1
Изобретение относится к судостроению, а именно, к способам изготовления сборных неразъемных гребных винтов и рабочих колес.
Известен способ установки гребного винта, при котором лопасть приваривается к ступице 1 .
Недостатком указанного способа является малая надежность крепления лопасти.
Наиболее близким техническим решением является способ изготовления гребных винтов и рабочих колес, заключакяцийся в том, что производят сварку секторов наружной части ступицы с лопастями по стыкуедвлм поверхностям снаружи, собирают селекторы со втулкой, образующей внутреннюю часть ступицы, и сваривают части ступицы между собой 2.
Недостаток этого способа заключается в сравнительно небольшой площади сечения сварных соединений деталей гребного винта.
Цель изобретения - повышение надежности изделия.
Указанная цель достигается тем, что собирают части ступицы с зазорами и заполняют последний металлом в процессе сварки на всю длину сту-.
пицы. Кроме того, сектора с лопастями сваривают между собой снаружи не на всю глубину стыкуемых поверхностей, а при заполнении упомянутого зазора металлом проваривают стыки секторов на всю глубину. Кроме того, секторы с лопастями и втулку . сваривгиот по всем стыкуемым поверхностям одновременно.
10
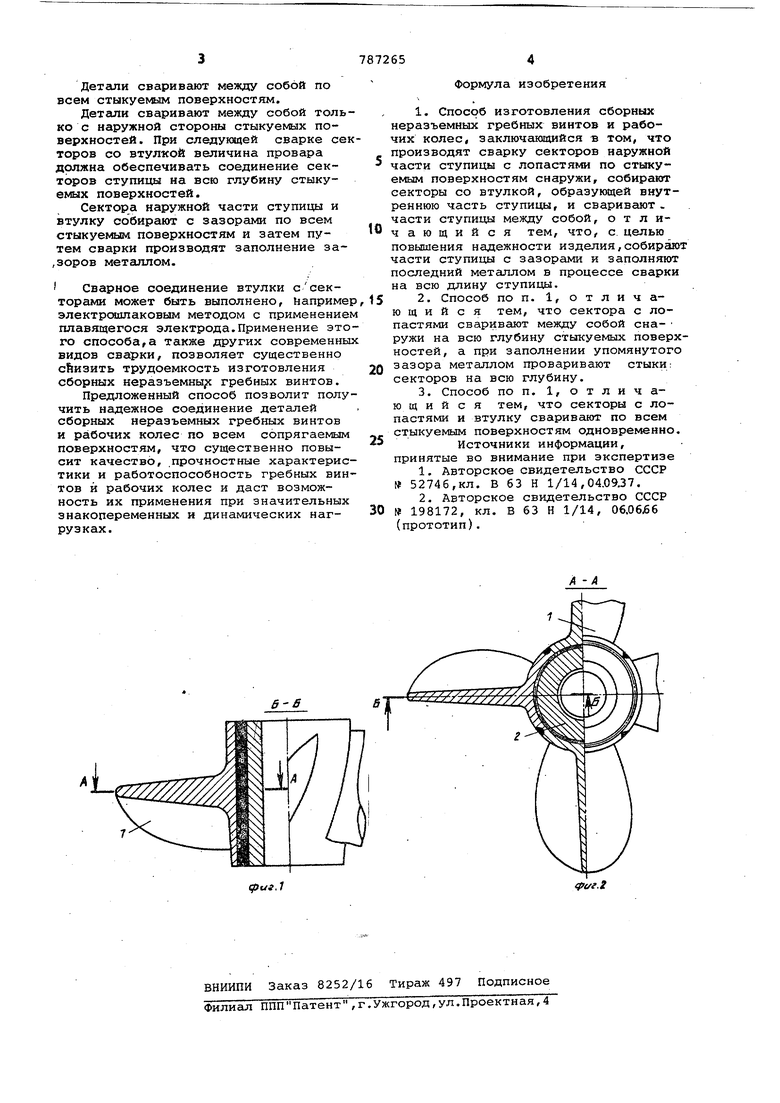
На фиг. 1 показан гребной винт, разрез; на фиг, 2 - разрез А-А на фиг. 1.,
Детали сборного гребного винта,
15 представляющие собой лопасти с секторами наружной части ступицы, и втулка, являющаяся внутренней частью ступицы, соединяются между собой сваркой по всем coпpягae ым поверхностям. Для этого сначала собирают лопасти с секторами ступицы 1 и внутрь образовавшейся полости помещают втулку 2 с заэором, обеспечивающим возможность сварки деталей по
25 всей сопрягаемой поверхности, и по замкнутому контуру выполняют сварку на всю длину ступицы 1. Предварительную сборку секторов наружной части ступицы выполняют следующим способом. Детали сваривают между собой по всем стыкуеквдм поверхностям. Детали сваривают между собой толь ко с наружной стороны стыкуемых поверхностей. При следукадей сварке се торов со втулкой величина провара должна обеспечивать соединение секторов ступицы на всю глубину стыкуемых поверхностей. Сектора наружной части ступицы и втулку собирают с зазорами по всем стыкуемым поверхностям и затем путем сварки производят заполнение за,зоров металлом. Сварное соединение втулки ссекторами может быть выполнено, Наприме электрсжолаковым методом с применени плавящегося электрода.Применение эт го способа,а также других современн видов сварки, позволяет существенно с&изить трудоемкость изготовления сборных неразъемны; гребных винтов. Предложенный способ позволит полу чить надежное соединение деталей сборных неразъемных гребных винтов и рабочих колес по всем сопрягаемым поверхностям, что существенно повысит качество, прочностные характерис тики и работоспособность гребных вин тов и рабочих колес и даст возможность их применения при значительных знакопеременных и динамических нагрузках. Формула изобретения 1.Способ изготовления сборных неразъемных гребных винтов и рабочих колес, заключающийся ъ том, что производят сварку секторов наружной части ступицы с лопастями по стыкуемым поверхностям снаружи, собирают секторы со втулкой, образующей внутреннюю часть ступицы, и сваривают . части ступицы между собой, отличающийся тем, что, с. целью повышения надежности изделия,собирают части ступицы с зазорами и заполняют последний металлом в процессе сварки на всю длину ступицы. 2.Способ по п. 1, отличающийся тем, что сектора с лопастями сваривают между собой сна- ружи на всю глубину стыкуемых поверхностей, а при заполнении упомянутого зазора металлом проваривают стыки: секторов на всю глубину. 3.Способ по п. 1, отличающийся тем, что секторы с лопастями и втулку сваривают по всем стыкуемым поверхностям одновременно. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 52746,кл. В 63 Н 1/14,04.09.37. 2.Авторское свидетельство СССР № 198172, кл. В 63 Н 1/14, 06,06j66 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРЕБНОГО ВИНТА | 1967 |
|
SU198172A1 |
| ПУСТОТЕЛАЯ ЛОПАСТЬ СУДОВОГО ГРЕБНОГО ВИНТА | 2008 |
|
RU2368534C1 |
| УЗЕЛ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2011 |
|
RU2471110C1 |
| ГРЕБНОЙ ВИНТ ВИНТО-РУЛЕВОЙ КОЛОНКИ ВОДНОГО СУДНА И ВИНТО-РУЛЕВАЯ КОЛОНКА С УКАЗАННЫМ ГРЕБНЫМ ВИНТОМ | 2019 |
|
RU2708696C1 |
| Способ изготовления и лопасть ветрового колеса из композиционных материалов | 2023 |
|
RU2803153C1 |
| СТУПЕНЬ ЦЕНТРОБЕЖНОГО СКВАЖИННОГО МНОГОСТУПЕНЧАТОГО НАСОСА (ВАРИАНТЫ) | 2009 |
|
RU2421634C1 |
| Способ создания заготовки гребного винта | 2019 |
|
RU2715404C1 |
| Способ подводной сварки с односторонним формированием шва | 1983 |
|
SU1140924A1 |
| СУДНО И СПОСОБ, ПРИМЕНЯЕМЫЙ В СУДНЕ С КОРПУСОМ И ДВИГАТЕЛЬНОЙ УСТАНОВКОЙ | 2016 |
|
RU2674384C1 |
| Наружный центратор | 2019 |
|
RU2710705C1 |
