(54) УСТАНОВКА ДЛЯ НАГРЕВА КОЛЕЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ транспортирования кольцевых изделий при индукционном нагреве | 1978 |
|
SU855011A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| Автоматическое устройство для термообработки изделий | 1991 |
|
SU1825380A3 |
| Установка для индукционного нагреваиздЕлий | 1979 |
|
SU836136A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ЗАГОТОВОК | 1990 |
|
RU2024625C1 |
| Устройство для индукционного нагрева заготовок | 1976 |
|
SU551382A1 |
| Установка для индукционного нагрева изделий | 1980 |
|
SU950781A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛЕНИЯ АРМАТУРЫ ОТ РЕЗИНОМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2037417C1 |
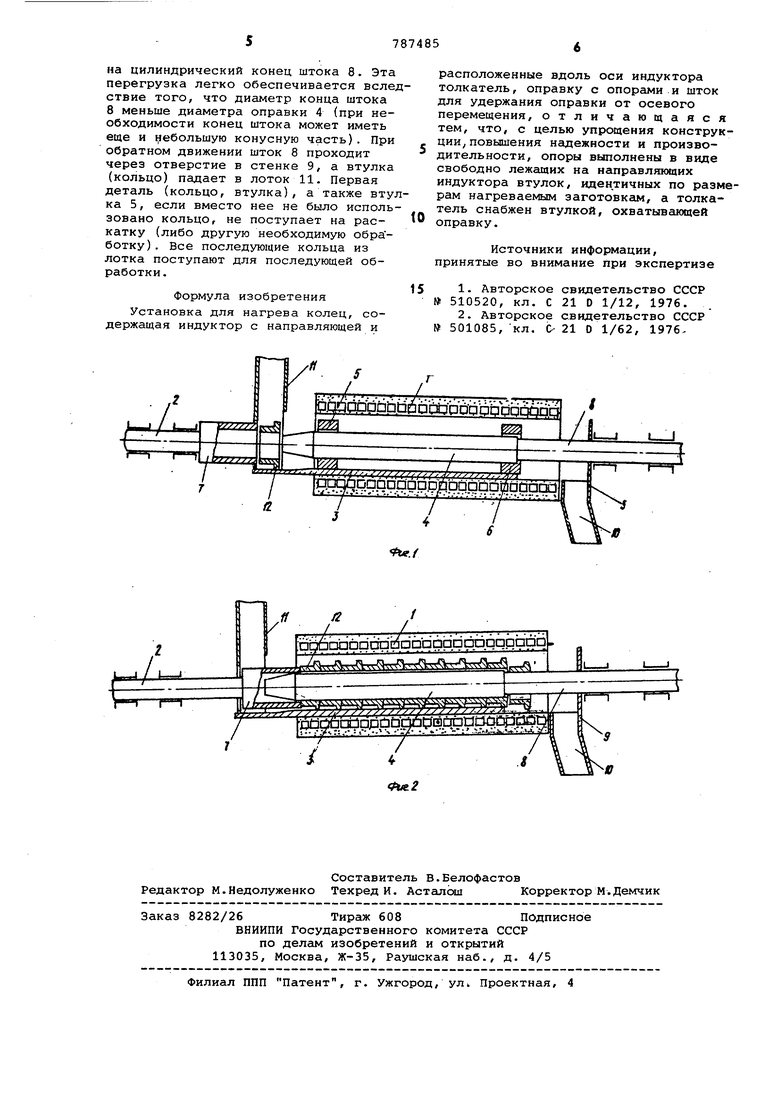
Изобретение относится к индукцион ному нагреву и может быть использова но для нагрева заготовок перед пластической деформацией или термообрабо кой. Известна индукционная установка для нагрева мерных заготовок колец подшипников, содержащая горизонтально расположенный индуктор с направляющей, толкатель с подпружиненным штоком и баластными пластинами. В этой установке нагреваемые кольца устанавливаются соосно в горизонталь но расположенном индукторе и проталкивгиотся через него. Установка обеспечивает быстрый и равномерный нагре изделий l3 . Недостатком данной установки явля ется то, что в ней не может быть обработан целый ряд изделий, в частности заготовок колец подшипников (для раскатки-в машине до чнужного размера), имеющих фигурный нецилиндрический профиль, например внутренни колец роликоподшипников. Вследствие того, что центр тяжести таких колец смещен и не располагается над внешне опорной цилиндрической поверхностью, они не могут располагаться соосно индуктору и опрокидываются, что депает невозможным их транспортирование через цилиндрический индуктор. Известна также установка для нагрева заготовок, включающая индуктор и расположенные вдоль оси его толкатель, оправкус опорами и штоки для удержания оправки от осевого перемещения Г27 . Недостаток известной конструкции установки заключается в ее сложности, ненсщежности в работе вследствие деформации оправки и низкая производительность из-за расположения нагреваемых заготовок с промежутками между ними. Цель изобретения - упрощение конструкции и повышение прдизводительности процесса обработки заготовок колец с :разнообразнымнаружньпл профилем. Поставленная цель достигается тем,что в известной установке опоры выполнены в виде свободно лежащих на направляющих индуктора втулок, идентичных по размера - нагреваемым заготовкам, а толкатель снабжен втулкой, охватывающей оправку. На фиг. 1 показана установка перед началом работы, продольны гупэрез; на фиг. 2 - установка в процессе работы, продольный разрез.
Установка состоит из цилиндрического индуктора 1, расположенного горизонтально, и толкателя 2, проталкивающего кольца через индуктор на заданную величину, направляющей 3, на которую опираются своей поверхность в месте максимального диаметра кольца и по которой они передвигаются. В индукторе размещается цилиндрическая оправка 4. Положение ее по сечению ин дуктора в начале работы определяется посредством втулок 5 и б, установленных на входе и выходе индуктора. Для проталкивания заготовок колец вдоль оправки 4 в индукторе 1 толкатель 2 снабжен втулкой 7, охватывающей оправку 4. Вместо втулки 7 может быть использовано другое устройство, охватывающее оправку, например две щеки (на чертеже не указаны), внутренний и наружный диаметр втулок 5 и б соответственно равны внутреннему и максимальному наружному диаметру обрабатываемого кольца либо незначительно отличаются.от них. В процессе работы установки оправка 4 удерживается в определенном положении по сечению индуктора самими нагреваемыми кольцами. Эти же кольца могут быть использованы вместо втулок 5 и б и в начале работы. Диаметр -оправки 4 (d ) может быть несколько меньше внутреннего диаметра нагреваемого кольца (d поэтому кольца, будучи насаженными на оправку, удерживаются на ней в определенном положении, не могут опрокидываться и, в крайнем случае, могут лишь развернуться на небольшой угол
(}- ,
где h - толщина кольца , Многие типы колец могут прижимать к направляющей 3 вес оправки 4, фиксируя их в определенном положении и исключая опрокидывание. Для этих коле внутренний диаметр d может быть значительно больше наружного диаметра оправки d (d 77 Д обеспечения насаживания обрабатываемого кольц на оправку 4 последняя на входе в индуктор имеет конический конец. Направляющая 3 состоит из нескольких участков. На входе в индуктор у начала оправки 4 участок горизонтальный, причем уровень его таков, что установленное на него кольцо свободно одевается на оправку, например, располагается соосно оправке., затем следует наклонный участок - подъем на высоту зазора, который при соосном расположении кольца и оправки
.-dn .
равен
1
В индукторе горизонтальный участок напра:вляющих более высокого уровня. В некоторых случаях направляющая 3 может не иметь подъемов, а быть плоской (в направлении движения изделий). Подъем изделий до необходимого уровня в этом случае выполняет конический конец оправки 4. На выходном конце установки направляющая 3 и оправка 4 заканчиваются раньше, чем индуктор, что исключает подстуживание выгружаемых изделий. Роль транспортера, быстро выносящего изделия из индуктора, на оставшемся участке индуктора выполняет шток 8, снабженный приводом перемещения. Шток 8 одновременно служит для удерживания оправки 4 от перемещения в осевом направлении при проталкивании изделий вдоль индуктора. Конец штока 8 имеет диаметр, меньший диаметра оправки 4. Торец штока 8 всегда располагается в пределах торца оправки 4. Шток 8 проходит через отверстие в стенке 9 лотка 10. Стенка 9 служит для сброса кольца с конца штока 8 в лоток 10, откуда кольцо поступает к раскаточной машине. Подача колец к индуктору производится через лоток 11.
Установка работает следующим образом.
В индуктор 1 устанавливаются втулки 5 и 6 и оправка 4. Втулки касаются направляющей по двум образующим, поэтому положение их в индукторе вполне определенно. Шток 8 движется до упора в торец оправки 4. Кольцо 12 по лотку 11 поступает на направляющую
3в промежуток между втулкой 7 толкателя и коническим концом оправки 4. Толкатель 2 толКает кольцо 12. Конический конец оправки обеспечивает нанизывание кольца на нее даже в случае не совсем точной установки кольца. Опираясь на направляющую 3 поверхностью в месте своего максимально большого диаметра снизу и на оправку
4отверстием (если кольцо склонно к опрокидыванию), кольцо проходит участок нижнего уровня направляющей 3, поднимается на наклонном участке и входит в индуктор на участке верхнего уровня направляющей 3, где кольца опираются на направляющую, а оправка на кольца, взаимно определяя положение друг друга. Втулка 7 толкателя, перемещаясь вдоль оправки 4, обеспечивает возможность проталкивания изделий на любую величину и возможность их поштучной выгрузки. Затем втулка 7 и шток 8 отходят в исходное положение. Новые кольца поступают на загрузку. До полного заполнения индуктора кольцами разгрузка не производится. По мере передвижения колец вдоль индуктора они нагреваются. В индукторе кольца и оправка служат для взаимного удержания друг друга. После заполнения индуктора кольцами начинается выгрузка нагретых изделий из него. При проталкивании очерёдного кольца втулка 6 либо установленное вместо нее кольцо 12 поступают с оправки на цилиндрический конец штока 8. Эта перегрузка легко обеспечивается всле ствие того, что диаметр конца штока 8 меньше диаметра оправки 4 (при необходимости конец штока может иметь еще и ебольшую конусную часть) . При обратном движении шток 8 проходит через отверстие в стенке 9, а втулка (кольцо) падает в лоток 11. Первая деталь (кольцо, втулка), а также вту ка 5, если вместо нее не было исполь зовано кольцо, не поступает на раскатку (либо другую необходимую обработку). Все последующие кольца из лотка поступают для последующей обработки. Формула изобретения Установка для нагрева колец, содержащая индуктор с направляющей и рМШРйЬййоШрдро58о а ШопапайпШйбйййшййзай /L ..-. /..-.-.: -. -.-.Т.-.;- V расположенные вдоль оси индуктора толкатель, оправку с опорами и шток для удержания оправки от осевого перемещения, отличающаяся тем, что, с целью упрощения конструкции повышения надежности и производительности, опоры выполнены в виде свободно лежащих на направляющих индуктора втулок, иден.тичных по размерам нагреваемым заготовкам, а толкатель снабжен втулкой, охватывающей оправку. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 510520, кл. С 21 D 1/12, 1976. 2.Авторское свидетельство СССР 501085, кл. t- 21 О 1/62, 1976.
