Изобретение относится к области сварки, в частности, к вспомогательному оборудованию - устройствам, предназначенным для обеспечения центрирования торцов цилиндрических тел вращения при сварке.
Известен наружный центратор, состоящий из секторов с приводными центрирующими кулачками и фиксирующими секторы клиновыми механизмами, каждый из которых выполнен в виде выступов, расположенных в зоне стыка секторов и контактирующих с ответными наклонными поверхностями на стягивающей раме. На выступах размещены подвижные опоры с лысками, по которым осуществляется контакт с ответными наклонными поверхностями на рамке (патент РФ №2102213, МПК В23К 37/053, опубл. 20.01.1998).
Общими признаками аналога и заявленной конструкции наружного центратора являются:
- конструкция выполнена в виде двух соединенных по концам полуколец;
- в зоне стыка полуколец расположены фиксирующие механизмы.
Недостатками известного наружного центратора являются:
- конструкция центратора не обеспечивает равномерное поджатие кромок по всей длине стыка, так как поджатие осуществляется по малой площади соприкосновения с поверхностью стыкуемых деталей под сварку, а именно, - по упорной поверхности приводных кулачков, приводимых в действие от индивидуальных приводных механизмов;
- не обеспечивает подачу защитного газа в зону сварки, нет защиты от окисления сварного шва, что отрицательно влияет на качество сварных швов;
- конструкция центратора сложная, состоит из множества сборочных единиц.
Известна полезная модель №124208, МПК В23К 37/053, опубл. 20.01.2013 на наружный центратор, который состоит из двух полуколец с упорами, первые концы каждого полукольца соединены осью, вторые концы каждого полукольца соединены серьгой домкрата, закрепленного на первом полукольце, через крюк, установленный на втором конце второго полукольца, каждое полукольцо выполнено в виде одного плоского кольцевого сегмента, к каждому плоскому кольцевому сегменту приварены центрирующие упоры, каждый из которых выполнен из двух элементов, расположенных симметрично друг от друга на противолежащих сторонах плоского кольцевого сегмента.
Общими признаками прототипа и заявленной конструкции центратора являются:
- конструкция выполнена в виде двух соединенных по концам полуколец с упорной поверхностью;
- каждое полукольцо выполнено в виде одного плоского сегмента;
- первые концы каждого полукольца соединены между собой;
- вторые концы каждого полукольца закреплены зажимным механизмом.
Недостатками известного наружного центратора являются: Конструкция центратора не обеспечивает равномерного поджатия кромок по всей длине стыка деталей, а также подачу защитного газа при сварке изнутри. Это обусловлено тем, что первые концы каждого полукольца соединены жестко - осью, а поджатие полуколец центратора осуществляют посредством зажимного механизма - серьга-крюк, установленного на вторых концах полуколец. Поджатие полуколец центратора осуществляется не по всему периметру стыкуемых деталей, а только в местах установки центрирующих упоров полуколец, что не обеспечивает равномерное распределение усилия поджатия, и как следствие, точность центрирования стыкуемых торцов деталей под сварку, возможно местное смещение кромок деталей. К недостаткам известного центратора относится также его ограниченные технологические возможности - отсутствие возможности подачи защитного газа на наружные поверхности стыкуемых деталей при сварке изнутри. Отсутствие возможности визуального наблюдения за точностью центрирования стыкуемых кромок деталей, а также за проплавом сварного шва при сварке изнутри.
Все это в совокупности приводит к снижению качества сварки.
Задачей изобретения является создание конструкции центратора наружного с расширенными технологическими возможностями, обеспечивающего повышение точности центрирования деталей за счет увеличение площади его контакта с поверхностью стыкуемых деталей под сварку, повышение качества сварки.
При решении поставленной задачи достигается следующий технический результат:
- повышение точности центрирования деталей под сварку;
- повышение качества сварки;
- возможность ведения сварки, как снаружи, так и изнутри свариваемых деталей;
- возможность подачи защитного газа в зону сварки;
- осуществление визуального наблюдения за точностью центрирования
деталей под сварку, а также непосредственно за процессом сварки;
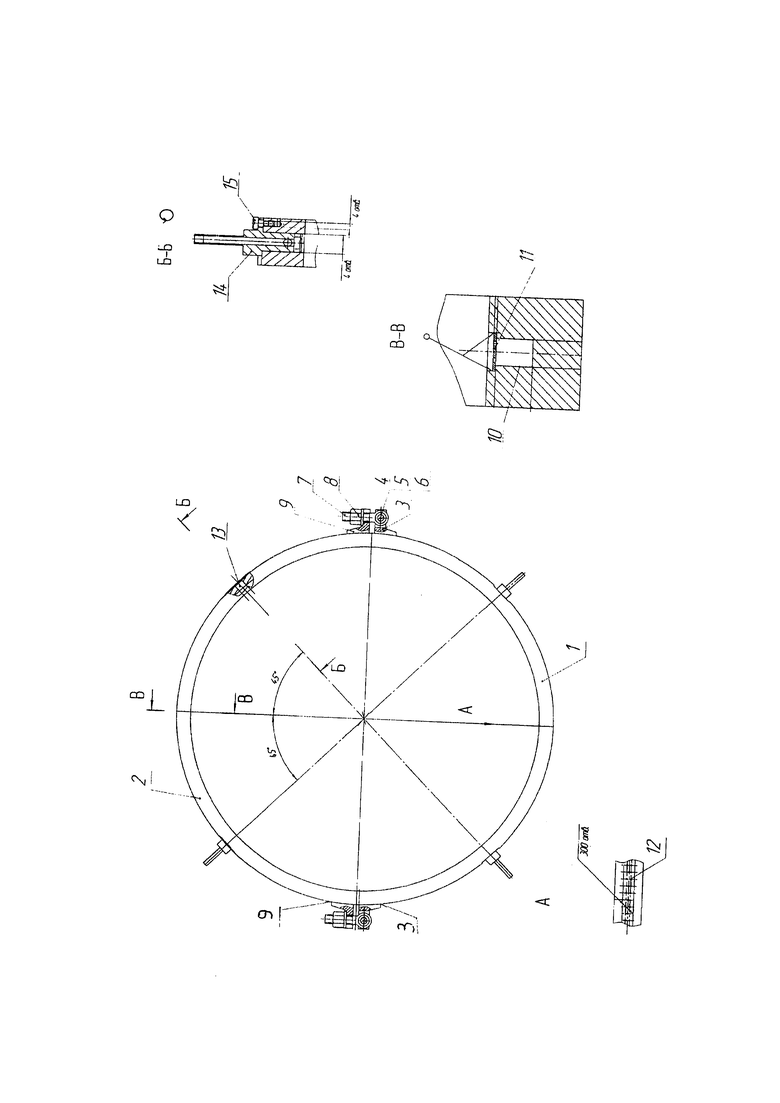
На рисунке представлен общий вид наружного центратора.
Поставленная задача с достижением технического результата решается тем, что в известном наружном центраторе, содержащем два соединенных между собой по концам полукольца с упорной поверхностью, каждое полукольцо выполнено в виде одного плоского кольцевого сегмента, вторые концы каждого полукольца соединены фиксирующим устройством. Согласно изобретению первые концы каждого полукольца также соединены посредством фиксирующего устройства, имеющего возможность регулирования усилия прижатия полуколец к поверхности стыкуемых деталей, на внутренней поверхности центратора посередине его ширины выполнен кольцевой паз, перекрытый перфорированным распределителем защитного газа, посередине ширины кольцевого паза выполнены с равным шагом относительно друг друга, по крайней мере, 4 радиальные сквозные отверстия, заглушенные съемными элементами с фиксацией, предназначенные для визуального наблюдения за точностью стыковки кромок деталей под сварку, для подачи защитного газа в зону сварки и осуществления визуального наблюдения за наличием проплава при сварке деталей изнутри, а упорной поверхностью является непосредственно внутренняя поверхность полуколец.
Заявленный в качестве изобретения наружный центратор состоит из двух соединенных между собой по концам полуколец 1,2, каждое из которых выполнено в виде одного плоского кольцевого сегмента. Первые и вторые концы полуколец 1,2 соединены посредством фиксирующего устройства, имеющего возможность регулирования усилия их прижатия к поверхности стыкуемых деталей. Фиксирующее устройство конструктивно может быть выполнено следующим образом: На концах полукольца 1 приварены проушины 3. На каждой проушине 3 закреплено регулируемое захватывающее устройство, состоящее из оси 4, шайбы 5, шплинтов 6. На осях 4 одеты болты 7 с гайками 8. На концах полукольца 2 приварены вилки 9. Центрирование стыкуемых кромок деталей осуществляют путем установки болтов 7 в вилки 9 с последующим поджимом гайками 8. На внутренней поверхности центратора посередине его ширины выполнен кольцевой паз 10, для наполнения его защитным газом с целью защиты расплавленного металла сварного шва от окисления при сварке. Паз 10 закрыт распределителем защитного газа. Распределитель представляет собой плоскую пластину 11 с открытыми на ней по всему контуру отверстиями 12. Распределитель предназначен для равномерного распределения защитного газа в зоне сварного шва. Посередине ширины кольцевого паза 10 выполнены с равным шагом относительно друг друга, по крайней мере, 4 сквозные радиальные отверстия 13, заглушенные съемными втулками 14, зафиксированными винтами 15. Отверстия 13 предназначены для визуального наблюдения за точностью стыковки кромок деталей под сварку (контроль зазора и смещения кромок), а также для равномерной подачи защитного газа в паз 10 и, соответственно, в зону сварки свариваемых изделий, для визуального контроля наличия проплава при сварке. Выполнение по ширине кольцевого паза 10 отверстий в количестве, как минимум, 4 с равным шагом относительно друг друга определено исходя из условия обеспечения равномерного распределения газа в пазу 10. На втулки 14 при подготовке работы под сварку деталей одевают резиновые шланги для подачи защитного газа в зону сварки.
Работа с центратором осуществляется следующим образом.
На собранные детали сверху по центру стыка устанавливают полукольцо 2 с вилками 9 на каждом конце. Снизу на собранные детали устанавливают второе полукольцо 1 с проушинами 3 на каждом конце, при этом болты 7 с гайками 8 устанавливают и фиксируют в вилках 9 полукольца 2. С помощью гаечного ключа равномерно с каждой стороны затягивают гайки 7, регулируя усилие поджатия центратора к поверхности стыкуемых деталей до их центрирования. При этом упорной поверхностью является непосредственно внутренняя поверхность полуколец 1,2 за счет чего увеличивается площадь контакта упорной поверхности (внутренней поверхности центратора) с поверхностью стыкуемых деталей под сварку и, как следствие, при поджатии полуколец 1,2 усилия поджатия распределяются равномерно по всему периметру стыка деталей, что повышает точность их центрирования. Выполняют проверку центрирования торцов деталей через радиальные сквозные отверстия 13 в четырех зонах. Далее устанавливают подачу защитного газа в паз 10, для этого в отверстия 13 устанавливают втулки 14, фиксируют их винтами 15 и устанавливают на трубки втулок 14 резиновые шланги для подачи защитного газа, при этом защитный газ проходит через отверстия 13, распределитель - перфорированную пластину 11 с отверстиями 12, обеспечивающую равномерное распределение защитного газа в зоне сварки.
В процессе сварки изнутри осуществляют визуальное наблюдение снаружи за наличием проплава шва, для этого временно отсоединяют втулку 14 из сквозного отверстия 13.
Наружный центратор по сравнению с прототипом обеспечивает расширение технологических возможностей, повышение точности центрирования деталей под сварку, повышение качества сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| Способ сборки узла врезки и центратор | 2019 |
|
RU2725944C1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБОПРОВОДОВ | 1995 |
|
RU2096154C1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| СОЕДИНЕНИЕ ТРУБОПРОВОДОВ | 2012 |
|
RU2488733C1 |
| Способ электронно-лучевой сварки закрытых сферических и цилиндрических сосудов и защитное приспособление для его реализации | 2020 |
|
RU2733964C1 |
| Центратор для сборки и сварки труб | 1977 |
|
SU683874A1 |
| ИНСТРУМЕНТ ДЛЯ СПУСКА ТРУБ В СКВАЖИНУ | 2009 |
|
RU2391486C1 |
Изобретение может быть использовано для центрирования при сварке торцов деталей в виде цилиндрических тел вращения. Наружный центратор содержит два соединенных между собой по концам полукольца с упорной поверхностью, каждое из которых выполнено в виде одного плоского кольцевого сегмента. Упорной поверхностью является непосредственно внутренняя поверхность полуколец центратора. Первые и вторые концы каждого полукольца соединены фиксирующим устройством, имеющим возможность регулирования усилия прижатия полуколец к поверхности стыкуемых деталей. На внутренней поверхности центратора посередине его ширины выполнен кольцевой паз для заполнения его защитным газом, перекрытый перфорированным распределителем. Посередине паза выполнены с равным шагом относительно друг друга по крайней мере четыре радиальных сквозных отверстия, заглушенных съемными элементами с фиксацией. Отверстия предназначены для визуального наблюдения за точностью стыковки кромок деталей под сварку, для подачи защитного газа в зону сварки и для осуществления визуального наблюдения за наличием проплавления при сварке деталей изнутри. Технический результат заключается в расширении технологических возможностей, повышении точности центрирования деталей под сварку и качества сварки. 1 ил.
Наружный центратор цилиндрических деталей при их сварке в защитных газах, содержащий два соединенных между собой по концам полукольца с упорной поверхностью, причем каждое полукольцо выполнено в виде одного плоского кольцевого сегмента, а вторые концы каждого полукольца соединены фиксирующим устройством, отличающийся тем, что первые концы каждого полукольца также соединены посредством фиксирующего устройства, имеющего возможность регулирования усилия прижатия полуколец к поверхности стыкуемых деталей, при этом на внутренней поверхности центратора посередине его ширины выполнен кольцевой паз для заполнения его защитным газом, перекрытый перфорированным распределителем, а посередине кольцевого паза выполнены с равным шагом относительно друг друга по крайней мере четыре радиальных сквозных отверстия, заглушенных съемными элементами с их фиксацией и предназначенные для визуального наблюдения за точностью стыковки кромок деталей под сварку, для подачи через них защитного газа в зону сварки и для осуществления визуального наблюдения за проплавлением при сварке деталей изнутри, причем упорной поверхностью упомянутых полуколец является их внутренняя поверхность.
| Электронное запоминающее устройство | 1959 |
|
SU124208A1 |
| 0 |
|
SU140080A1 | |
| RU 66257 U1, 10.09.2007 | |||
| Наружный центратор для сборки труб под сварку | 1974 |
|
SU612766A1 |
| GB 1428118 A, 17.03.1976. | |||

