(54) yCTAHQsBKA ДЛЯ ИНДУКЦИОННОГО НАГРЕВА
ИЗДЕЛИЙ


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для индукционного нагрева | 1979 |
|
SU846574A1 |
| Индукционная нагревательная установка | 1979 |
|
SU855012A1 |
| Индукционная нагревательная установка | 1979 |
|
SU855013A1 |
| Нагревательная установка | 1981 |
|
SU998536A1 |
| Установка для индукционного нагрева изделий | 1976 |
|
SU659634A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Индукционная установка для нагрева порошковых заготовок | 1982 |
|
SU1091999A1 |
| Устройство для индукционного нагрева заготовок | 1976 |
|
SU551382A1 |
| Установка для закалки трубчатых заго-TOBOK | 1979 |
|
SU850685A1 |
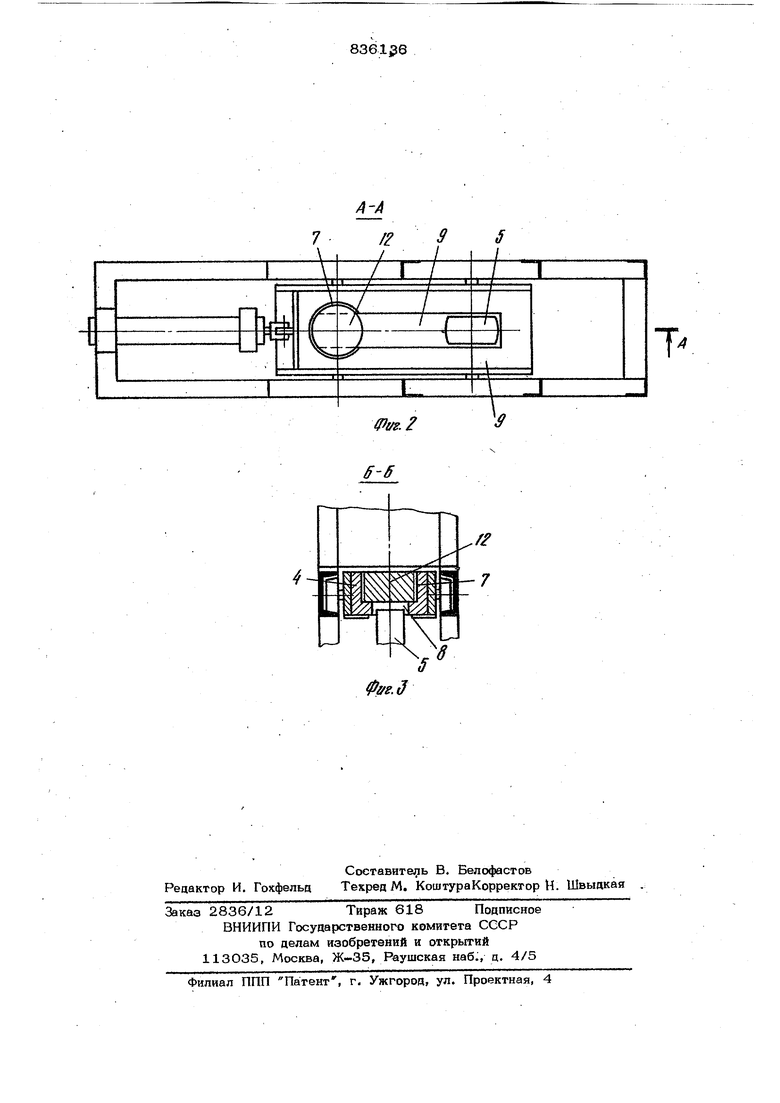
Изобретение относится к установкам для индукционного нагрева металла и прец назначается для использования в технологических процессах требующих на грева заготовок (изделий) при термообработке, а также перец пластической деформацией. Известна установка непрерывного действия с вертикально расположенным индуктором. Эта установка снабжена подъем ным столом, обеспечивающим транспортирование изделий через вертикальный ин- цуктор, поворотными упорами, обеспечивающими удержание столба изделий в индукторе, толкателем для перемещения изделий по направляющим, расположенным под индуктором, к подъемному столу i Недостаток этой установки заключается в том, что на ней может быть обработан лищь очень ограниченный круг изделий, в частности цилиндрические изделия с уступом определенной величины, которые можно попеременно удерживать в индукторе за разные плоскости (нижнюю и плоскость уступа). Вместе с тем целый ряд изделий требующих нагрева, в них не может быть обработан, в частности все изделия без уступа, например цилиндрические кольца диаметра, кольца в форме многоугольявка (заготовки тяжелых колец подшипников качения), любые диски, плиты и т. в. Известна также установка для обработки изделий, включающая загрузочное устройство, состоящее из подъемного толкателя и питателя с гнездом и перерезающим его пазом, предназначенным, для отвода питателя при поднятом толкателе 12}. Недостаток этой установки заключается в невозможности обеспечить вертикальный набор изделий в столб без резквк ударов, так как имеющееся гнездо в питателе не позволяет при загрузке нового изделия поддерживать имеющийся столб изделий верхней плоскостью питателя, в для его удержания необходимо применить подвижные упоры. Каждая загрузка изделия при использовании упоров сопро- вождается резкими ударами (падением всего столба изделий на новую загружае мую цегаль) при прааче столба с упоров на подъемный толкатель, что снижает нацежносгь установки в работе при обработ ке тяжеловесных изделий. Цель изобретения - повышение надежности установки в работе за счет исключения ударов при загрузке изделий. Поставленная цель достигается тем, что боковая поверхность гнезда питателя выполнена замкнутой. Изобретение поясняется чертежами, где на фиг. 1 показана предлагаемая установка, продольный разрез, на фкг. 2 разрез А-А фиг. 1, на фиг. 3 - разрез Б-Б фнг. 1. Установка состоит из вертикального многрвиткового индуктора 1, обеспечивающего нагрев изделий, например крупных заготовок колец шарико- и роликоподшип НИКОВ, направляющих 2, защищающих индуктор от ударов и частично воспринимаю щих нагрузки при перемещении изделий, направляющей 3, по крторой перемещаетс питатель 4, подъемного стола 5, обеспечивающего перемещение изделий в индукторе, и механизма сброса 6 обрабатыва бмых изделий. Питатель 4 имеет гнездо 7, .в которое загружается подлежащее нагреву изделие, и сквозной паз 8, рас- положенный вдоль оси питателя. Гнездо 7 выполнено таким образом, что изделие помещается в него целиком, и уровень верхней плоскости изделий совпадает или находится несколько ниже, чем уровень внешней поверхности 9 питателя, на которой располагаются изделия, находящиеся в индукторе. Наружные контуры гнезда фиксируют изделие от значительног;о перемещения в горизонтальной плоскости Паз 8 перерезает гнездо 7 и имеет такую длину, что находящийся в нем сто не препятствует перемещению питателя из позиции загрузки, где изделие помещается в. гнездо, в позицию нагрева (по индуктор) и обратно. Паз имеет ширину, меньшую, чем соответствующий размер гнезда, но большую, чем соответствующи размер подъёмного стола. Это позволяет надежно удерживать изделие в гнезде и на внешней поверхности 9 питателя, а также на поднятом столе при перемещении питателя. Перемещение каретки по направляю- щей 3 обеспечивается приводом 10. Над индуктором помещается место выгрузки изделий, например площадка 11, лоток или транспортер, на которые производят талкивание нагретых изделий механизм сброса. Установка работает в следующей последовательности. Подлежащее нагреву изделие 12 загружается в гнездо 7 питателя 4. Посредством привода 10 питатель вместе с изделием перемешается в сторону индуктора. В крайнем положении питателя изде-. лие располагается под индуктором строго по его оси. Стол 5 проходит через паз 8 питатеЛ51 и поднимает изделие до тех пор, пока верхняя плоскость стола не поднимается выше уровня верхней плоскости 9 питателя 4, освобождая ее. Питатель движется в обратном направлении и занимает исходное положение. При этом гнездо 7 оказывается в позиции загрузки. Стол 5 опускается в исходное положение, изделие движется вместе со столом, пока не упрется в поверхность 9 питателя. Стол 5 движется дальше, а изделие остается лежать на поверхности 9, опираясь на нее по краям паза. Новое изделие загружается в гнездо 7. Питатель 4 движется в сторону индуктора. Верхняя поверхность 9 его при этом скользит по нижней поверхности ранее .загруженного изделия, которое от смещения удерживается направляющей 2. В крайнем положении питателя новое изделие располагается под ранее загруженным. Стол 5 поднимается на ту же высоту, что и ранее, перемещая при этом два изделия. Верхняя плоскость стола при этом окажется выше верхнейплоскости питателя. Питатель движется в обратном направлении, стол опускается в исходное- положение. В индукторе оказывается столб из двух Изделий, опирающихся на каретку. Цикл повторяется. Происходит наполнение индуктора изделиями и одновременно последовательное перемеще ние изделий вдоль оси индуктора. При большой длине (большом ходе) питателя движение его в сторону индуктора может происходить в два этапа. Сначала питатель движется при поднятом столе с изделиями (без трения изделий о верхнюю плоскость питателя), затем стол опускается, и питатель перемещается на величину, равную размеру изделия в направлении перемещения питателя. В процессе перемещения через индуктор изделия нагреваются. По выходе из индуктора температура изделия соответствует заданной. При очерепной загрузке изделия и подъеме всего стола изделий, расположенных в индукторе, верхнее иоделие оказывается поднятым выше уровня пло щадки 11 и сталкивается на нее механ мом сброса. Далее изделие поступает для последующей обработки, например раскатки. Цикл повторяется. При каждо загрузке холодного изделия происходит выдача нагретого до заданной температ ры изделия. ормула изобретени Установка дйя индукционного на.грева изделий, содержащая вертикальный мно6говалковый индуктор, расположенный под ним подъемный стол и питатель с гнездом для размещения изделия я пазом, перемешающим гнездо для прохода стола при отводе питателя, о т л и ч а ю щ а я с я тем, что, с целью повышения надежности ее в работе, боковая поверхность гнезда питателя выполнена зам« кнутой. Источники информации, принятые во внимание при экспертизе 1,Лозинский М, Г. Промыитенное применение индукционного нагрева. АН СССР, 1958, с. 453, фиг. 356. 2.Заявка Японии Ns 51 - 18379, кл. В 23 К 11/00, 1976.
fc/
