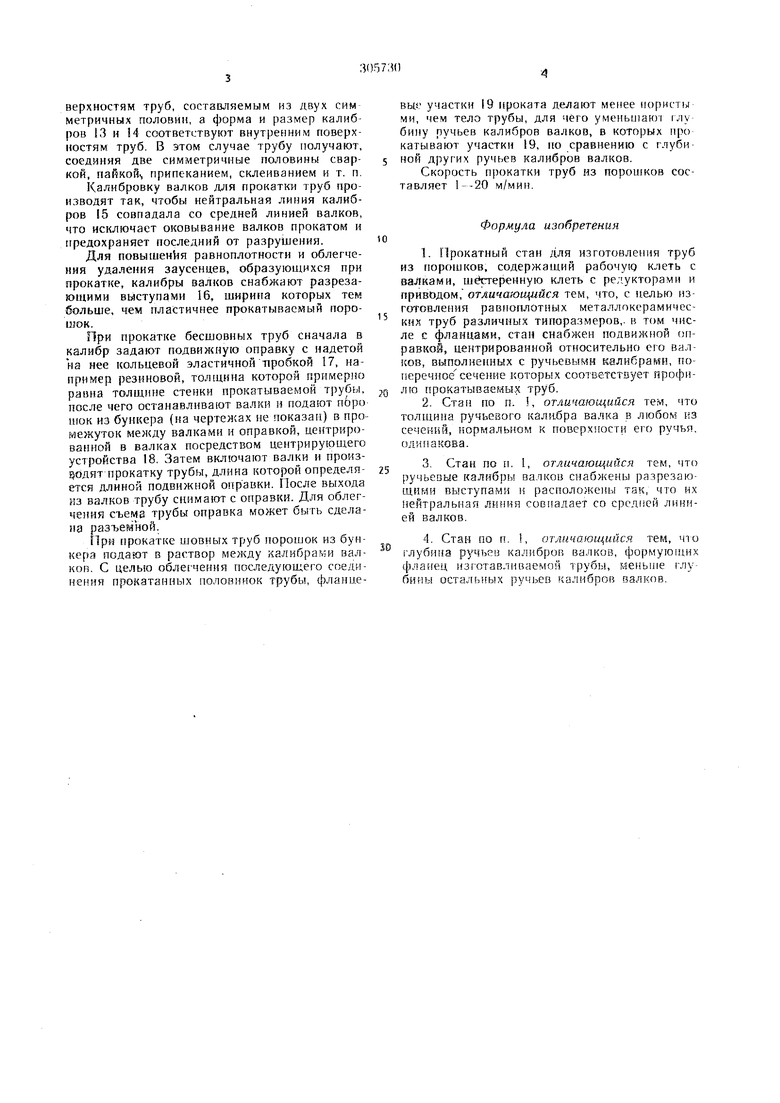
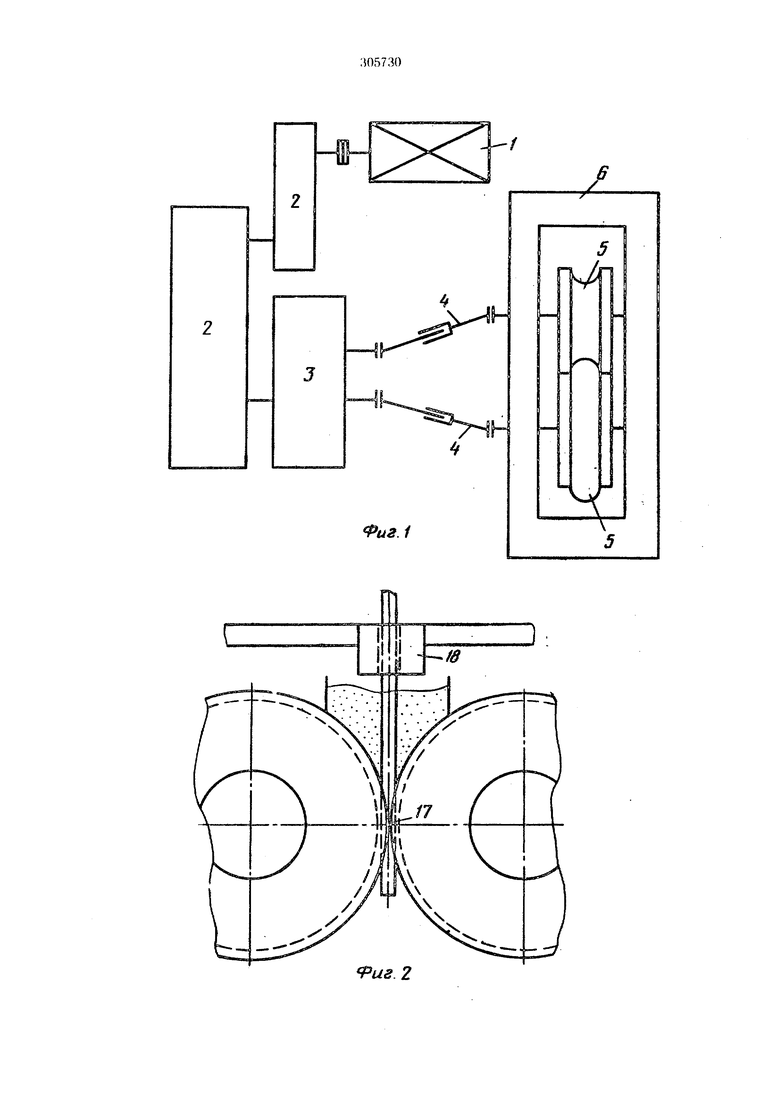
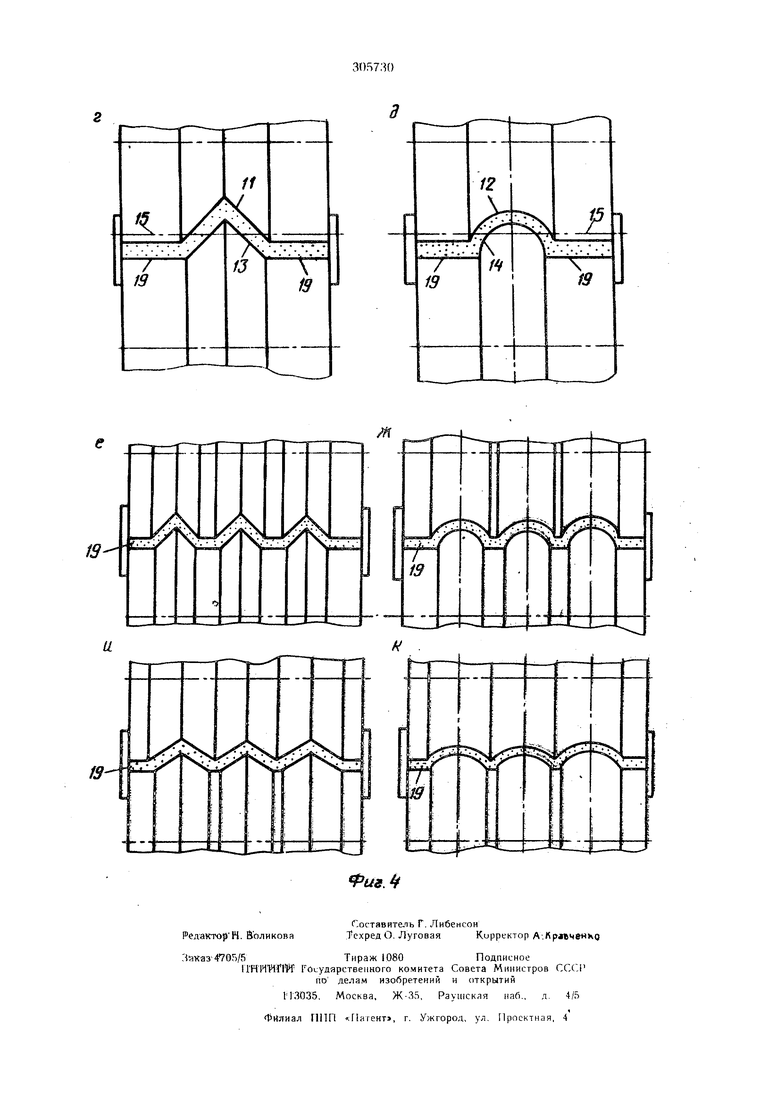
Изобретение относится к порошковой металлургии, в часгности к устройствам для изготовления изделий прокаткой порошков. Известны прокатные станы для изготовления труб из nopouiKOB, содержащие рабочую клеть с валками, шестеренную клеть с редукторами и приводом. Цилиндрические валки известных станов имеют гладкую поверхность, в связи с чем получаемые изделия, как правило, плоские (ленты, листы и т. п.) и для изготовления из них труб требуются трудоемкие дополнительные операции. Цель изобретения - изготовление равноплотных металлокерамических труб различных типоразмеров, в том числе с фланцами, при минимальной дополнительной обработке. Для этого стан снабжен подвижной оправкой, центрированной относительно его валков, а его валки выполнены с ручьевыми калибрами, поперечное сечение которых соответствует профилю прокатываемых труб. Кроме того, толщина ручьевого калибра валка в любом из сечеНИИ, нормальном к поверхности его ручья, одинакова. ручьевые калибры валков расположены так, что их нейтральная линия совпадает со с)едней линией валков, и снабжены разрезаюши.ми вгыстунами. Глубина ручьев калибров валков, формующих фланец изготавливйемой трупы, меньше глубины остальных ручьеь кя;|иб и)п валков. На фиг. I изображена общая схема прокат иого стана; на фиг. 2 -- взаимное расположо нне валков и подвижной оправки в начальный момент прокатки бесшовных труб; на фиг. 3 калибровка валков стана для прокатки 6ecHj(m ных труб из порошков (а, б, в); на фиг. 4 то же, для прокатки пювных труб (г , д, е, ж, и, к). Прокатный стан содержит электродвигатель , редукторы 2, шестеренную клеть 3, шпиндели 4, прокатные валки 5, которые расположены горизонтально или под углом до 30° к горизонту, и клеть 6 Стаи изготавливает бесшовные и шовные трубы. При прокатке бесшовных труб используют наружные калибры 7 и 8, форма и размер которых соответствуют наружным форме и размеру трубы, и подвижную оправку, например круглую 9 или прямоугольную 10, форма и размер которой соответствуют внутренние форме и размеру трубы. Наружная поверхность оправки должна быть отшлифована и закалена. При прокатке тонных труб подвижную оправку не применяют. Тогда форма и размер калибров 11 и 12 соответствуют наружным поверхностям труб, составляемым из двух симметричных половин, а форма и размер калибров 13 и 14 соответствуют внутренним поверхностям труб. В этом случае трубу получают, соединяя две симметричные половины сваркой, пайкой припеканием, склеиванием и т. п.
Калибровку валков для прокатки труб производят так, чтобы нейтральная линия калибров 15 совпадала со средней линией валков, что исключает оковывание валков прокатом и предохраняет последний от разрушения.
Для повышения равноплотности и облегчения удаления заусенцев, образующихся при прокатке, калибры валков снабжают разрезающими выступами 16, ширина которых тем больше, чем пластичнее прокатываемый порошок.
При прокатке бесшовных труб сначала в калибр задают подвижную оправку с надетой на нее кольцевой эластичной пробкой 17, например резиновой, толщина которой примерно ранна толщине стенки прокатываемой трубы, после чего останавливают валки и подают пЬро 11ЮК из бункера (на чертежах не показан) в промежуток между валками и оправкой, центрированной в валках посредством центрнруюпАего устройства 18. Затем включают валки и произ|)одят прокатку трубы, длина которой определяется длиной подвижной оправки. После выхода из валков трубу снимают с оправки. Для облегчения съема трубы оправка может быть сделана разъемной.
При прокатке шовных труб порошок из бункера подают в раствор между калибраггш валков. С целью облегчения последующего соединения прокатанных половинок трубы, фланцевы«- участки 19 1фоката делают менее пористы ми, чем тело трубы, для чего уменьшаю глу бину ручьев калибров валков, в которых нро катывают участки 19, по сравнению с глубиной других ручьев калибров валков.
Скорость прокатки труб из порошков составляет 1-20 м/мин.
Формула изобретения
1.Прокатный стан для изготовления труб из порошков, содержащий рабочук) клеть с валками, шестеренную клеть с редукторами и приводом, отличающийся тем, что, с 1елью изготовления равиоплотных металлпкерамнческий труб различных типоразмеров,, в том числе с фланца& и, стан снабжен подвижной оправкой, це1- трированной относительно его валков, выполненных с ручьевыми 8алибраЕ «и, поперечноесечение которых соответствует профилю прокать ваемых труб.
2.Стан по п. , отличающийся тем, что толщина ручьевого калибра валка в любом из сечений, нормальном к noeepxsiocTH его ручья, олипакова.
. 3. Стан по п. 1, отличающийся тем, что ручьевые калибры валков снабжены разрезающнрдн выступами к расположены так, что их Нейтральная линия сов1 аяает со средней линией валков.
4. Стан по п. 1, отличающийся теи, что глубина ручьев калибров валков, формующих фланец изготавливаемой трубы, Mefibiiie глубины осталь ых ручьев г .алибров валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ | 2009 |
|
RU2385194C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ И СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО СТАНА | 2008 |
|
RU2379141C2 |
| КЛЕТЬ ПРОКАТНОГО СТАНА | 2006 |
|
RU2308333C1 |
| РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТНЫЙ СТАН С УЛУЧШЕННЫМ ДОПУСКОМ ДИАМЕТРА И ТОЛЩИНЫ СТЕНКИ | 2019 |
|
RU2751408C1 |
| Клеть прокатного стана | 1990 |
|
SU1784306A1 |
| НЕПРЕРЫВНЫЙ ОПРАВОЧНЫЙ СТАН | 1991 |
|
RU2048936C1 |
| Способ непрерывной прокатки труб | 1990 |
|
SU1784305A1 |
| Способ изготовления мерных труб на пилигримовом стане | 1975 |
|
SU550188A1 |
к4
Риг. 1
.3
