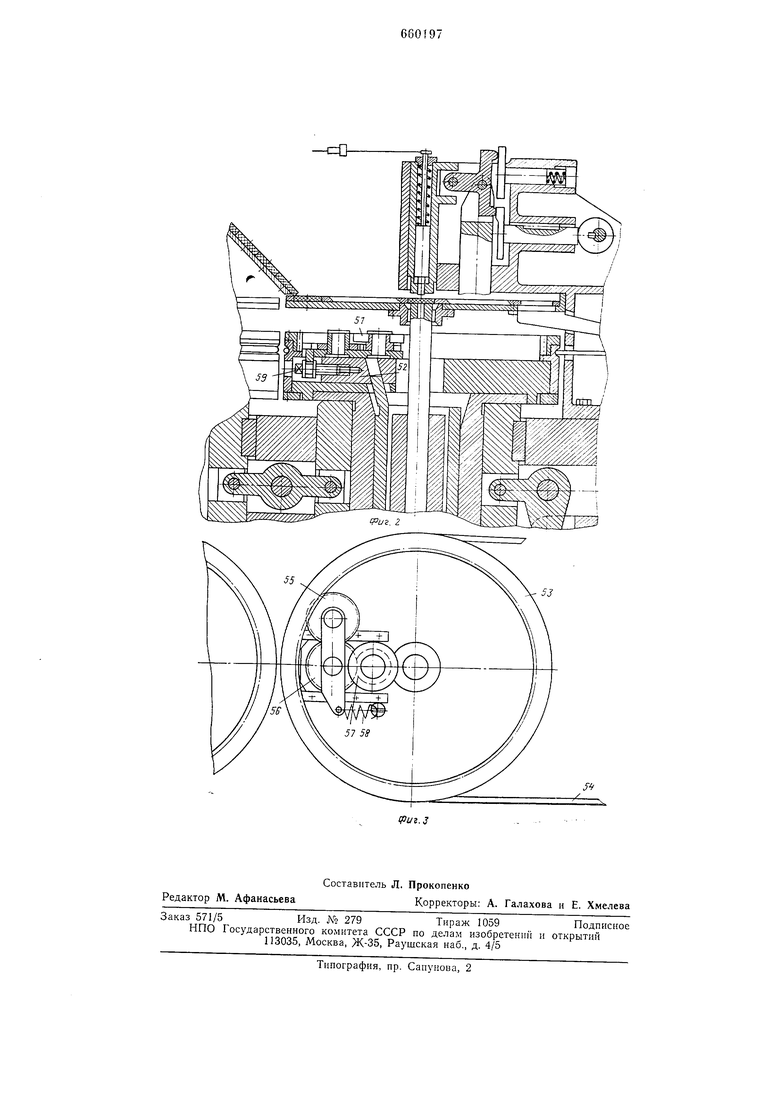
а шпиндель снабжен закрепленным в пазах его стаканом с возможностью его возвратно-ноступательного перемещения вдоль оеи шнинделя. На фиг. 1 изображено устройство для подгонки дисковых пьезокерамических резонаторов; на фиг. 2 - устройство для подгонки дисковых пьезокерамических резонаторов со сменной головкой, которая снабжена алмазным шлифовальным кругом, имеюпщм отдельный электропривод; па фиг. 3 - сменная головка, снабженная алмазным шлифовальным кругом. Устройство для подгонки дисковых пьезокерамических резонаторов состоит из нижнего и верхнего корпусов 1 и 2. В корпусе 1 находятся стаканы 3 и 4, соединепныс между собой рычагом 5 на оси 6. Конпы рычага 5 имеют оси 7 и 8, входяшие в сухари 9 и 10, расположенные в прорезях стаканов 3 и 4. В другую прорезь стакана 3 входит сухарь 11 с осью 12 в рычаге 13, который носажен на ось 14 и соединен с тягой 15. В каждом стакане находится шпиндель 16,соединенный с нриводными шестернями 17,18 и 19. На верхнем торце шпинделя крепится сменная головка 20, в радиальных пазах которой расположено несколько держателей 21 с режупдими инструментами 22, имеюшимп регулировочные винты 23. Внутри каждого шпинделя в пазах его расположен стакан 24, имеющий на верхнем торце наклонные выступы, входяии-ie в пазы держателя 21. На нижнем конце стакана 24 жестко закреплено кольцо 25, еоединенное на подвижной посадке с блоком 26 винт-шестерня. Блок 26 винтом соединяется со стаканом 3, а зубчатым венцом сцеплен с приводными шестернями 27 г 28. Соосно со шпинделем крепится к корпусу 1 направляющая втулка 29, которая направляет зажимную пиноль 30. К нижней части ниноли 30 жеетко закрепляется рейка 31, сцепленная с приводной шестерней 32. Рейка 31 несет штангу 33, имеющую направляющее отверстие в корпусе 2 п удерживающую на оси 34 трехнлечий рычаг 35. Первое плечо рычага 35 опирается-на кулачок 36 через толкатель 37, второе - па толкатель 38 и пружину 39, а третье соединено с вилкой верхней зажимной пинолп 40. Верхняя и нижняя пиноли 40 и 30 имеют изолированные от корпуса электроды 41 п 42, которые через наконечники 43 и 44 подсоединяются к измерительному электронному устройству. Нижний электрод 42 имеет ограничительную планку 45. К верхнему корпусу I прикрепляются сменный лоток 46, сменный транспортирующий диск 47, опорный диск 48 и лоток 49 узла загрузки и выгрузки заготовок. К нижней части опорного диска 48 устанавливается сменная центрирующая втулка 50. Устройство для подгонки дисковых пьезокерамических резонаторов работает следующим образом. Дисковый пьезокерамический резонатор перемещается по паклонному лотку 46 узла загрузки и выгрузки заготовок и попадает i выемку подвижного транспортирующего диска 47, который переносит резонатор, опирающийся на опорный диск 48, в положение, соосное со ншинделем 16; в этом положении резонатор лежит на торпе нижней зажимной ниноли 30. Далее резонатор зажимается верхней нинолью 40; ноеле зажима резонатора обе пиноли 30 и 40 опускаются вниз под действием приводной шестерни 32 узла загрузки и выгрузки заготовок. Нри опущенном положении пинолей 30 и 40 производится последовательно обработка резонатора по наружному диаметру и измерение частоты резонатора, нижний торец которого находитея на уровне 1 - 1. Обработка резонатора может производиться или режущим инструментом 22, или шлифовальным кругом 51 (фиг. 2). В том и другом случае режущий инструмент совер1нает следующие движения относительно резонатора: вращательное движение вокруг оси резонатора, возвратно-постулательное вдоль оси резонатора (с величиной хода, в несколько раз превышаюшей толщину резонатора) и периодической радиальной подачей, но только в то время, когда режу1ЦИЙ инструмент не находится в контакте с резонатором. Начальное ноложение резца или щлифовального круга устанавливается в зависимости от диаметра резонатора винтом 23. Вращательное движение режуп1ему инструменту 22 сообщается непрерывно вращающимся щпинделем; возвратно-поступательное движение режущий инструмент 22 получает от стаканов 3 и 4, которым передается движепие от тяги 15 через рычаги 5 и 13. Периодическая радиальная подача сообщается режущему инструменту 22 соответственно держателем 21 и ползуном 52, которые сцеплены с наклонным выступом стакана 24. Последний в)а111,ается со щпинделем и получает поступательное движение вдоль оси шнинделя от блока 26 )1инт-шестерня, сцепленного с приводными шестернями 27 и 28 механизма подвода и быстрого отвода режущего инструмента. Винт блока 26 ввертывается в стакан 3. Стакан 24 вращается в отверстии блока 26 и не может перемещаться в осевом направлении относительно блока 26. Измерение частоты резонатора происходит автоматически после каждого съема материала с поверхноети резонатора. При движении режущего инструмента 22 вниз производится отвод верхней пиполи 40 под действием кулачка 36; резонатор под действием верхнего и нижнего подпружиненных электродов 41 и 42 отрывается от торцен зажимных пинолей; в этот момент включается в действие измерительное устройство, подсоединенное посредством наконечников 43 и 44. Измерение частоты происходит за время движения режущего инструмента 22 от торца резонатора в свое крайнее нижнее положение и при возврате вверх, не доходя до соприкосновения с резонатором. К моменту начала резапия резонатор вновь зажат электродами 41 и 42. Зажим происходит пружиной 39, воздействующей на пиноль 40 посредством рычага 35.
Толкатель 37 имеет ступенчатый торец. Выступ в верхней части торца толкателя обеспечивает зазор между электродом и верхним торцом резонатора при перемепл,ении его в положение, соосное со щпинделем.
Сменная головка 20 работает следующим образом.
Шестерня 53 получает движение посредством ремня 54 от индивидуального электродвигателя, закрепляемого на корпусе 1. Вращательное движение на щлифовальный круг передается через щестерни 55, 56 и 57. Зацепление шестерни 55 с шестерней 53 обеспечивается пружиной 58 и пентробежной силой при вращении шпинделя.
Шестерня вращается в направлении, противоположном направлению вращения шпинделя.
Начальная установка шлифовального круга относительно резонатора производится винтом 59.
Все устройство для подгонки по частоте пьезокерамнческих резонаторов работает при установке сменной шлифовальной головки таким же образом, как п при сменной резцовой головке.
Форм ;i а и 3 о б р е т е п и я
Устройство для подгонки дисковых пьезокерамических резонаторов, содержащее узел загрузки и выгрузки заготовок пьезокерамическпх резонаторов, измерительный блок с электродами, зажпмные пиноли, щпиндель со сменной головкой и держатели с режущими инструментами, отличающееся тем, что, с целью повышения точности подгонки по частоте, держатели с режущими инструментами размещены в радиальных пазах, выполненных в сменной головке шпинделя, а щпиндель снабжен закрепленным в пазах его стаканом с возможностью его возвратно-поступательного перемещения вдоль оси шпинделя. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 163213, кл. Н ОЗН 3/04, 1971.
2.Авторское свидетельство СССР 335110, кл. В 28D 5/04, 22.09.70.
.33
-сО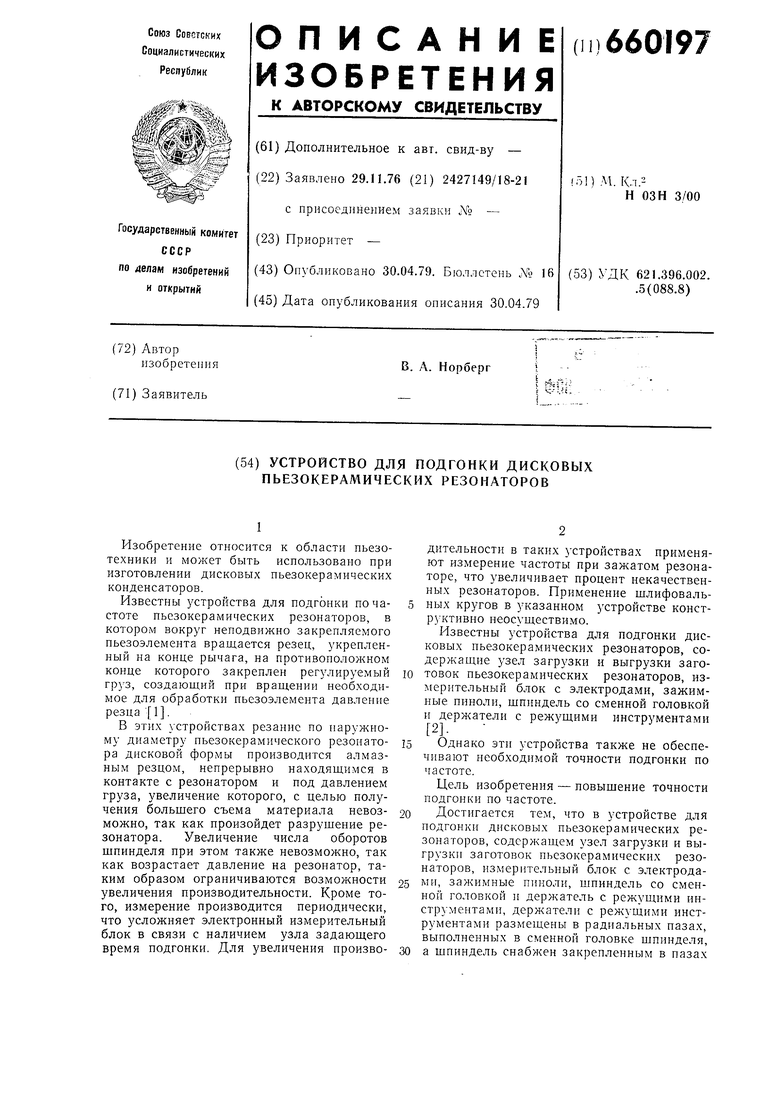
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДГОНКИ ЧАСТОТЫ ПЬЕЗОКЕРАМИЧЕСКИХ РЕЗОНАТОРОВ | 1971 |
|
SU311377A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Фрезерная головка планетарного типа | 1974 |
|
SU510326A1 |
| Автомат для нарезки спиральной канавки на заготовках непроволочных резисторов | 1972 |
|
SU437132A1 |
| Шлифовальное устройство к токарным станкам | 1976 |
|
SU724326A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛБЦЕВОГО ЖЕЛОБА | 1970 |
|
SU274677A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |