(54;) СПОСОВ ШЛИФОВАНИЯ ПЕРЛ ЛОПАТОК
Изобретение относится к ленточному шлифованию пера лопаток газотурбинных двигателей (ГТД) и может быть использовано в разных отраслях машиностроения, изготавливающих лопатки.
Известен способ шлифования пера лопаток, при котором обрабатываемой лопатке сообщают формообразующее дви. жение обкаткиотносительно подаваемого на врезание профильного контактного 1 опира, огибаемого движущейся шлифовальной лентой, причем лопатку в относительном движении вращают вокруг ее продольной или близкой к ней оси 1 .
При указанном способе обработки проекции на плоскость обкатки профилей крайних сечений обрабатываемой поверхности пера (корыта или спинки) лопаток типа вентиляторных расположены несимметрично относительно продольной оси, а точка их пересечения значительно смещена относительно последней.Кроме того, площади видимого и невидимого (вследствие закрутки) участков обрабатываемой поверхности лопатки в проекции на плоскость обкатки различны, в результате чегопроекции участков видимой и невидимой рабочих поверхностей контактного
2
копира также расположены несимметрично относительно точки пересечения его крайних образующих, площади их неравны, различны также углы и закрутка на входе и выходе рабочих поверхностей, копира. Вследствие этого силы, действующие на шлифовальную ленту в направлениях, перпендикулярнгох плоскости обкатки, при ее
10 движении с рабочей скоростью по копиру находятся в неуравновешенном состоянии, что не позволяет обеспечить устойчивое движение ленты. Это, в свою очередь, значительно снижает
15 ее стойкость, точность и стабильность обработки. Необходимость выполнения на входе и выходе ленты с копира дополнительных участков, уравновешивающих силы, действующие на ленту и
20 смещаюп51е ее с копира, значительно повышает трудоёмкость его подгонки, увеличивает его ширину, а следовательно, и металлоемкость.
Известен также способ шлифования
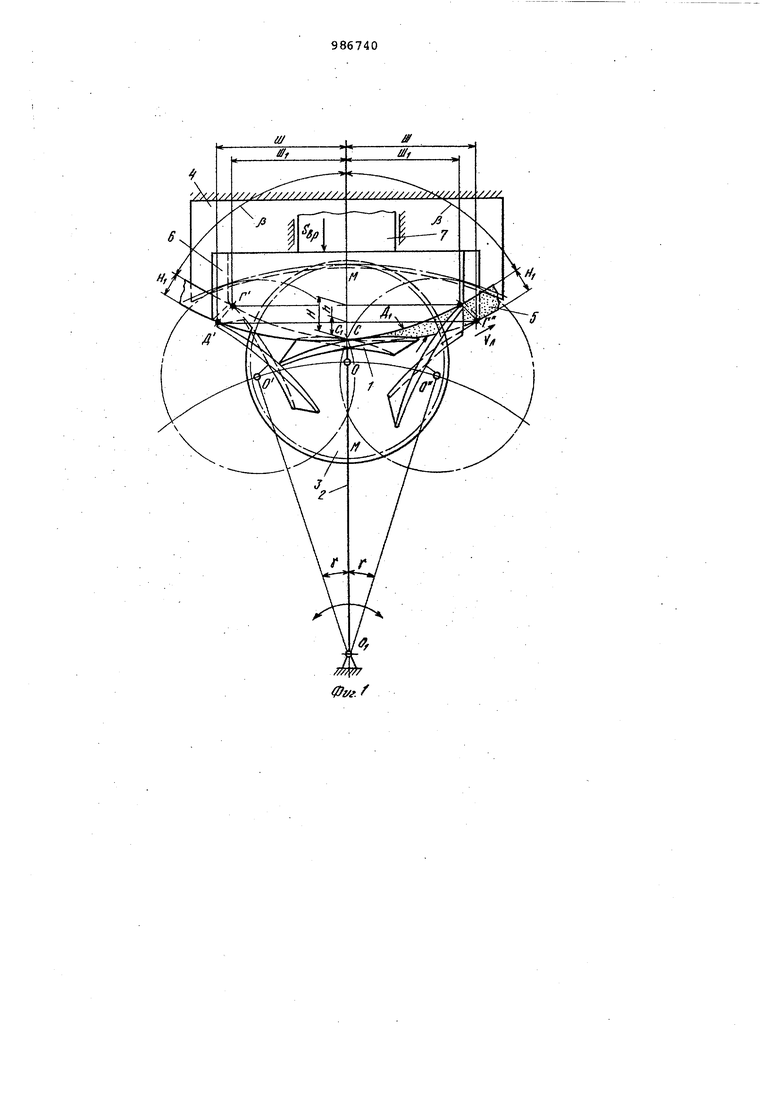
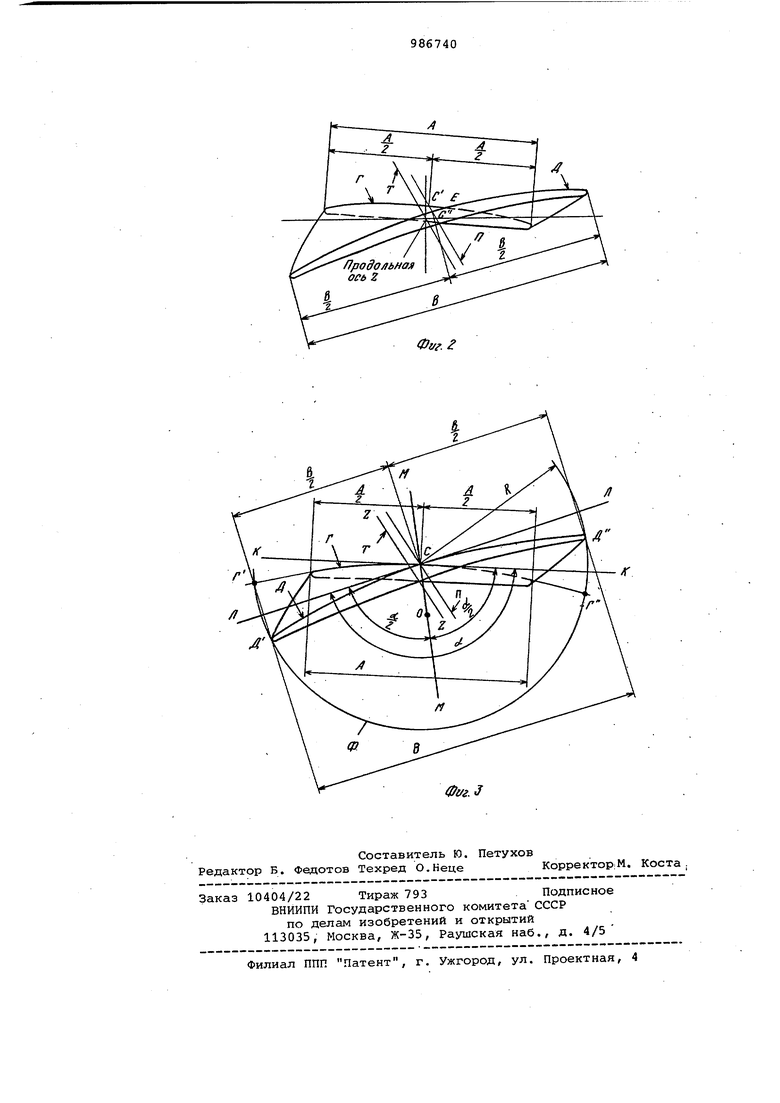
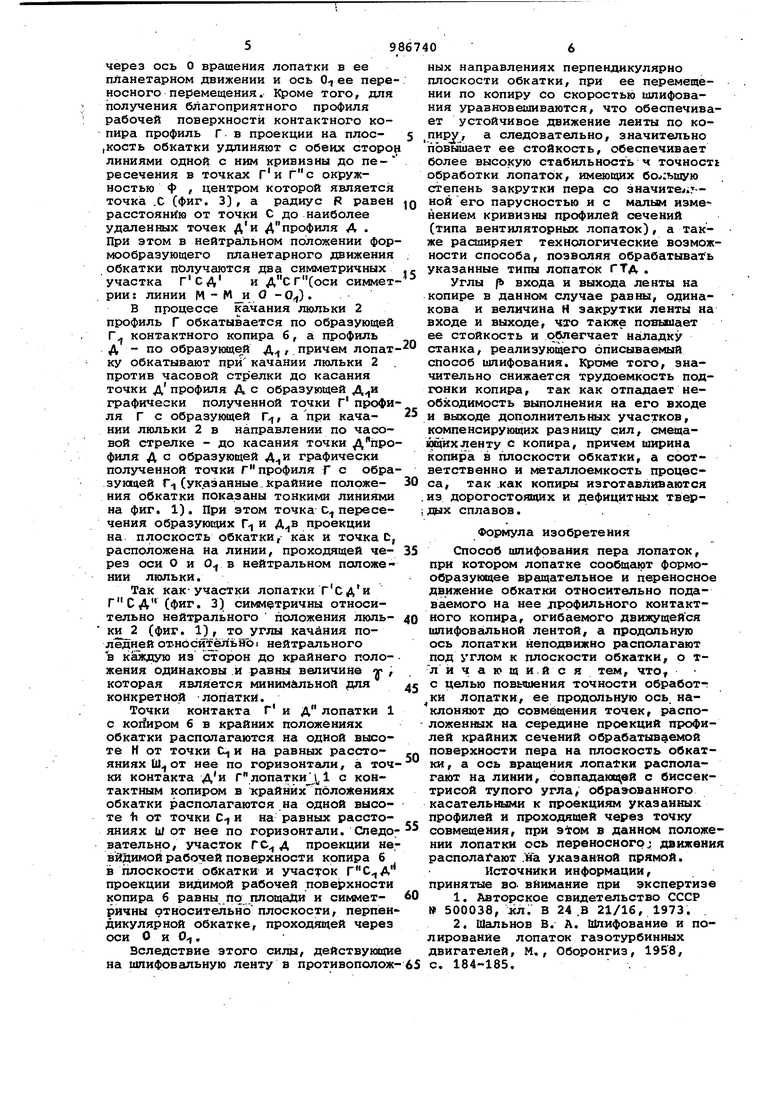
25 пера лопаток, при котором продольную Ъсь лопатки наклоняют к плоскости обкатки таким образом,, чтобы геометрический профиль рабочей поверхности копира приближался к ци30 линдрической форме 2 . Однако такую форму копира Спросту для подгонки и благоприятную для устойчивого дзлження ленты) можно полутчить только для лопаток, имеющих малую степень закрутки, малое изменени кривизны профилей сечений и небольшое изменение ширины пера. Для лопаток, имеющих большую степень закрутки (до 40) на небольшой длине (60-100 мм) и значительную парусность (изменение ширины пера по хорде между крайними сечениями в 1,2-1,5 раза), например, лопаток вентиляторов, наклоном продольной оси невозможно совместить профили всех сечений в проекции на плоскост обкатки, а соответственно нельзя добиться благоприятной формы рабочей поверхности контактного копира, что не позволяет добиться устойчивого движения шлифовальной ленты, а также ограничивает технологические возможности способа, не позволяя обрабатывать такие лопатки. , Цель изобретения - повышение стойко.сти ленты, точности обработки, снижение трудоемкости подгонки контактного копира, а также расширение технологических возможностей ленточного шлифования пера лопаток по мето ду обкатки. Поставленная цель достигается тем, что продольную ось лопатки наклоняют в. плоскости, параллельной плоскости, проходящей через, точки, делящие пополам профили крайних сечений обрабатываемой поверхности пера, и перпендикулярной к плоскости обкатки, таким образом, чтобы указан ные профили пересекались посредине в проекции на плоскость обкатки, а ось вращения лопатки в ее планетар ном движении располагавзт на прямой линии, проходящей через точку пересе чения проекций(Профилей крайних сече ний и являющейся биссектрисой тупого угла, образованного касательными к проекциям профилей крайних сечений в точке их пересечения, причем в нейтральном положений формообразующего планетарного перемещения лопат ки указанную прямую линию совмещают с ;аругой прямой, соединяющей ось вращения лопатки в ее планетарном движении с осью ее переносного перемещения. На фиг. 1 изображена схема обкатки в плоскости формообразующих движе НИИ обрабатываемой лопатки;-на фиг.2 показана проекция профилей лопатки на Плоскость обкатки при перпендикулярном расположении в указанной плос кости продольной оси лопатки; на фиг. 3 представлена проекция профиле лопатки на плоскость обкатки при наклоне к ней продольной оси лопатки согласно, предлагаемому способу и по ясняется выбор;оси ее планетарного движения обкатки. Обрабатываемую лопатку 1 устанавливают на шпиндель, которому сообщают вращение вокруг оси О в люльке 2. Люльке сообщают качания вокруг оси 0. Вращение шпинделя осущесгвпяют сател1ЛИТНОЙ шестерней 3, закрепленной на его конце, противоположном месту укрепления лопатки. Шестерня 3 находится во внутреннем закреплении с неподвижным зубчатым сектором 4, геометрический центр которого располагают на оси О. Лопатку шлифуют бесконечной лентой 5, которой огибают рабочую поверхность контактного копира б, для чего ленте сообщают вращение с рабочей СКСфОСТЬЮ Vд . Контактный копир подают на врезание по стрелке S р пинолью 7 механизма подачи ленточно-шлифовальн.ого станка. При качании люльки 2 вокруг оси 0, шестерня 3, взаимодействуя с зубчатым сектором 4, поворачивает шпин-, дель вокруг его геометрической оси О. При этом лопатка совершает планетарное формообразующее движение обкатки по рабочей поверхности контактного копира б. Суть способа состоит в том, что продольную ось Z лопатки 1, профиля Г и .Д (фиг. 2) крайних сечений которой в проекции на плоскость обкатки пересекаются в точке Е , делящей их по хорде на отрезки различной длины, наклоняют под углом, меньшим 90° , к плоскости обкатки в плоскосTiFT перпендикулярной плоскости обкатки и параллельной плоскости П , проходящей через -точки С и С, делявше указанные профили пополам по их хордам. Этот наклон осуществляют до совмещения точек с и проекции на плоскость обкатки. При этом точка С делит профиль Г, ширина которого по хорде равна величине Д, на две равные .части 1/2, а точка С делит профиль Д , ширина которого по хорде равна В , на две равные части В/2. Полученная точка С (фиг. 3) пересечения профилей Г и А делит хорду каждого из них в проекции на плоскость обкатки на два равных по длине отрезка Д72 и Й/2ij Оеь Овращшгая лопатки l располагают в проекции на плоскость обкатки на линии М- М, проходящей через точку С и делящей угол d , образованный касательными К - К и Л - Л соответственно к профилям Г и А в точке С , на два равных угла о6/2. При этом в нейтральном положении формообразующего планетарного движения лопатки (изображено на фиг. 1 основной линией) линию М -М совмещают с другой прямой линией, проходящей через ось О вращения в ее планетарном движении и ось 0 ее переносного перемещения. Кроме того, для получения благоприятного профиля рабочей поверхности контактного копира профиль Г в проекции на плос(КОСТЬ обкатки удлиняют с обеих сторон линиями одной с ним кривизны до пе- ресечения в точках Ги окружностью Ф / центром которой является точка .С (фиг. 3), а радиус R равен расстоянию от точки С до наиболее удаленных точек Ди Д профиля А . При этом в нейтральном положении формообразующего планетарного движения обкатки получаются два симметричных участка ГСД и Г(оси симметрии: линии М - О -О,,). В процессе ка чания люльки 2 профиль Г обкатывается по образующей Г контактного копира 6, а профиль Д - по образующей Д , причем лопатку обкатывают при качании люльки 2 против часовой стрелки до касания точки д профиля А с образующей графически полученной точки Г профи ля Г с образующей Г-}, а при качаНИИ люльки 2 в направлении по часовой стрелке - до касания точки Д про филя Д с образующей графически полученной точки Г профиля Г с обра зующей Г(указанные крайние полржения обкатки показаны тонкими линиями на фиг. 1). При этом точка с, пересечения образуюЕЩх TI и проекции на плоскость обкатки, как и точка D, расположена на линии, проходящей через оси О и 0 в нейтральном положении люльки. Так как-участки лопатки Тсди (фиг. 3) симметричны относительно нейтрального положения люльК 2 (фиг. 1), качания поледней от-нЬсйтельно1 нейтрального в каждую из сторон до крайнего положения одинаковы и равны величине v , которая является минимальной для конкретной лопатки. Точки контакта Г и Д лопатки 1 с копиром 6 в крайних положениях обкатки располагаются на одиой высоте Н от точки Ц и на равных расстояниях нее по горизонтали, а точ ки контакта ди Г лопаткиД. 1 с контактным копиром в срайнйх положениях обкатки располагаются на одной высоте li от точки C.J и на равных расстояниях ш от нее по горизонтали. Спедовательно, участок ГС Д проекции не вйд1имой рабочей поверхности копира б 13 плоскости обкатки и участок проекции видимой рабочей поверхности копира б равны по площади и симметричны относительно плоскости, перпендикулярной обкатке, проходя1дей через оси О и Ох,, Вследствие этого cиJЩ, действуюи ие на шлифовальную ленту в противоположных направлениях перпендикулярно плоскости обкатки, при ее перемещеНИИ по копиру со скоростью шлифования уравновешиваются, что обеспечивает устойчивое движение ленты по копир;, а следовательно, значительно повышает ее стойкость, обеспечивает более высокую стабильность ч точности обработки лопаток, имеющих бо гьшую степень закрутки пера со знaчитe ir- ной его парусностью и с малым изме нением кривизны профилей сечений (типа вентиляторных лопаток), а также расширяет технологические возможности способа, позволяя обрабатывать указанные типы лопаток ГТд . Углы /ь входа и выхода ленты на копире в данном случае равны, одинакова и величина Н закрутки ленты на входе и выходе, что также повышает ее стойкость и облегчает наладку станка, реализунедего описываемый способ шлифования. Кроме того, значительно снижается трудоемкость подгонки копира, так как отпадает необходимость выполнения на его входе и выходе дополнительных участков, компенсирующих разницу сил, смещающих ленту с копира, причем ширина копира в плоскости обкатки, а соответственно и металлоемкость процесса, так .как копиры изготавливаются из дорогостоящих и дефицитных тверДЫХ сплавов. . . Формула изобретения Способ шлифования пера лопаток, при котором лопатке сообщают формообразующее вращательное и переносное движение обкатки относительно подаBaieMoro на нее лррфильного контактного копира, огибаемого двия щейся шлифовальной лентой, а продольную ось лопатки неподвижно располагают под углом к плоскости обкатки, о тл и ч а ю щ и.й с я тем, что, с целью повышения точности обработ-г ки лопатки, ее продольную ось. наклоняют до совмещения точек, расположенных на середине проекций профилей крайних сечений обрабатываемой поверхности пера на плоскость обкатки, а ось вращения лспаТки располагают на линии, совпадаюцей с биссектрисой тупого угла, обраэованкого касательными к проекциям указанных профилей и проходящей через точку совмещения, при этом в данном положении лопатки ось переносногол движения располагают ;на указанной прямой. Источники информации, принятые ВО внимание при экспертизе 1.Авторское свидетельство СССР 500038, хл. В 24 .В 21/16, 1973. 2.Шальнов В. А. Шлифование и полирование лопаток газотурбинных двигателей, М,, Оборонгиз, 1958, с. 184-185..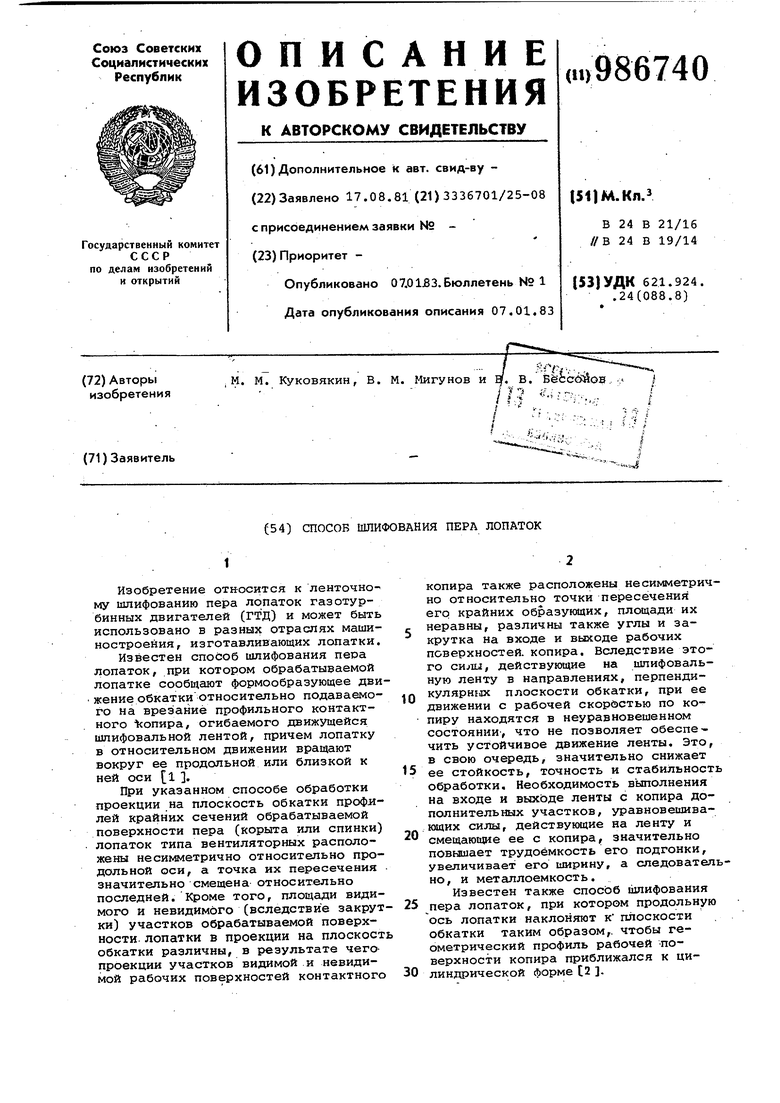
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования пера лопаток и копировальный станок | 1981 |
|
SU1013225A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU686850A1 |
| Способ шлифования пера лопаток | 1973 |
|
SU500038A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU663561A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |