(54) СПОСОБ ТРАНСПОРтаРОВАНИЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ПРИ ИНДУКЦИОННОМ НАГРЕВЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нагрева колец | 1978 |
|
SU787485A1 |
| Установка для индукционного нагреваиздЕлий | 1979 |
|
SU836136A1 |
| Индукционная нагревательная установка | 1979 |
|
SU855013A1 |
| Индукционная нагревательная установка | 1979 |
|
SU855012A1 |
| Установка для индукционного нагрева | 1979 |
|
SU846574A1 |
| Устройство для индукционногоНАгРЕВА цилиНдРичЕСКиХ фЕРРО-МАгНиТНыХ зАгОТОВОК | 1979 |
|
SU840144A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| Устройство для индукционного нагрева заготовок | 1976 |
|
SU551382A1 |
| Индукционная установка для нагрева порошковых заготовок | 1982 |
|
SU1091999A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
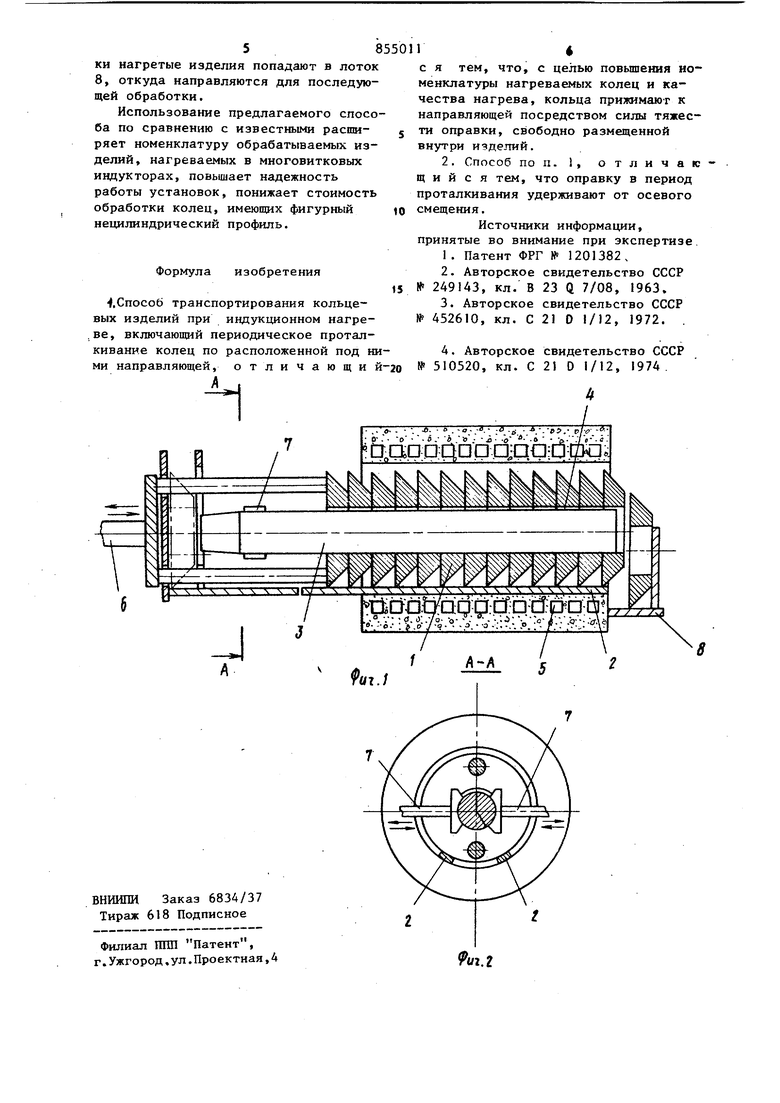
Изобретение относится к области индукционного нагрева и предназначено для транспортирования с поштучн зйгрузкой-выгрузкой кольцевых изделий, в особенности с иецилиндричесКИМ (коническим, фигурным) внешним профилем, например внутренних колец конических роликов подшипников в индукционных установках, обеспечиваю пщх их нагрев перед пластической деформацией, те1я 1ообработкой и т.д. Известен способ транспортиров аю1Я изделий через индуктор посредстве цепного конвейера, проходящего через индуктирующую катушку по ее оси, позволяющий перемещать через индукто и нагревать кольцевые изделия с разнообразной конфигурацией внешней поверхности (изделия при этом лежат на транспортирукхцем органе) р J. Однако установки, реализующие способ, имеют значительную длину и занимают значительную производственную площадь, отличаются низким КПД не обеспечивают равномерный нагрев изделий и имеют недостаточную надежность, вследствие частого выхода нз строя конвейера. Известен способ транспортирования кольцевых изделий через нагревательное устройство, при котором изделия транспортируются по направлякнцей, проходящей через них, удерживаемой посредством двух захватов, поочередно раскрывающихся для пропуска изделий, позволяющий транспортировать через индуктор изделия с любым внешним профилем, использовать при реализации способа экономичные установки, занимающие малые производственные площади 2.. . Недостатком способа является невозможность его использования при транспортировании ряда изделий, особенно тяжеловесных, нагреваемых до высоких температур и транспортируемых в горизонтальной плоскости. Вследствие нагрухенности направляющей и 38 явлений ползучести металла при высокой температуре происходит непрерьшная деформация направляющей, что быст ро нарушает режим транспортирования изделий и работу всей установки. Известен способ транспортирования кольцевых изделий при индукционном нагреве, включающий перемещение заготовок на оправке З. Недостатком данного способа является то, что кольца перемещают сверху вниз по оправке, а вертикально установленная оправка деформируется ;при высоких температурах под действием собственного веса, что приводит к заклиниванию изделий на ней, т.е. способ позволяет транспортировать лишь кольца достаточно точно изготовленные . Известен также способ транспортирования изделий через нагревательное устройство, при котором мерные заготовки, в частности соосно установленные кольца подшипников качения которые опираются своей внешней цилиндрической поверхностью на проходя щие через нагревательное устройство (индуктор) направляющие, периодически проталкиваются по ним, что позволяет использовать многовитковый цилиндрический индуктор, повысить КПД, уменьшить занимаемую производственную площадь, обеспечить равномерный нагрев изделий ft . Недостатком этого способа является то, что он не позволяет транспортировать через индуктор целый ряд изделий и, в частности, заготовки колец подпшпников (для раскатки в машине до нужного размера), имеющих фигурной нецилиндрический профиль, например внутренних колец конических роликов подшипников. Вследствие того, центр тяжести колец сме щен и не располагается над внешней опорной цилиндрической поверхностью они не могут располагаться соосно индуктору, опрокидьгааются, что дела ет невозможным их транспортирование через цилиндрический индуктор. Ве ма осложнено, а в ряде случаев и невозможно- транспортирование заготовок крупных колец, наружная поверхность которых получена сво бодной ковкой и представляет со бой многогранник с множеством за усенцев . Нарушение транспортирования, заторы колец и нарушение работы установки имеют место даже при обра4отке относительно малых колец неилиндрической формы, а также колец цилиндрической формы, но небольшой ширины. Цель изобретения - расширение номенклатуры транспортируемых изделий за счет обеспечения возможности транспортирования тяжеловесных кольцеобразных заготовок с любым внешним профилем (в том числе со сквозным отверстием небольшого диаметра), нагреваемых до высоких температур. Цель достигается тем, что в способе транспортирования кольцевых изделий при индукционном нагреве, включающем периодическое проталкивание колец по расположенной под ними направляющей, внутрь транспортируемых изделий помещают свободную лежащую оправку, которую в момент проталкивания изделий удерживают от осевого смещения. На фиг. 1 схематически показана установка, реализующая предлагаемый способ; на фиг. 2 - разрез А-А на фиг. 1, Установка включает транспортируеMbte кольца 1, направляющие 2, оп-авку 3, зазор 4, индуктор 5, толкатель 6, фиксатор 7 и лоток 8. Предлагаемый способ реализуется следующим образом. В кольца 1 с коническим, например, внешним Профилем, опирающиеся на направляющие 2, по которьв- они перемещаются, помещают оправку 3. Оправка удерживает кольца в определенном положении, не дает им опрокинуться и развернуться. Максимально возможный разворот изделий при наличии оправки определяется величиной зазора 4, может быть сведен до минимума и не может повлиять на характер транспортирования изделий. В свою очередь, изделия, уст,,ановленные в направляющих, определяют положение оправки в установке. Оправка самоцентрируется в отверстиях изделий. В момент проталкивания поезда изделий вдоль направляющих и индуктора 5 посредством толкателя 6 оправка удерживается от осевого смещения посредством фиксатора 7. Во всех остальных случаях, включая период нанизывания одиночного кольца на оправку, последняя может удерживаться от смещения в осевом направлении за счет собственного веса. На выходе из установ
