ннс: pvMCHTb, г )io isbionpaiinn к:1;, у ociioiiaiiHH ::аре зуо1Ю13 тестере; на глубину припуска мол отле.точную обработку, обычно снабжаются утолщением в верхней чаети раб(;че1о зуба.
Вследст.зие наличия утолщеш я на профиле зубион форма профиля си.льно чхможняется н изготовление таки.х инструментов представляет значнте.тьные технолог Ц.:еские трудности.
В онисывае.мой конструкции зуборез.юго инструмента для предварительного 1 арезания зубнов цил;;ндри-:сских шестерен этот недостаток в знач гтельно степени устранен благодаря тому, что образованис утолщения на профиле зубцов осун1ествляется без из.менения формы 1рофиля, для чего передьлге рани зубцов снабжен 1 ycTyrio.Ni. расположенным у наружной поверхности инструмента.
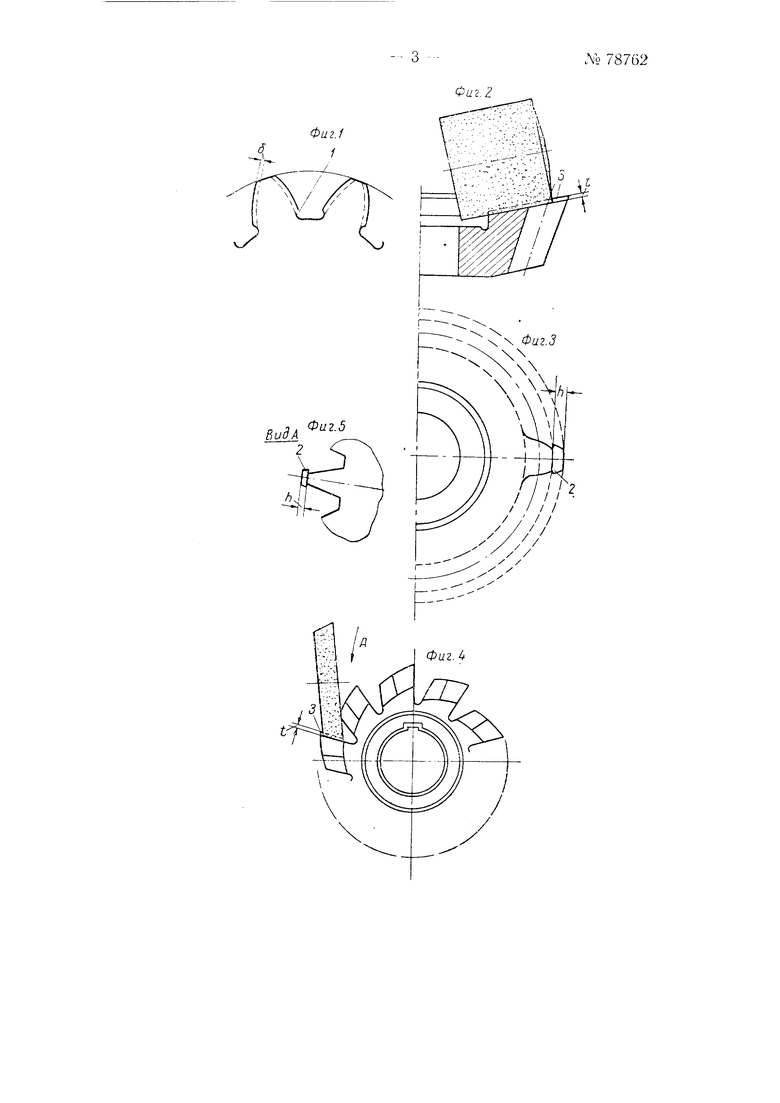
На фиг. 1 изображен профиль )B предварительно нарезанной 1иестерни; па фиг. 2 -- схема стугннчато заточки до.тбяка но гтередneii грани; на фиг. 3 - профиль зуба долбяка в торцово плоскости, полученный в результате ступенчато заточки io перед1 е 1 на }). 4 -- схе.а сту1 е11чатой заточк; io еред; ей гранн червяч 10 зуборез ой . 5 -- а нрофиль зуба фрезы гю стрел е А на . 4.
1 е()бход.о, чтоб)1 про(|)ил 1 :еетерн. а( с рип Ском од отделочну о обработку, .е,м ,1 / для 1 струме та, , шевера, пр окончательно обработке (. 1). Для образова нл этих капаво нрофиль зубцов зуборезного и струме)та, к чаетпости долбяка или червячной фрезы меет па головке 2.
Высота Л утолщен 1ой части профиля делается равной 0,25 + 0,3 .модуля. Образован1 е этого утолш, обеспечивается. утем созда я 3 B)COTOii t Ja рани :стру ента, что Ь зывает, при у .v зубцов боковь х задних тлов, не№ 787622
равномерное смещение различных точек режущего профиля и увелнченне толщ,ниы зуба на уч-астке Л.
Требуемая выеота / устуна на передней грани инетрумента за Я1ент от заданной велнчнны нрипуека б на отделочную обработку зубцов и величины бОКовых задних углов.
Образование етупени на передней грани инструме1гга может нроизводитьея щлифональным Kpyio.vi нри заточке ннетрумента так, как это показано на фиг. 2 и 4.
Предмет изобретения
1.Зуборезный инструмент, в частности долбяк, д,:1я 11редБар1ггельiioro нарезания шестерен методом обкатки, снабже111и,1Й утолн ением на головке зуба для выбирания канавки у основания нарезываемых зубцов на г,тубину припуска иод отделочную обработку, отличаюи., и н с я тем, что, с целью образования утолщения на головке зуба без изменения формы его профиля, передние грани зубцов снабжены уступом, расиоложенным у наружной образующей новерхиости долбяка.
2.Форма выполнения инструмента по п. 1, о т л и ч а ю щ а я с я тем, что рысота уетуна выполнена равной произведению величины нринуска под отделочную обработку зубцов па котангенс заднего угла на боковых сторонах профиля зуба инструмента.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фланкирования режущего профиля зубцов нормальных зуборезных долбяков | 1952 |
|
SU117858A2 |
| Долбяки для обработки винтовых поверхностей и кольцевых реек | 1948 |
|
SU87523A1 |
| Инструмент для чистового нарезания зубчатых колес методом обкатки | 1947 |
|
SU72257A1 |
| Зубообрабатывающий инструмент обкатного типа для нарезания зубчатых колес с поднутренным основанием зубьев | 1989 |
|
SU1731484A1 |
| СПОСОБ ФЛАНКИРОВАНИЯ РЕЖУЩЕГО ПРОФИЛЯ ЗУБЦОВ НОРМАЛЬНЫХ ЗУБОРЕЗНЫХ ДОЛБЯКОВ | 1949 |
|
SU79875A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| ДОЛБЯК ДЛЯ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО НАРЕЗАННЫХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2443518C1 |
| СПОСОБ ЧИСТОВОГО ДОЛБЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННЫХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2443517C1 |
| ЧЕРВЯЧНАЯ ТВЕРДОСПЛАВНАЯ ФРЕЗА | 1997 |
|
RU2120360C1 |
| Инструмент для наружной обработки деталей, в частности зубчатых колес, протягиванием | 1940 |
|
SU61468A1 |