Обычно форма турбинных лопаток задаетоя несколькими профилями в отдельных сечениях, причем профили имеют различные радиусы кривизны, которые могут быть заменены тремя касательными дугами окружносш, а взаимное расположение Отдельных сечений допускает сопряжение их по прямолинейным образующим. В этом случае поверхности лопатки (спипки или корыта) характеризуются тремя сопрягаемыми конусами.
Существующие способы изготовлениЯ таких поверхностей лопаток осуществляются при помощи копиров, построение и изготовление которых представляет большие трудHOiaTH и заключается главным образом В -ручнор работе.
Предлагаемый способ изготовления турбинных лопаток заключается в том, что механическую обработку лопатки пр01И31Водят. без применения копиров путем последовательпого поворота ее вокруг трех осей, различным образом ориентированных относительно образующей инструмента (например, фрезы).
На фиг. 1 изображена турбинная лолатка: «а фиг. 2 и 3 - поверхности лопатки, сопряженные тремя конусами; на фиг. 4 - поперечный разрез лопатки.
Турбинная лопатка (фиг. 1) состоит из комеля / и пера 2. Последнее состоит из спинки 5, корыта 4, входной кромки 5 и выходной кромки 6.
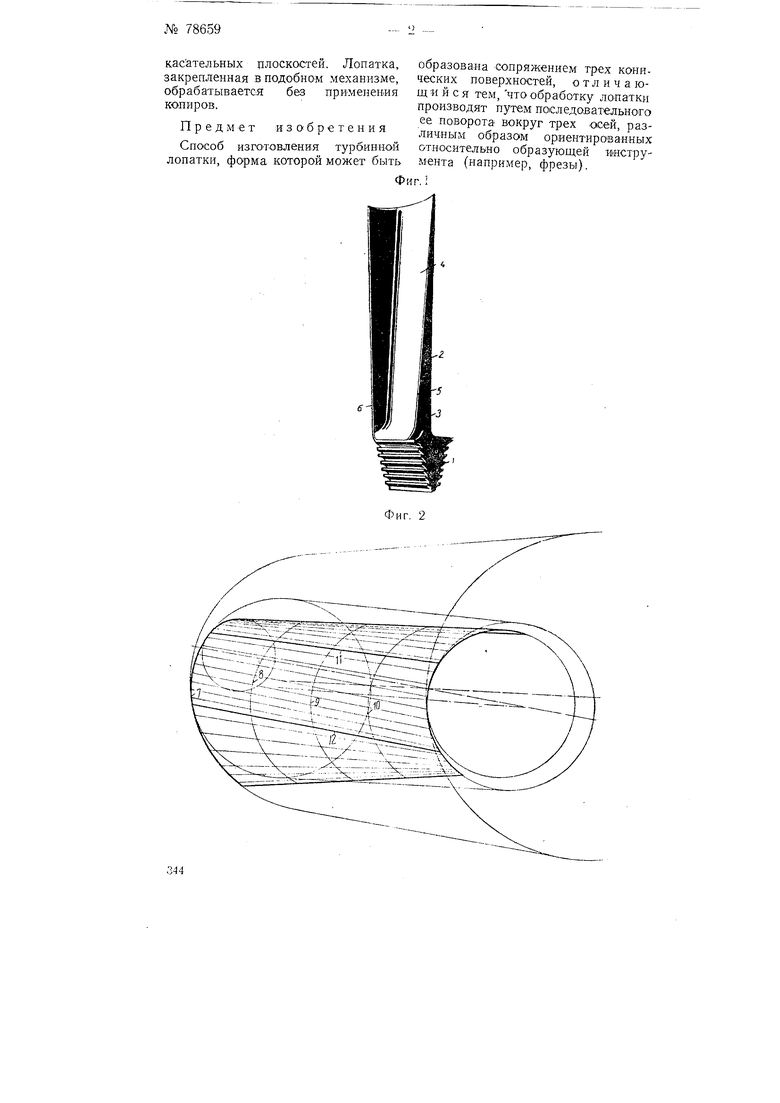
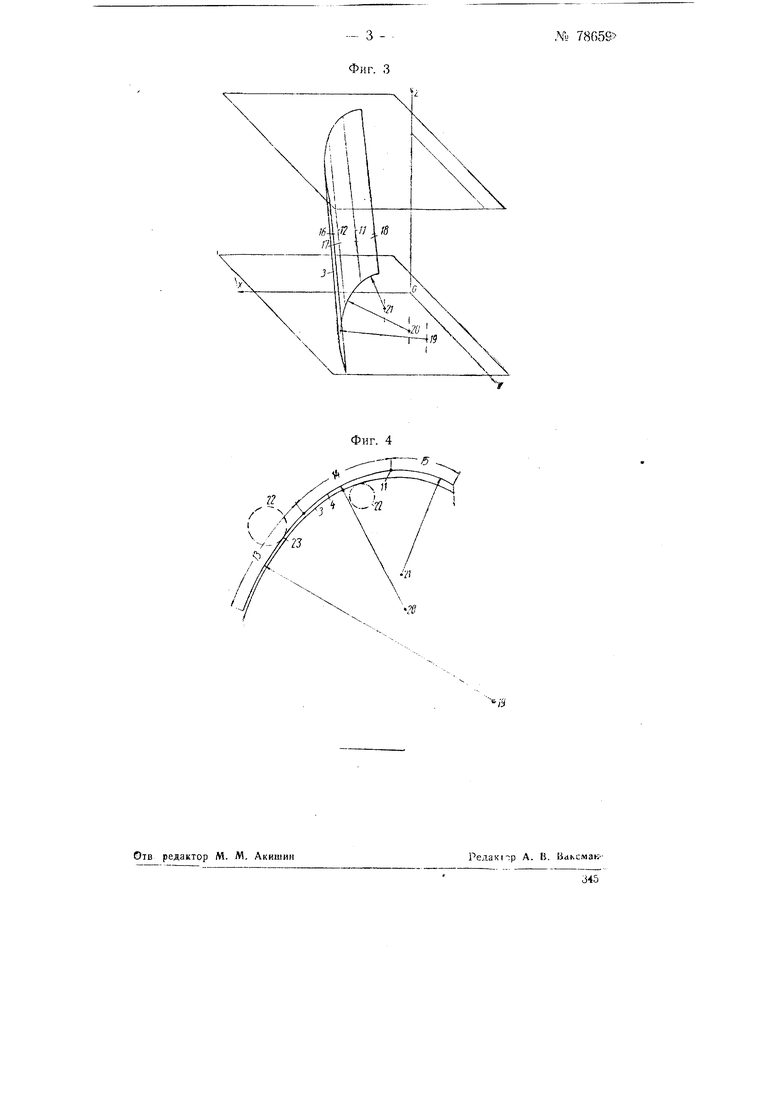
Форма лопатки задана несколькими профилями 7, S, 5 и /О в отдельных сечениях (фиг. 2). Профили имеют различные радиусы кривизны. Каждый из них составлен из трех -касателвных дуг 13, 14 и 15 окружностей (фиг. 4), поэтому в самом общем случае каждый из участков между двумя соседними сечениями рассматривается как поверхность, составленная из элементов трех касательных конусов 16, 17 и / (фиг. 3).
Линии 11 и 12 служат границами сопряжений одного конуса со ом ежным с НИМ конусом (фиг. 2 и 3).
Механическая обработка лопатки производится путем последовательного и непрерывного поворота ее вокруг трех осей 19, 20 и 2} расположенных соответственным образом отпосительно постоянной образующей 23 инструмента, например, фрезы 22 (фиг. 3 и 4).
Механизм поворота лопатки должен обеспечить плавный переход от одной оси вращения к другой в месте сопряжения линий 11 и 12 конусов 16, 17 п 18, т. е. совпадения
343 касательных плоскостей. Лопатка, закрепленная в подобном механизме, обрабатывается без применения копиров. Предмет изобретения Способ изготовления турбинной лопатки, форма которой может быть образована сопряжением трех конических поверхностей, отличающийся тем, что обработку лопатки производят путем последовательного ее поворота вокруг трех осей, различным образом ориентированных относительно образующей ияструмента (например, фрезы).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полирования в жидких шлифующих средах изделий, выполненных на основе аэро- и гидродинамических форм, например, лопаток газовых турбин | 1946 |
|
SU71705A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264891C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 1989 |
|
SU1771138A1 |
| ЛОПАТКА ГАЗОВОЙ ТУРБИНЫ | 2000 |
|
RU2178086C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| ЛОПАТКА РАБОЧЕГО КОЛЕСА ТУРБОМАШИНЫ И ТУРБОМАШИНА | 2009 |
|
RU2488001C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| Способ шлифования пера лопаток | 1981 |
|
SU986740A1 |
| ПЕРО ЛОПАТКИ КОМПРЕССОРА | 2018 |
|
RU2748318C1 |
H 7865S Фиг. 3
Фиг. 4
v
