Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления плоских прокатных изделий, таких как полоса, а также - к соответствующей производственной установке. В частности, изобретение относится к способу и установке для получения полосы, имеющей конечный поперечный профиль с множественной выпуклостью и с оптимальными геометрическими характеристиками с точки зрения профиля и плоскостности полосы, даже в том случае, если полосу впоследствии разделяют на продольные части.
Настоящее изобретение может использоваться в процессах горячей и холодной прокатки для изготовления полос из любых типов черных или цветных металлов.
Уровень техники
Известны прокатные установки, содержащие многоклетевой прокатный стан с множеством клетей, обычно разделенный на первые черновые клети и вторые чистовые клети. Между черновой и чистовой клетями может присутствовать система восстановления температуры.
Прокатный стан может быть или может не быть расположен в одной технологической линии с машиной непрерывного литья, производящей тонкие слябы, так называемой «разливочной машиной для тонких слябов».
Эти установки могут быть разработаны и выполнены для, по существу, непрерывного процесса прокатки, так называемого «бесконечного» процесса, в котором литое изделие прокатывают на прокатном стане, расположенном после машины непрерывного литья, с которой он непосредственно взаимодействует.
Процесс также может быть полубесконечного типа, в котором обеспечивается резка отлитого сляба с формированием множества рулонов, или порулонного типа, в котором обеспечивается изготовление одного рулона за раз при каждом выполненном разрезе сляба.
Известно, что полоса, получаемая на установках такого типа, обычно имеет ширину, которая может варьироваться от 600 мм до 2500 мм в зависимости от предполагаемого использования рулонного материала.
Однако, чтобы соответствовать требованиям рынка, часто возникает необходимость в изготовлении рулонов с меньшей шириной, чем ширина бочки прокатных валков, что приводит к снижению производительности установки.
Например, если требуется получить полосу шириной 800 или 1000 мм на прокатной установке, способной изготавливать полосу с максимальной шириной до 2000 мм, при отливке сляба шириной 800 или 1000 мм производительность установки, по существу, уменьшится вдвое, и это является недостатком, которого следует избегать.
Таким образом, например, из JPS 58-68405 или из JP 57-175003 известно изготовление полосы стандартной ширины, например - 1600 мм, и ее последующее разрезание в продольном направлении в межклетевом пространстве вдоль прокатного стана для получения двух полуполос, например, шириной 800 мм, которые затем наматывают на соответствующие рулоны.
Это решение, хотя и эффективно с точки зрения поддержания производительности, имеет ряд недостатков. Первый недостаток касается выпуклостей двух полуполос.
Размерное качество продукта, выходящего из процесса горячей прокатки, имеет своей главной задачей контроль распределения толщины по ширине прокатанной полосы. Геометрия толщины по ширине прокатного изделия называется профилем. Основным параметром, который анализируется для оценки профиля прокатного изделия, является выпуклость (или разнотолщинность, англ. crown). Выпуклость представляет собой разницу между толщиной в центре и средней толщиной по краям прокатного изделия.
Обычно предпочтительно получать прокатное изделие с большей толщиной в центре, чем по краям; поэтому, если смотреть в разрезе, оно имеет линзообразную форму, симметричную относительно центральной линии, как показано на фиг. 2а.
Очень важно создать точный профиль во время горячей прокатки, так как этот профиль не может быть изменен в последующих процессах, поскольку любые возможные изменения могут вызвать дефекты плоскостности, а также сложности при выполнении последующих этапов производственного цикла.
Напротив, плоскостность прокатного изделия определяется как его способность придерживаться теоретической плоскости, и, следовательно, неплоскостность - это разница между теоретической плоскостью и прокатным изделием.
Во время прокатки прокатные валки придают полосе заданную выпуклость по всей ширине, но если выполненную таким образом полосу впоследствии разделить пополам, каждая полуполоса больше не будет иметь симметричную выпуклость, как можно увидеть на фиг. 2b: фактически, профиль полуполос имеет трапециевидную (клиновидную) форму с разной толщиной по краям с обеих сторон.
Однако этот асимметричный профиль не очень подходит для последующей обработки указанных полуполос, что делает их последующую обработку нестабильной, с возможным смещением и трудностями при намотке. Таким образом, чтобы получить две готовые полуполосы, каждую со своим собственным надлежащим профилем, JP'405 предусматривает выполнение еще одного этапа прокатки в другой клети, чтобы восстановить симметрию профиля за счет сужения обрезанных кромок.
Кроме того, в JP'405 проблематично выполнить продольную резку в межклетевом пространстве, и еще более проблематично регулировать две полуполосы, особенно при работе с малой толщиной, из-за задействованных высоких скоростей.
Решение по JP'405 на практике не позволяет регулировать выпуклость двух полуполос, так как в одиночной прокатной клети профиль полуполос возвращается почти симметричным просто за счет давления Герца на краях.
Таким образом, понятно, что в случае, если прокатанную полосу впоследствии нужно разделить в продольном направлении на две полуполосы до, во время или даже после намотки, в уровне техники отсутствуют решения для точного регулирования выпуклости.
В этом контексте следует отметить, что требования рынка к плоскому прокатанному изделию и, в частности, к горячекатаной полосе, в последние годы становятся все более жесткими как с точки зрения металлургического качества, так и с точки зрения размерного качества.
Кроме того, производители оборудования и производители стали постоянно стремятся снизить затраты на переработку при сохранении, если не улучшении, механических характеристик и последующей технологичности горячекатаного прокатного изделия.
С важностью размерного качества горячекатаной полосы коррелируют следующие аспекты:
- постепенная замена, при изготовлении некоторых видов продукции, полосы холоднокатаной на полосу горячекатаную;
- упрощение технологического процесса превращения горячекатаной полосы в конечный продукт;
- улучшение геометрических характеристик по толщине, профилю и плоскостности. Фактически, лучшие геометрические условия делают последующие процессы более надежными и автоматизируемыми, а также улучшают качество конечного продукта.
Вышеуказанные моменты ведут к необходимости «предельных» геометрических характеристик, таких как, например:
• целевая выпуклость полосы, которая, в зависимости от типа продукта, может варьироваться от 70 мкм до 10 мкм. Выпуклость для некоторых продуктов (особенно для тонких и ультратонких толщин) должна находиться в пределах 1,0-1,2% от номинальной толщины полосы. Иначе говоря, для полосы толщиной 1,0 мм требуется выпуклость 10 мкм;
• плоскостность полосы ниже 12 и 30 I-Unit в зависимости от толщины и ширины полосы;
• уменьшение спада толщины по краям (утонения края) полосы.
Таким образом, в производственном процессе, который поставляет горячекатаную полосу тонкой и ультратонкой толщины, как в бесконечном, так и в полубесконечном режиме, а также в порулонном режиме, необходимо, чтобы прокатные клети обладали достаточной мощностью для регулировки профиля и плоскостности полосы для всей номенклатуры изделий.
Поэтому известно использование профилированных рабочих валков, то есть имеющих контур или профиль, который описывается математической функцией так, что за счет осевого смещения валков в противоположном направлении форму зазора между валками можно изменять.
Что касается выпуклости, то следует также учитывать, что нагрев прокатных валков является одной из основных проблем, с которыми приходится сталкиваться как при горячей, так и при холодной прокатке. Непосредственный контакт прокатываемой полосы с рабочими валками определяет тепловой поток с передачей тепла самим валкам и последующим их нагревом; это влечет за собой изменения как размеров (диаметра), так и профиля самих валков.
Чтобы ограничить указанный нагрев значениями, совместимыми с характеристиками материала, из которого изготовлены валки, и таким образом, чтобы удержать постепенное ухудшение поверхности валков в пределах допустимых значений, важно использовать системы охлаждения.
Решение, которое обычно используется при горячей прокатке, заключается в охлаждении рабочих валков снаружи с помощью ряда форсунок, установленных на нескольких рампах. В обычной четырехвалковой прокатной клети для станов горячей прокатки обычно используются четыре охлаждающих устройства: два в зоне выхода и два в зоне входа. Каждое устройство состоит из одной или нескольких рамп охлаждения. Чтобы тепло, передаваемое от материала, прокатываемого на валке, не проникало из поверхностных слоев внутрь самого валка с последующим затрудненным отводом тепла, накопленного внутри, предпочтительно увеличить теплообмен между валком и охлаждающей водой в зоне выхода из зазора между валками, увеличивая расход и, возможно, эффективность теплообмена.
Тепло, передаваемое валкам, создает тепловую выпуклость; возникает осевой поток, поскольку тепло в валке перетекает от центральной зоны к двум сторонам, на которые не повлиял контакт с полосой, и которые являются более холодными. Результатом является дифференцированное расширение, которое, в общем, дает профиль валка квазипараболической формы в центральной зоне, тогда как на краях полосы оно резко уменьшается, а затем остается с более низкими значениями, чем в центральной зоне.
Изменения «теплового профиля» валков явно влияют на процесс прокатки и, в частности, на управление толщиной, профилем и плоскостностью; поэтому задачей системы охлаждения валков является сведение к минимуму возмущений, вызванных изменениями теплового профиля, без ущерба в отношении того факта, что температура валков в среднем должна достигать значений, которые меняются от 50 до 80°С (в зависимости от материала, из которого состоит рубашка валка) для оптимизации срока службы, снижения поверхностного износа, вызванного тепловой усталостью и трением между полосой и валком.
Эти проблемы, которые уже значительны в случае горячей прокатки при обычных процессах, еще более усугубляются для бесконечных производственных процессов, в которых прокатка на чистовом стане может длиться до 10 часов без перерыва по сравнению с 2-3 минутами обычного порулонного процесса.
Тепловая выпуклость рабочих валков зависит от распределения температуры вдоль оси валка; это распределение непрерывно изменяется во время производственного цикла прокатки, вызывая как увеличение, так и уменьшение тепловой выпуклости с изменениями рабочего профиля валка. Это явление создает препятствия для регулировки профиля и плоскостности прокатываемой полосы:
• когда валки холодные, например, после смены валка или после длительной технологической паузы, тепловая выпуклость постепенно увеличивается; для достижения стабильных значений требуется от 5 до 10 рулонов;
• когда во время производственного цикла прокатки достигаются стабильные условия, тепловая выпуклость уменьшается в течение времени ожидания между одним рулоном и следующим, возвращаясь к среднему значению тепловой выпуклости через относительно короткое время с начала прокатки нового рулона.
С учетом всего вышеперечисленного одной из целей изобретения является обеспечение способа и соответствующей установки для изготовления конечной тонкой и даже ультратонкой полосы, которую впоследствии можно разделить в продольном направлении таким образом, чтобы получить 2, 3, 4 или более отдельных частей полосы, причем каждая часть полосы имеет оптимальное качество с точки зрения профиля, плоскостности и толщины поперечного сечения.
Целью изобретения также является поддержание неизменной производительности прокатного стана независимо от того, изготавливают ли полосу с шириной, равной максимальной ширине, или когда нужно изготовить полосы с шириной, меньшей, чем указанная максимальная ширина.
Заявитель разработал, испытал и реализовал настоящее изобретение для преодоления недостатков уровня техники и для достижения этих и других целей и преимуществ.
Раскрытие сущности изобретения
Настоящее изобретение изложено и охарактеризовано в независимых пунктах формулы изобретения. Зависимые пункты формулы изобретения раскрывают модификации или определяют варианты осуществления основной идеи изобретения.
Согласно одному из вариантов осуществления настоящего изобретения сляб отливают с шириной, определяемой конструктивными параметрами самой установки, такими как ширина изложницы, размеры линии, требуемая производительность и т.д., и отправляют на прокатный стан горячей прокатки для получения конечной требуемой толщины.
Согласно другому варианту осуществления настоящего изобретения горячекатаную полосу дополнительно прокатывают на стане холодной прокатки для получения более тонких толщин.
В обоих этих вариантах осуществления рабочие валки клетей прокатного стана выполнены с возможностью придавать полосе поперечный профиль, имеющий количество выпуклостей, коррелирующее с количество продольных частей, на которые необходимо впоследствии разделить полосу.
В дальнейшем мы будем использовать следующую терминологию:
• «Положительная» выпуклость для обозначения симметричного линзообразного профиля, более толстого в центре, например, показанного на фиг. 2а;
• «Отрицательная» выпуклость для обозначения двояковогнутого симметричного профиля, ответного или комплементарного линзообразному профилю, более тонкого в центре, чем по краям.
Согласно настоящему изобретению, задача состоит в создании двух или более положительных выпуклостей на прокатанной полосе за счет использования рабочих валков с профилем специальной формы, имеющим две или более соответствующих отрицательных выпуклостей.
Таким образом, изобретение предусматривает использование рабочих валков с одиночной выпуклостью, когда готовая полоса будет использоваться с шириной исходного продукта, подаваемого на прокатный стан, тогда как рабочие валки с двойной, тройной, четверной или, в любом случае, с множественной выпуклостью, будут использоваться, когда прокатанная полоса должна быть впоследствии разделена в продольном направлении на две, три, четыре или, в общем, на определенное количество продольных частей полосы.
Продольное разделение полосы может происходить по всей длине полосы, от головного конца до хвостового, в положении между выходом из последней клети и соответствующими отдельными намоточными узлами, на которых формируются отдельные рулоны из частей полосы, или это может происходить по всей длине, за исключением головного и хвостового сегмента полосы непосредственно перед намоткой на один рулон, или это может происходить после снятия рулона с намоточного устройства, например, в самом месте назначения рулона.
Согласно настоящему изобретению, по меньшей мере последняя клеть прокатного стана, например последняя клеть чистового стана или последние две или три клети чистового стана, содержат рабочие валки, поверхность контакта которых с полосой имеет профиль специальной формы, который коррелирует и зависит от частей полосы, которые впоследствии будут получены при продольном разрезе.
Иначе говоря, профиль рабочих валков будет иметь двойную отрицательную выпуклость, если полоса будет разделена в продольном направлении на две полуполосы (двойная выпуклость), он будет иметь тройную отрицательную выпуклость, если полоса будет разделена в продольном направлении на три части полосы (тройная выпуклость) и так далее.
Из литературы известно, что профиль рабочего валка может быть определен кривой, состоящей из антисимметричной тригонометрической функции и полиномиальной функции 3-го порядка.
Уравнения кривой профиля являются следующими:


где:
Dt(y) - диаметр верхнего рабочего валка;
Db(y) - диаметр нижнего рабочего валка;
D - номинальный диаметр рабочего валка;
α - угол изменяемой формы кривой зазора между валками;
b - длина бочки рабочего валка;
С - амплитуда синусоиды;
δ0 - значение первичного смещения профильной кривой валка;
δs - значение относительного перемещения от первичного положения;
а1 - первый коэффициент;
а3 - второй коэффициент.
В частности, амплитуда «С» относится к ширине одиночной выпуклости.
Величину выпуклости также можно изменить путем изменения значения δ0 осевого перемещения (смещения) рабочих валков и путем изменения параметров α и С из вышеприведенных формул, причем функция выпуклости зазора между валками будет определять группу различных кривых.
Таким образом, согласно настоящему изобретению, путем присвоения подходящих значений коэффициентам α и С из вышеприведенных формул, можно получить профили с «двойной выпуклостью» в случае, если изготавливаемую полосу разделяют на две полуполосы, или даже тройную или четверную выпуклость, в общем - множество выпуклостей профиля, в случае, если полосу разделяют в продольном направлении на несколько частей.
Как отмечалось, операция придания полосе двойной (или тройной, или четверной, …) выпуклости выполняется в последних клетях чистового стана, например, в последней или в двух или трех последних в случае особо тонких толщин.
Следует отметить, что на чистовом стане с пятью, шестью или семью чистовыми клетями последние три клети обычно имеют рабочие валки с одинаковым диаметром и одинаковым профилем. Следовательно, согласно изобретению удобно выполнять множественную выпуклость в последних трех клетях чистового стана.
Таким образом, изобретение обеспечивает изготовление конечной полосы с множественной выпуклостью, которую впоследствии разделяют в продольном направлении таким образом, чтобы получить множество отдельных частей полосы, каждую со своей собственной выпуклостью, как если бы они прокатывались по отдельности.
Таким образом, каждая часть полосы имеет надлежащую выпуклость для получения требуемых геометрических и размерных характеристик с точки зрения толщины, профиля и плоскостности.
Согласно изобретению для более точного регулирования множественной выпуклости, в дополнение к механической выпуклости рабочих валков, также осуществляется воздействие на их тепловую выпуклость посредством способа охлаждения, раскрытого ниже.
В случае прокатки с двойной выпуклостью, согласно изобретению предпочтительно иметь минимальную интенсивность охлаждения возле центральной зоны рабочего валка, чтобы тепловая выпуклость увеличивалась в той зоне, где полоса затем будет разделяться, и наоборот - иметь максимальную эффективность охлаждения в соответствии с центральной частью двух половин полосы, чтобы тепловая выпуклость уменьшалась в центральной зоне полуполосы. Иначе говоря, тепловую выпуклость рабочего валка регулируют таким образом, чтобы она следовала линии механической выпуклости, увеличивая ее. Таким же образом, также для тройной, четверной и т.д. выпуклости охлаждение рабочих валков модулируется аналогичным образом: меньше охлаждения там, где полоса будет разделена, и больше охлаждения в центральных зонах соответствующих нескольких полос.
Управление системой охлаждения, по существу, обеспечивается с помощью онлайн-модели, которая через определенные промежутки времени обрабатывает серию данных о состоянии процесса (температура полосы, усилия прокатки, уменьшение толщины, скорость прокатки и т.д.), определяя таким образом тепловой профиль.
Возможность изменения эффективности охлаждения по ширине в соответствии с изобретением позволяет определить оптимальную тепловую выпуклость на протяжении производственного цикла прокатки с двойной или, в общем, с множественной выпуклостью, например, чтобы максимизировать способность регулирования профиля/плоскостности частей полосы, которую далее требуется разделить.
Краткое описание чертежей
Теперь будет подробно раскрыта эта и другие характеристики изобретения с рассмотрением некоторых из его конкретных вариантов осуществления, приведенных в качестве неограничивающего примера, с рассмотрением прилагаемых чертежей, на которых:
- на фиг. 1 показан пример компоновки установки для горячей прокатки полосы, на которой применим способ изготовления согласно изобретению;
- на фиг. 2а и 2b, соответственно, показаны сечение одной полосы и двух полуполос, полученных при продольном разрезе полосы в соответствии с уровнем техники;
- на фиг. 3а и 3b, соответственно, показаны сечение одной полосы и двух полуполос, полученных при продольном разрезе полосы согласно вариантам осуществления настоящего изобретения;
- на фиг. 4-15 показаны графики, представляющие профили рабочих валков и результирующие соответствующие профили полосы в случае двойной, тройной или четверной выпуклостью профиля, соответственно, для полосы шириной 2000 мм и в случае двойной выпуклости профиля для полосы шириной 1600 мм;
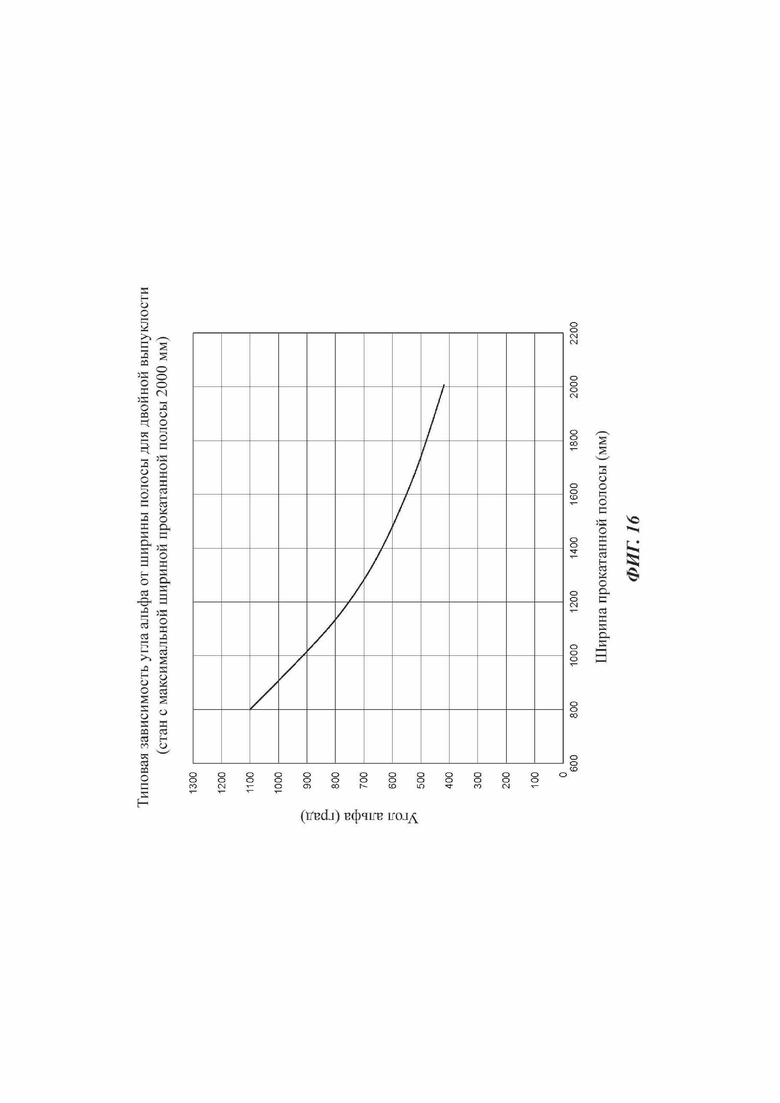
- на фиг. 16 показан график изменения угла α в зависимости от ширины изготавливаемой полосы в случае с двойной выпуклостью;
- на фиг. 17 показан вариант осуществления дифференцированной системы охлаждения рабочих валков, используемой в способе изготовления согласно настоящему изобретению;
- на фиг. 18 схематично показано расположение форсунок системы охлаждения относительно рабочих валков.
Осуществление изобретения
Рассмотрим фиг. 1, где показан пример установки 10 совместной прокатки для изготовления полосы S, в которой машина 11 для разливки тонких слябов питает стан 12 горячей прокатки полосы.
Следует отметить, что показанный пример никоим образом не следует рассматривать как ограничение применимости настоящего изобретения, поскольку изложенные концепции находят применение в ряде других типов установок, с другим количеством клетей, с литьем, отделенным от прокатного стана, со слябами изготовленными в другом месте и, в любом случае - во всех ситуациях, когда металлическую полосу, имеющую определенную номинальную ширину в конце прокатки, нужно разделить в продольном направлении на несколько частей, чтобы получить части полосы с меньшей шириной.
Хотя вариант осуществления, показанный на чертежах, представляет собой стан горячей прокатки, обеспеченный в технологической линии с литейной машиной, настоящее изобретение также может применяться к станам холодной прокатки, в которых прокатывается полоса, полученная на предыдущем этапе горячего процесса.
В случае процесса горячей прокатки, как отмечалось, исходный полуфабрикат представляет собой сляб, который может быть отлит в технологической линии на той же установке (как показано в варианте осуществления на фиг. 1) или изготовлен автономно или на другой установке.
В случае процесса холодной прокатки исходный полуфабрикат представляет собой рулон прокатанной полосы, предварительно изготовленной на стане горячей прокатки. Согласно изобретению, при холодной прокатке, чтобы прокатные валки могли придавать множество выпуклостей полученной ранее горячекатаной полосе, имеющей единственную выпуклость, предпочтительно, чтобы толщина полосы составляла по меньшей мере 2,5 мм. Ниже этого значения предпочтительно, чтобы полоса, подлежащая холодной прокатке, имела профиль не с одиночной выпуклостью, но уже имела ряд готовых выпуклостей, которые должны быть получены в конце холодной прокатки. В этом случае в холодном процессе прокатные валки имеют форму, соответствующую профилю с множественной выпуклостью, который уже был придан полосе в предыдущем процессе горячей прокатки.
Кроме того, настоящее изобретение может применяться для изготовления полос как из черных металлов, таких как сталь, так и из цветных металлов, таких как алюминий.
В этом конкретном примере, показанном на фиг. 1, прокатный стан 12 содержит черновой блок 13 (или черновой стан), содержащий в данном случае три клети 14а, 14b и 14с, и чистовой блок 15 (или чистовой стан), содержащий в данном случае пять клетей 16а, 16b, 16с, 16d и 16е.
Между черновым блоком 13 и чистовым блоком 15 имеется система восстановления температуры, например индукционная печь 20, которая возвращает слябу на выходе из чернового блока 13 надлежащую температуру прокатки.
Между литейной машиной 11 и черновым блоком 13 находится туннельная печь 17, имеющая длину, достаточную для размещения по меньшей мере ряда слябов, в количестве от 2 до 5. Эта туннельная печь 17 известным образом обеспечивает работу в качестве буфера в случае остановки прокатного стана, даже временной, из-за аварий или плановой замены рабочих валков, а также работу в полубесконечном режиме.
Перед туннельной печью 17 (т.е. выше по производственному потоку от нее) расположены первые маятниковые ножницы 18, которые разрезают сляб по размеру, когда установка 10 работает в порулонном режиме или в полубесконечном режиме.
После чистового стана 15 (т.е. ниже по производственному потоку от него) расположены охлаждающий блок 22 и вторые летучие ножницы 19, которые действуют в случае бесконечной или полубесконечной прокатки для разделения полосы, захваченной на одной из двух нижних моталок 21 или барабанов.
В соответствии с одним аспектом настоящего изобретения полученная полоса впоследствии разделяется в продольном направлении (продольная резка), чтобы получить части полосы, имеющие ширину, которая кратна ширине литого сляба или, в любом случае - меньше нее.
Таким образом, из одной прокатанной полосы можно получать полосы меньшей ширины без какого-либо ограничения общей производительности установки, которая всегда может работать с шириной сляба и полосы, близкой к максимальной ширине, предусмотренной для самой установки.
Разделение по ширине готовой прокатанной полосы может происходить непосредственно в технологической линии, на выходе из прокатного стана или на этапе после удаления рулона, например, на другой целевой установке, где используются полосы.
В первом случае разделение после чистового стана 15, например, на две части, может относиться:
- ко всей длине полосы S от головного до хвостового конца с намоткой двух разных полуполос S1, S2 на соответствующие барабаны 21: таким образом будут получены два отдельных рулона;
- ко всей длине полосы S, кроме ее головной и хвостовой части, чтобы облегчить ввод головной части в одиночный барабан и намотку последнего хвостового витка: таким образом, будет единственный рулон, разделенный на две части почти по всей своей длине.
Для этого могут быть предусмотрены специальные режущие устройства, которые разделяют в продольном направлении полосу S на две или более части S1, S2 полосы, имеющие одинаковую или разную ширину. Предпочтительно, в зависимости от необходимости, эти устройства можно вставлять в технологическую линию и извлекать из нее.
В соответствии с количеством частей по ширине, на которые будет разделена полоса S, настоящее изобретение обеспечивает создание профиля рабочих валков 24а, 24b по меньшей мере некоторых из последних чистовых клетей 16а-16е, чтобы определить надлежащую выпуклость на каждой из частей, на которые будет разделена полоса.
Например, на фиг. 3а и 3b, соответственно, показаны поперечное сечение полосы S после прокатного стана 12 и сечения двух полуполос S1, S2, полученных продольным разрезанием полосы S вдоль центральной линии. В этом примере полоса S имеет «двойную положительную выпуклость», которая, по существу, симметрична относительно плоскости симметрии, проходящей через центральную линию М, при этом каждая из двух полуполос S1, S2 имеет свою собственную единственную положительную выпуклость.
Следовательно, в случае, если полоса разделена по ширине на две полуполосы, то профиль рабочих валков 24а, 24b будет иметь двойную отрицательную выпуклость, по одной для каждой полученной или получаемой далее полуполосы, аналогично в случае трех, четырех или более разделенных частей полосы.
Профиль каждого рабочего валка 24а, 24b может быть определен кривой, состоящей из антисимметричной тригонометрической функции и полиномиальной функции 3-го порядка.
Уравнения кривой профиля являются следующими:


где:
Dt(y) - диаметр верхнего рабочего валка 24а;
Db(y) - диаметр нижнего рабочего валка 24b;
D - номинальный диаметр рабочего валка;
α - угол изменяемой формы кривой зазора между валками;
b - длина бочки рабочего валка;
С - амплитуда синусоиды;
δ0 - значение первичного смещения профильной кривой валка;
δs - значение относительного перемещения от первичного положения;
а1 - первый коэффициент;
а3 - второй коэффициент.
В соответствии с настоящим изобретением, присвоив подходящие значения коэффициентам α и С из вышеприведенных формул, можно получить профили «двойная выпуклость» в случае, если полученную полосу разделяют на две полуполосы, или даже тройную или четверную выпуклость, в общем - множественную выпуклость, если полосу разделяют в продольном направлении на несколько частей
Когда профиль (механическая выпуклость) рабочих валков 24а, 24b будет определен, степень выпуклости на полосе может быть изменена путем изменения значения δs осевого перемещения (смещения) рабочих валков 24а, 24b, как показано на фиг. 6, 9, 12, 15.
Обратимся к фиг. 4-6, где показан пример, в котором полоса S имеет ширину 2000 мм, соответствующую ширине литого сляба, и прокатывается с двойной выпуклостью рабочими валками 24а, 24b, имеющими длину барабана, равную 2450 мм, чтобы впоследствии быть продольно разделенной на две полуполосы по 1000 мм. Следует понимать, что на этих чертежах представлен случай, в котором разделение выполняется на две половины равной ширины, как показано, например, на фиг. 3b, однако не исключается, что две части полосы могут иметь разную ширину.
В качестве примера на фиг. 4а и 5а представлена последняя чистовая клеть 16е (однако это могут быть две, три и более клети), содержащая верхние 24а и нижние рабочие валки 24b, а также верхние 25а и нижние 25b опорные валки.
На фиг. 4b-4с и 5b-5с представлен профиль верхнего рабочего валка 24а и нижнего рабочего валка 24b, соответственно, в двух различных рабочих состояниях.
На фиг. 4b и 4с профиль рабочих валков 24а и 24b представлен для всей длины бочки линиями L(Т) для верхнего рабочего валка 24а и L(В) для нижнего рабочего валка 24b в состоянии без осевого смещения.
На фиг. 5b и 5с линии L(Т) и L(B), обозначенные штриховой линией, снова представляют профиль всей длины бочки рабочих валков 24а, 24b, а сплошные линии L(Tu) и L(Bu) представляют используемую часть профиля рабочих валков, которая работает на полосе S в состоянии с осевым смещением, как показано стрелками F1 и F2 на фиг. 5а.
Наконец, на фиг. 5d показан результирующий профиль P(S) полосы S как сумма профилей L(Tu) и L(Bu). Вертикальные концевые линии указывают боковые края полосы S, а центральная вертикальная линия 26 указывает центральную точку, в которой полоса S будет разделена.
Как видно из графиков, профиль рабочих валков 24а, 24b и, очевидно, результирующий профиль полосы P(S) имеет форму «двойная выпуклость» с двумя выступами и двумя соответствующими впадинами, которые создают требуемую выпуклость на полученном профиле из двух полуполос, на которые в данном конкретном случае будет разделена полоса S.
В частности, выпуклость рабочих валков 24а, 24b является «отрицательной», то есть имеет вогнутую форму, тогда как на прокатанной полосе S получается «положительная», то есть имеющая форму выступа, выпуклость.
Таким образом, полосу S можно продольно разделить в соответствии с ее средней линией с возможным удалением небольшой центральной полоски, чтобы сделать выпуклость двух полуполос «идеально» симметричной.
Следует учесть, что степень выпуклости единственного «гребня» является функцией осевого смещения рабочих валков 24а, 24b.
Это является преимуществом, поскольку регулировка профиля не является статической, а может быть динамической, при этом степень смещения рабочих валков 24а, 24b будет изменяться в зависимости от рабочих состояний рабочих валков 24а, 24b.
Кроме того, один и тот же профиль рабочих валков 24а, 24b можно использовать на нескольких клетях, заставляя их работать в разных полях смещения, чтобы поддерживать однородность сечения полосы S в последних прокатных клетях. Это сделано для того, чтобы не ухудшать плоскостность самой полосы S.
График на фиг. 6 показывает, как можно изменить выпуклость полосы S путем воздействия на сдвиг, то есть осевое смещение, двух рабочих валков 24а, 24b, чтобы менять участки поверхности соответствующего валка, которые работают непосредственно на полосе S.
Благодаря осевому смещению рабочих валков 24а и 24b можно усилить или сгладить гребни и впадины профиля полосы S, что означает увеличение или уменьшение выпуклости полосы S.
Смещение рабочих валков 24а и 24b является симметричным, то есть валки перемещаются в противоположном направлении относительно центральной линии М на равную величину.
На графиках на фиг. 5a-5d рассматривалось смещение, равное 50 мм.
На фиг. 7 и 8 представлен случай, когда полосу S требуется продольно разделить на три части, в этом случае каждая часть имеет ширину, равную 1/3 ширины полосы S.
На фиг. 7а и 8а показаны верхний 24а и нижний 24b рабочие валки с соответствующими профилями, имеющими тройную отрицательную выпуклость.
Также на фиг. 7b, 7с для этого случая представлен профиль всей длины бочки рабочих валков 24а, 24b во взаимно несмещенном состоянии, а на фиг. 8b и 8с представлена используемая рабочая часть L(Bu), L(Tu) рабочих валков 24а и 24b в состоянии, когда они взаимно смещены на 50 мм.
Позицией 26 на фиг. 8d обозначены два разреза, обеспечивающие получение трех частей из изготовленной полосы S.
Можно увидеть, что профиль рабочих валков 24а и 24b имеет форму с отрицательной выпуклостью для получения профиля полосы с тройным гребнем, что, как показано на фиг. 8d, определяет результирующий профиль с тройной положительной выпуклостью, в данном случае - по существу, симметричной относительно центральной линии каждой из (трех) частей, на которые разделена полоса S согласно разрезам 26.
На фиг. 9 соответствующим образом показан диапазон регулирования выпуклости, которую можно получить путем осевого смещения рабочих валков 24а, 24b, которые имеют форму, показанную на фиг. 7b и 7с.
Наконец, фиг. 10 и 11 относятся, по существу - эквивалентно описанным выше случаям, к случаю, когда изготавливаемую полосу S требуется разделить на четыре части, в данном конкретном случае - все, по существу, с равной шириной.
Не повторяя концепций, изложенных выше, хотелось бы отметить, что профиль рабочих валков 24а, 24b имеет форму с четверной отрицательной выпуклостью, причем на фиг. 10 он представлен в несмещенном состоянии. На фиг. 11 представлено смещенное состояние двух рабочих валков 24а, 24b с используемым профилем L(Tu), L(Bu) соответственно верхнего 24а (фиг. 11b) и нижнего 24b (фиг. 11с) рабочих валков, показанных сплошной линией. В этом случае два рабочих валка 24а, 24b сдвинуты на 80 мм.
Результирующий профиль полосы S (фиг. 11d) имеет четыре гребня или положительных выпуклости, по существу, в симметричном положении, так что после продольного разделения четырех частей посредством разрезов 26 каждая часть имеет надлежащую заданную выпуклость.
Как и в предыдущих случаях, использование осевого смещения позволяет обеспечить регулирование выпуклости, как показано, например, на фиг. 12.
Обратимся к фиг. 13-15, где показан пример изготовления полосы S на том же прокатном стане с длиной бочки рабочих валков 2450 мм, причем указанная полоса S имеет ширину 1600 мм, соответствующую ширине отлитого сляба, и прокатывается всегда с двойной выпуклостью, чтобы впоследствии быть продольно разделенной на две полуполосы по 800 мм.
Рабочие валки 24а, 24b, показанные на фиг. 13b и 13с, в данном случае имеют профиль специальной формы с двойной отрицательной выпуклостью с прямолинейными концевыми сегментами (не профилированными), поскольку теперь прокатываемая полоса имеет меньшую ширину, чем в предыдущем примере.
На фиг. 13b, 13с представлен общий профиль рабочих валков 24а, 24b во взаимно несмещенном состоянии, а на фиг. 14b и 14с представлено смещенное состояние двух рабочих валков 24а, 24b с используемым рабочим профилем L(Tu), L(Bu) соответственно верхнего 24а (фиг. 14b) и нижнего 24b (фиг. 14с) рабочих валков, показанных сплошной линией. Рабочие валки 24а, 24b в данном примере смещены на 50 мм.
Результирующий профиль полосы S (фиг. 14d) имеет два гребня или две положительных выпуклости, по существу, в симметричном положении, так что после разделения двух частей в продольном направлении посредством разрезов 26 каждая часть имеет надлежащую выпуклость, заданную согласно необходимым требованиям качества.
Как и в предыдущих случаях, использование осевого смещения позволяет обеспечить регулирование выпуклости, как показано, например, на фиг. 15.
Как уже отмечалось, операция придания полосе двойной (или тройной, или четверной, …) выпуклости выполняется в последних клетях чистового стана 15, например, в последней или в последних двух или трех в случае особо малой толщины.
На фиг. 16 показано, как амплитуда угла α может изменяться в зависимости от общей ширины прокатанной полосы S, например, для значений ширины в диапазоне от 800 до 2000 мм в случае полосы S, имеющей двойную выпуклость.
Как отмечалось выше, прокатка с множественной выпуклостью требует строгого контроля эффективности охлаждения по ширине рабочего валка, чтобы ее можно было выборочно изменять от центра к периферии.
Согласно изобретению, как показано только в качестве примера на фиг. 17, предусмотрена система 30 охлаждения, содержащая одну или несколько рамп 33 для подачи охлаждающей текучей среды посредством соответствующих основных питающих труб 31 и подающих форсунок 32, распределенных по всей ширине рабочих валков 24а, 24b.
Подающие форсунки 32 расположены рядом друг с другом с определенным шагом в двойном или тройном ряду и соединены группами с трубами 31 независимо друг от друга, чтобы определять независимые и дифференцированные зоны охлаждения по ширине валков. В примере, показанном на фиг. 17, рампа разделена на одиннадцать независимых зон охлаждения.
Каждая питающая труба 31 оснащена собственным пропорциональным клапаном, который регулирует расход к соответствующей группе форсунок 32.
Таким образом, можно иметь отдельное управление группами форсунок 32 и, следовательно, изменять охлаждение на соответствующих участках поверхности рабочего валка 24а, 24b.
В соответствии с изобретением, также в зависимости от ширины частей, которую требуется получить, начиная с заданной ширины полосы, каждую подающую рампу 33 можно разделить на множество независимых зон, например от 7 до 17. Следовательно, можно определить подходящие варианты эффективности охлаждения вдоль оси рабочего валка 24а, 24b, в частности - чтобы отдельно управлять охлаждением на двух половинах полосы или на трех, четырех или более частях, на которые полоса S будут впоследствии разделена.
Например, в случае работы с двойной выпуклостью предпочтительно иметь минимальную эффективность охлаждения вокруг центральной зоны рабочего валка 24а, 24b, чтобы тепловая выпуклость увеличивалась в этой зоне, и напротив, иметь максимальную эффективность охлаждения в соответствии с зоной валка, которая работает в соответствии с центральной частью двух половин полосы, чтобы тепловая выпуклость в этой зоне уменьшалась. Таким образом, тепловую выпуклость можно регулировать так, чтобы она следовала линии механической выпуклости.
Например, у рабочего валка 24а, 24b для изготовления полос с максимальной шириной 2000 мм ширина каждой зоны может изменяться от приблизительно 130 мм до приблизительно 220 мм.
Согласно некоторым вариантам осуществления, например, раскрытым с рассмотрением фиг. 18, система 30 охлаждения может содержать, для каждой из чистовых клетей 16а-16е, обеспечивающих множественную выпуклость, четыре рампы 33 охлаждения, расположенные попарно на входе и выходе на верхние 24а и нижние 24b рабочие валки.
Рампы 33 охлаждения, предпочтительно, могут быть снабжены приводными устройствами 34, выполненными с возможностью их перемещения в направлении к соответствующему рабочему валку 24а, 24b или от него, или с возможностью поворота рампы относительно валка, чтобы изменять угол падения охлаждающей жидкости на рабочий валок 24а, 24b.
Согласно некоторым вариантам осуществления полоса S может быть разрезана в продольном направлении при обработке после прокатного стана 12, а затем полностью смотана в рулоны с профилем, имеющим множественную выпуклость.
Согласно некоторым вариантам можно предусмотреть, чтобы полоса S наматывалась начальным головным сегментом, имеющим профиль с множественной выпуклостью, а затем приводился в действие расположенный перед барабаном 21 режущий диск для продольного разделения полосы S при продолжающейся намотке. В этом случае продольная резка может быть прервана перед конечным хвостовым концом, который, следовательно, как и головной конец, останется целым с профилем, имеющим множественную выпуклость.
Понятно, что в раскрытые в настоящем документе установку и способ можно внести изменения и дополнения без отклонения от области и объема настоящего изобретения.











Изобретение относится к изготовлению плоских прокатных изделий для получения полос с поперечным профилем, имеющим множественную положительную выпуклость. Осуществляют прокатку на прокатном стане, содержащем чистовые клети, оборудованные соответствующими рабочими валками, для подачи полосы определенной ширины. Рабочие валки последней чистовой клети снабжают профилем с множественной отрицательной выпуклостью. Количество выпуклостей, имеющихся в профиле рабочих валков, коррелирует с количеством частей, на которые изготовленную прокатанную полосу впоследствии разделяют в продольном направлении. Рабочие валки выполнены с возможностью осевого смещения, причем указанное осевое смещение обеспечивает возможность изменения положения выпуклостей рабочих валков относительно положения полосы. В результате обеспечивается изготовление конечной тонкой полосы, которую впоследствии можно разделить в продольном направлении таким образом, чтобы получить две или более отдельных частей полосы. 3 н. и 7 з.п. ф-лы, 18 ил. 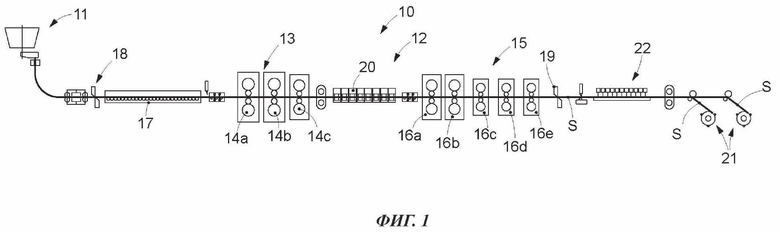
1. Способ изготовления плоских прокатных изделий для получения полос (S) с поперечным профилем, имеющим множественную положительную выпуклость, включающий в себя этап прокатки на прокатном стане (12), содержащем чистовые клети (16а, 16b, 16с, 16d, 16е), оборудованные соответствующими рабочими валками (24а, 24b), для подачи полосы (S) определенной ширины, отличающийся тем, что по меньшей мере рабочие валки (24а, 24b) по меньшей мере последней чистовой клети (16е) снабжают профилем с множественной отрицательной выпуклостью, причем количество выпуклостей, имеющихся в профиле рабочих валков (24а, 24b), коррелирует с количеством частей, на которые изготовленную прокатанную полосу (S) впоследствии разделяют в продольном направлении,
при этом рабочие валки (24а, 24b) выполнены с возможностью осевого смещения, причем указанное осевое смещение обеспечивает возможность изменения положения выпуклостей рабочих валков (24а, 24b) относительно положения полосы (S).
2. Способ по п. 1, в котором последние три чистовые клети (16а-16е) имеют рабочие валки (24а, 24b) с одинаковым диаметром и одинаковым профилем, причем в указанных трех последних чистовых клетях используют профиль рабочих валков (24а, 24b) с множественной отрицательной выпуклостью.
3. Способ по любому из предшествующих пунктов, в котором уравнения кривой профиля специальной формы рабочих валков (24а, 24b) являются следующими:
 ,
,
где:
Dt(y) - диаметр верхнего рабочего валка;
Db(y) - диаметр нижнего рабочего валка;
D - номинальный диаметр рабочего валка;
α - угол изменяемой формы кривой зазора между рабочим валками;
b - длина бочки рабочего валка;
С - амплитуда синусоиды;
δ0 - значение первичного смещения профильной кривой рабочего валка;
δs - значение относительного перемещения от первичного положения;
a1 - первый коэффициент;
а3 - второй коэффициент;
причем, воздействуя на параметры α и С, профиль с множественной выпуклостью определяют в зависимости от количества частей полосы, на которые нужно разделить полосу (S).
4. Способ по любому из предшествующих пунктов, в котором, в случае профиля с двойной выпуклостью, обеспечивают дифференцированное охлаждение с минимальной интенсивностью охлаждения вокруг центральной зоны рабочего валка (24а, 24b) и максимальной интенсивностью охлаждения в соответствии с зоной рабочего валка (24а, 24b), которая действует в соответствии с центральной частью двух половин прокатываемой полосы (S).
5. Установка (10) для изготовления плоских прокатных изделий для получения полос (S) с поперечным профилем, имеющим множественную положительную выпуклость, содержащая по меньшей мере один блок (15) чистовых клетей (16а-16е) с рабочими валками (24а, 24b), отличающаяся тем, что для получения полосы (S), которая на последующем этапе и в момент, следующий за концом прокатки, подлежит разрезанию в продольном направлении на множество частей, по меньшей мере последняя чистовая клеть (16е) чистового блока (15) содержит рабочие валки (24а, 24b), имеющие профиль с множественной отрицательной выпуклостью, причем количество выпуклостей, имеющихся в профиле рабочих валков (24а, 24b), коррелирует с количеством частей, на которые будет разделена полоса (S),
при этом по меньшей мере рабочие валки (24а, 24b) обладают возможностью осевого смещения, при этом величина и направление осевого смещения коррелируют с получением требуемого профиля на полосе (S).
6. Установка по п. 5, в которой по меньшей мере последние три клети (16а-16е) чистового блока (15) имеют рабочие валки (24а, 24b), имеющие профиль с множественной отрицательной выпуклостью.
7. Установка по любому из пп. 5, 6, выполненная с возможностью работы в одном и/или другом из бесконечного, полубесконечного или порулонного режимов.
8. Установка по любому из пп. 5-7, содержащая дифференцированную систему (30) охлаждения рабочих валков (24а, 24b) с интенсивностью охлаждения, регулируемой в зависимости от выполненного с множественной отрицательной выпуклостью профиля рабочих валков (24а, 24b).
9. Установка по п. 8, отличающаяся тем, что указанная система (30) охлаждения содержит множество рамп (33) охлаждения, каждая из которых содержит подающие форсунки (32), расположенные рядом друг с другом с определенным шагом в двойных или тройных рядах и соединенные группами с соответствующими питающими трубами (31), независимо друг от друга, чтобы определять независимые и дифференцированные зоны охлаждения по ширине валков (24а, 24b), причем каждая труба (31) оснащена пропорциональным клапаном, регулирующим расход на соответствующие форсунки (32).
10. Рабочий валок чистовой клети прокатной установки (10) для полос (S), содержащий профиль с множественной отрицательной выпуклостью, при этом количество выпуклостей, имеющихся в профиле указанного рабочего валка, коррелирует с количеством частей, на которые требуется разделить в продольном направлении изготовленную полосу (S),
причем рабочий валок выполнен с возможностью осевого смещения так, что величина и направление осевого смещения коррелируют с получением требуемого профиля на полосе (S).
| JPS 5868405 A, 23.04.1983 | |||
| JPS 57156806 A, 28.09.1982 | |||
| Прокатная клеть | 1990 |
|
SU1713697A1 |

