Изобретение относится к области обработки сложнофасонных поверхностей абразивными лентами и может быть использовано при обработке деталей типа пружин с закрытой навивкой.
Цель изобретения - расширение технологических возможностей.
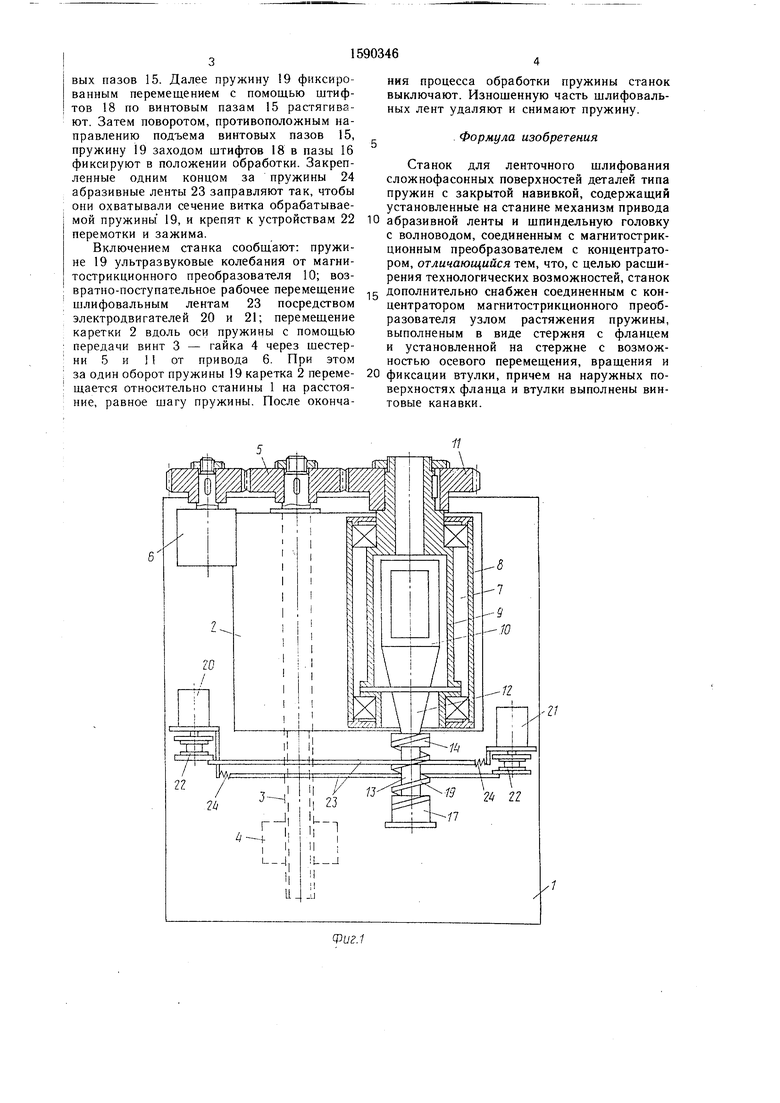
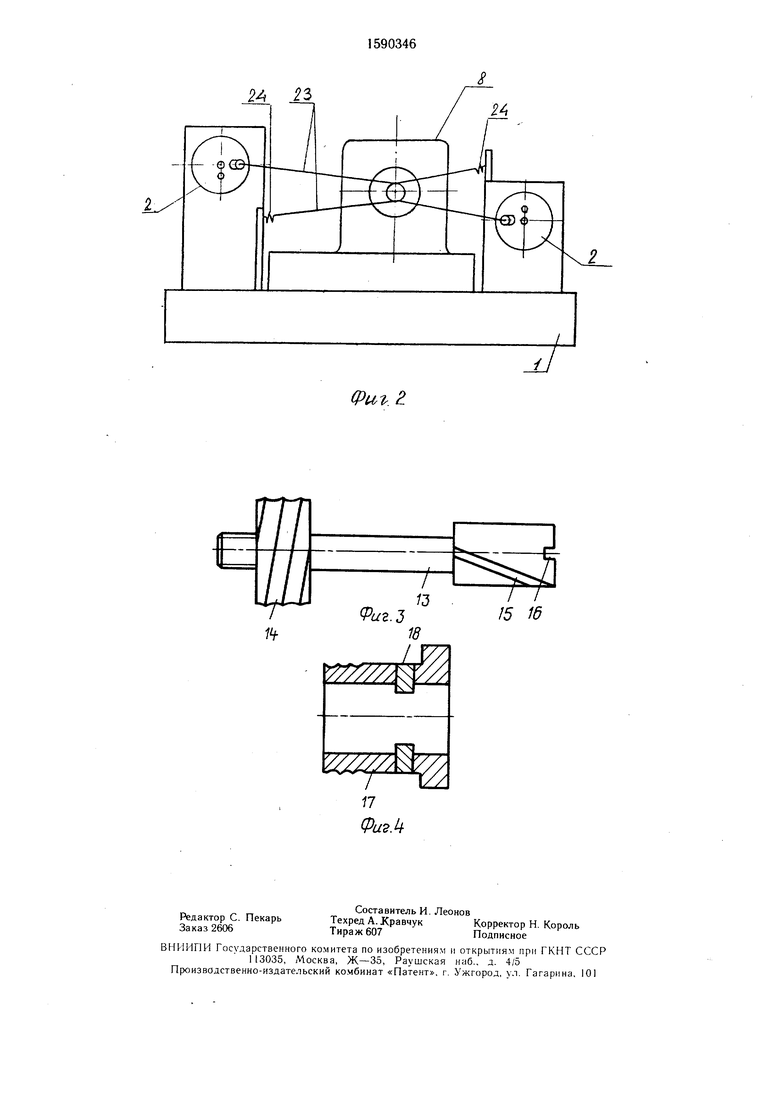
На фиг. 1 схематично показана рабочая зона станка: на фиг. 2 - стаь-ок, вид спереди; на фиг. 3 - стержень устройства растяжения; на фиг. 4 - втулка устройства растяжения.
Станок содержит станину 1, на продольных направляющих которой установлена каретка 2, связанная посредством пары ходовой винт 3 - гайка 4 через шестерню 5 с приводом 6. На каретке 2 закреплена шпиндельная головка 7, в корпусе 8 которой на подшипниках установлен шпиндель 9, снабженный магнитострикционным преобразователем 10 ультразвуковых колебаний. Шпиндель 9 через шестерни 5 и 11 связан с приводом 6. К концентратору 12 преобразователя 10 присоединен стержень 13
«пая
i
устройства растяжения, в месте крепления которого к концентратору 12 находится фланец 14, а на другой стороне проточены винтовые пазы 15 и фиксирующие пазы (6 на торце. Втулка 17, в отверстии которой запрессованы штифты 18, выполнена с возможностью перемещения по винтовым пазам 15 и фиксации в пазах 16. Обрабатываемая пружина 19 крепится на боковых нарух ных поверхностях фланца 14 и втулки 17, имеющих винтовые канавки. На станине 1 установлены также электродвигатели 20 и 21, на валах которых расположены устройства 22 перемотки и зажима абразивных лент 23. Каждая из абразивных лент 23 свободным концом связана со станиной через натяжную пружину 24.
Станок работает следующим образом.
На фланец 14, имеющий на боковой поверхности винтовую канавку, стержня 13 навинчивают пружину 19. К свободному концу пружины 19 подводят втулку 17 и также производят навивку до положения, когда штифты 18 против входа винтоСП
со о оо
4
05
I вых пазов 15. Далее пружину 19 фиксиро- ванным перемещением с помощью щтиф- I тов 18 по винтовым пазам 15 растягивают. Затем поворотом, противоположным направлению подъема винтовых пазов 15, пружину 19 заходом штифтов 18 в пазы 16 фиксируют в положении обработки. Закрепленные одним концом за пружины 24 абразивные ленты 23 заправляют так, чтобы ; они охватывали сечение витка обрабатывае- I мой пружины 19, и крепят к устройствам 22 I перемотки и зажима.
Включением станка сообщают: пружине 19 ультразвуковые колебания от магни- тострикционного преобразователя 10; возвратно-поступательное рабочее перемещение ; шлифовальным лентам 23 посредством
электродвигателей 20 и 21; перемещение
каретки 2 вдоль оси пружины с помощью
; передачи винт 3 - гайка 4 через щестер ни 5 и от привода 6. При этом
за один оборот пружины 19 каретка 2 перемещается относительно станины 1 на расстояние, равное шагу пружины. После окончания процесса обработки пружины станок выключают. Изношенную часть щлифоваль- ных лент удаляют и снимают пружину.
Р-. Формула изобретения
Станок для ленточного шлифования сложнофасонных поверхностей деталей типа пружин с закрытой навивкой, содержащий установленные на станине механизм привода
10 абразивной ленты и шпиндельную головку с волноводом, соединенным с магнитострик- ционным преобразователем с концентратором, отличающийся тем, что, с целью расширения технологических возможностей, станок
5 дополнительно снабжен соединенным с концентратором магнитострикционного преобразователя узлом растяжения пружины, выполненым в виде стержня с фланцем и установленной на стержне с возможностью осевого перемещения, вращения и
20 фиксации втулки, причем на наружных поверхностях фланца и втулки выполнены винтовые канавки.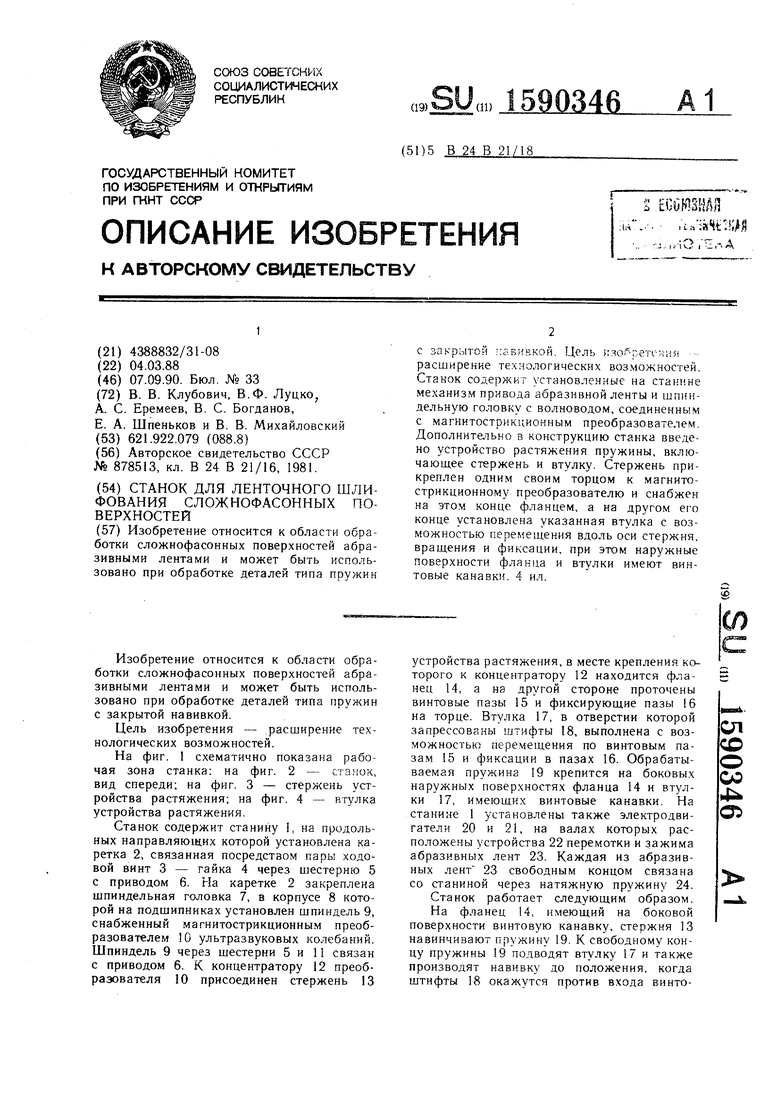
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ | 1960 |
|
SU130328A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
| КОПИРОВАЛЬНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ | 1972 |
|
SU354985A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Станок для обработки графитированныхэлЕКТРОдОВ | 1979 |
|
SU841993A1 |
Изобретение относится к обработке сложнофасонных поверхностей абразивными лентами и может быть использовано при обработке деталей типа пружин с закрытой навивкой. Цель изобретения - расширение технологических возможностей. Станок содержит установленные на станине механизм привода абразивной ленты и шпиндельную головку с волноводом, соединенным с магнитострикционным преобразователем. Дополнительно в конструкцию станка введено устройство растяжения пружины, включающее стержень и втулку. Стержень прикреплен одним своим торцом к магнитострикционному преобразователю и снабжен на этом конце фланцем, а на другом его конце установлена указанная втулка с возможностью перемещения вдоль оси стержня, вращения и фиксации, при этом наружные поверхности фланца и втулки имеют винтовые канавки. 4 ил.
2 23
Фиг
| Способ ленточного шлифования сложнофасонных поверхностей изделий | 1975 |
|
SU878513A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
