(54) СТАН ДЛЯ ПРОКАТКИ ПОРОШКА
;I
Изобретение относится к области порошковой металлургии, в частности к станам для прокатки порошка.
Наиболее эффективно его применение при производстве толстолистового материала.Щ,
Известно устройство для прокатки порошка, включающее рабочие валки, бункер и огр аничительные ленты, установленные с возможностью перемеш.ения вдоль боковых стенок бункера 1. в,
Недостатком известного устройства, особенно при прокатке толстолистового материала, является повышенный износ ограничительных лент в зоне прокатки, а также невозможность регулирования ширины прокатываемой ленты на одном комплекте валков.
Известен также стан для прокатки порошка, включаюш,ий рабочие валки, бункер и ограничительные лейты, установленные с возможностью перемеш,ения.
Устройство содержит также ролики, установленные в зеве валков с возможностью перемещения, что позволяет получать полосы различной толщины 2.
Однако данное устройство не обеспечивает получение равноплотной по ширине ленты с ровно оформленными краями.
Целью изобретения является обеспечение ра1Вйомёрн6й плотности по ширине прокатйнной ленты и повышение качества ее кромок.
Цель достигается тем, что стан снабжен жесткими подвижными упорами в виде дисков диаметров, равным диаметру валков, смонтированными в зоне прокатки, а
10 ограничительные ленты устанбвлены с возможностью складь1вания по профилю валков и упоров, при этом подвижные упоры выполнены с возможностью перемещения вдоль оси валков.
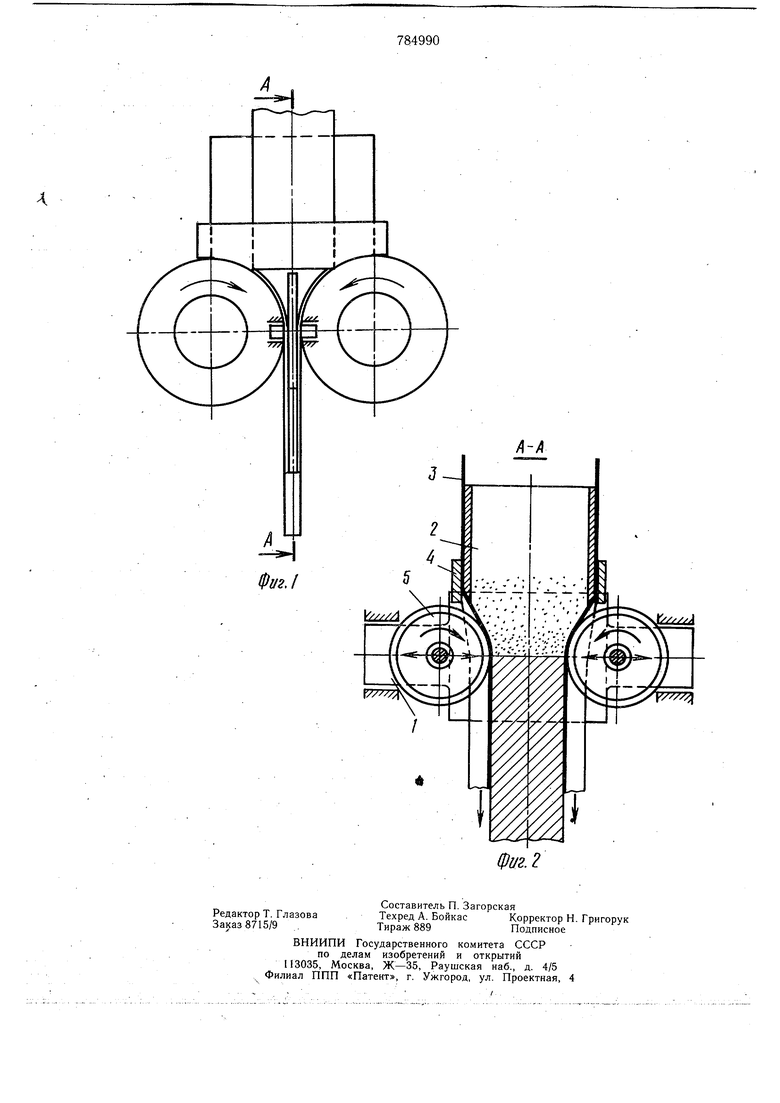
На фиг. 1 представлен вариант выпол15нения стана; на фиг. 2 - сечение Д-А фиг. 1.
Стан состоит из рабочих валков 1, бункера 2, с боковых сторон которого расположены ограничительные ленты 3, прижимаемые к бункеру планками 4. Между вал20ками, ограничивая зону прокатки, установлены жесткие упоры 5 , выполненные в виде дисков, ось вращения которых пересекает оси валков, при этом диски имеют воз,можй6ст1э перемещаться вдоль осей валксв, например; с помощью передачи винтгайка. Диаметр упоров должен быть равнЬШдйамётру ёалков, так как это обеспе чйваёт ОДииаковые процессы прокатки центральной части ленты и ее боковых кромок, Что позволяет получить равноплотную по
ширинё лёнту, а также дает широкую возйбжШсть регулировки Ширины ленты на одном комплекте валков.
Стан работает следующим образом. Сложенные nd профилю упоров 5 концы ограничительных лент 3, заправляющиеся между валками, огибая профили упоров 5, устанавливаются по ширине прокатываемой ленты с учетом изгибов складываемых ограничительных лент, направленных внутрь зоны прокатки. Прямые участки ограничительных лент до начала складывания прижимаются планками 4 к бункеру 2. После этой подготовки бункер загружается порошком и приводятся во вращение валки. Ограничительные ленты, сматываясь с рулонов, перемещаются под действием вращающихся валков, огибают их профили и постепенно складываются з плоскости прокатки, огибая при этом профили подвижных упоров. Регулирование ширины катаемой ленты осуществляется путем изменения расстояния между упорами. После прохождения зоны про Т агтКИ огрЁНичительные ленты наматываются на рулоны или режутся на части.
Образующиеся подвижные наклонные стенки бункера способствуют лучшей подаче порошка в зону прокатки, где упоры воспринимают боковое давление уплотняемого
порошка, в результате чего получается лента равной плотности по всей ширине с ровно оформленными краями, без краевых трещин.
Применение предложенного устройства наиболее эффективно при прокатке толстолистового материала, при этом используются тонкие ограничительные ленты, сматываемые с рулонов, расход которых при малых скоростях прокатки порошков незначителен.
Формула изобретения
. Стан для прокатки порошка, включающий рабочие валки, бункер и ограничительные ленты, установленные с возможностью перемещения, отличающийся тем, целью обеспечения равномерной плотности по ширине прокатанной ленты и повышения качества ее кромок, он снабжен жесткими подвижными упорами в виде дисков диаметром, равным диаметру валков, смонтированными в зоне прокатки, а ограничительные ленты установлены с возможностью складывания по профилю валков и упоров.
Источники информации,
принятые во внимание при экспертизе
