(54) СПОСОБ ПРОКАТКИ ПОЛОСЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1973 |
|
SU480458A1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Прокатная клеть | 1974 |
|
SU638001A1 |
| СИСТЕМА ОБНУЛЕНИЯ ПРОКАТНОЙ КЛЕТИ | 2011 |
|
RU2534699C2 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ УСИЛИЙ, ПРИКЛАДЫВАЕМЫХ К ПРИЖИМНЫМ РОЛИКАМ | 2003 |
|
RU2311241C2 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| Прокатная клеть | 1972 |
|
SU475180A1 |
| СТАН ДЛЯ ТОЧНОЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2050207C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
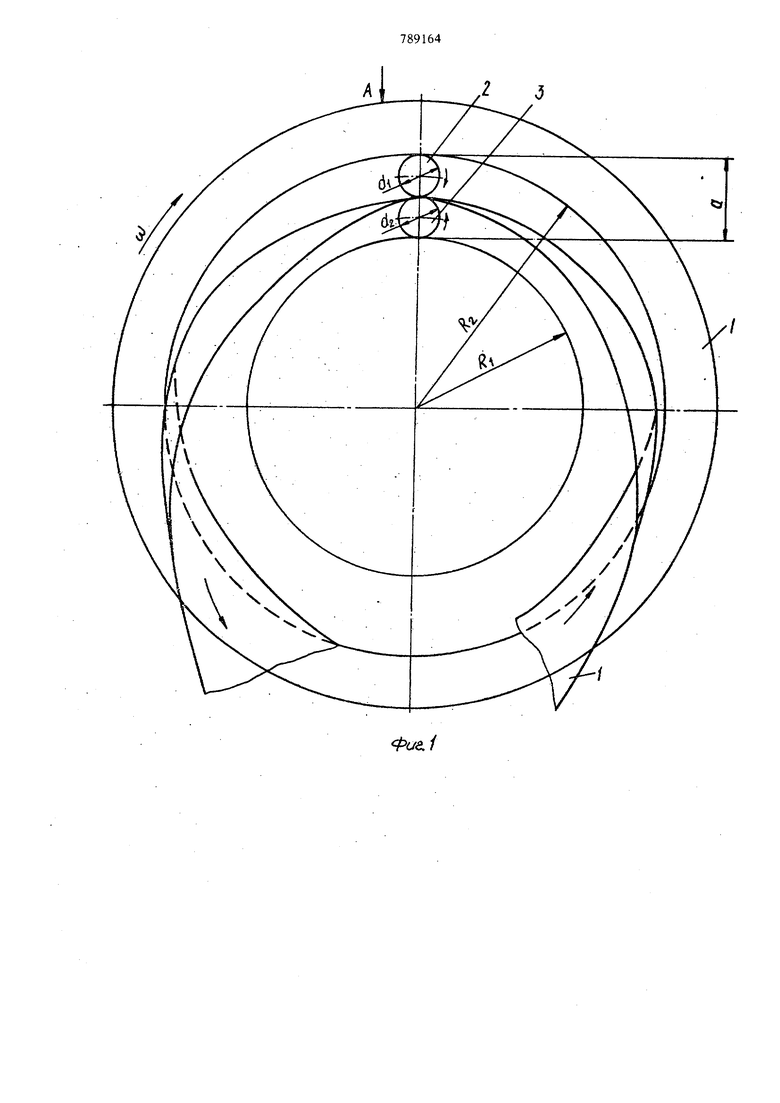
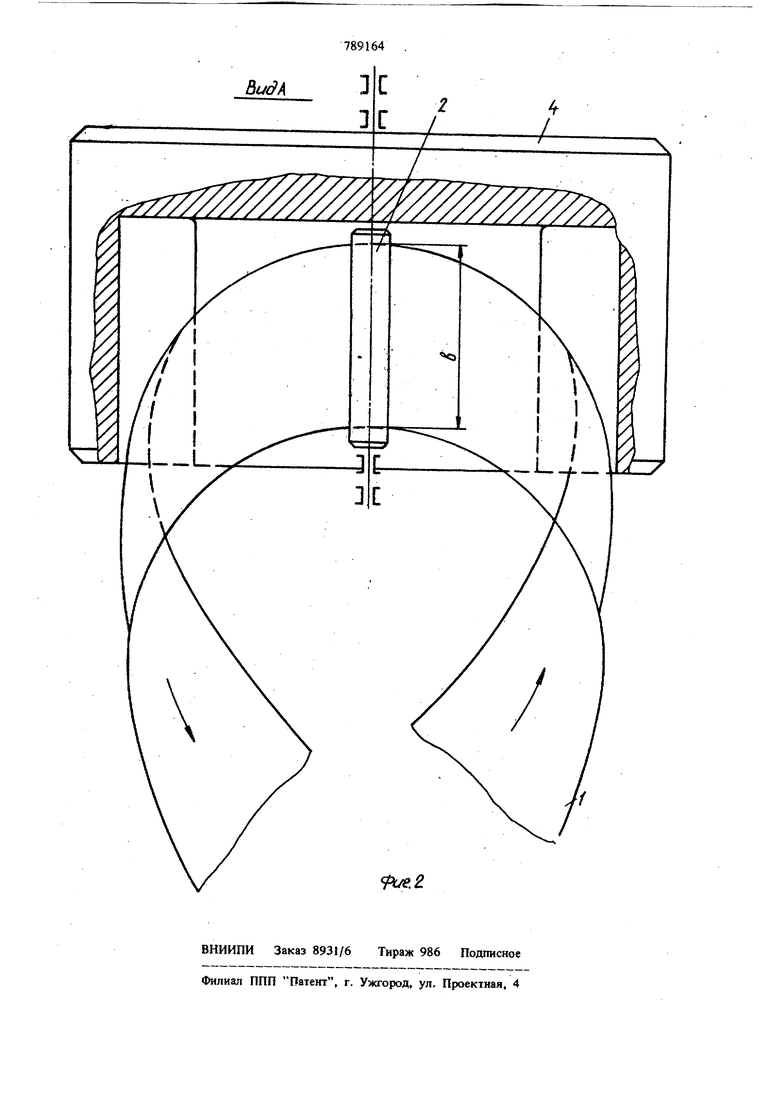
Изобретение относится к прокатному производству и предназначено для использования в прокатных цехах металлургаческих и метизных заводов для получения тонких лент. Известен способ прокатки листовых материалов роликами, перекатывающимися по беговым дорожкам неподвижных опор. Этот способ позволяет исключить упругий изгиб роликов и повысить точность прокатки 1}. Однако реализация этото способа затруднена сложностью конструктивного исполнения уст- , ройств и обеспечения надежности их в работе. Это объясняется тем, что необходимо применять множество рабочих роликов, которые должны быть выполнены с высокой точностью; необходимо создать сложные системы подачи рабочих роликов в рабочую зону попарно и средства удержания их осей в плоскости, перпендикуляр ной оси прокатки. Кроме того, затруднен, а в ряде случаев невозможен привод роликов. Известна также прокатная клеть, содержащая валки, установленные на цилиндрические опорные поверхности, образованные кольцевой полостью в теле приводного монолитного цилиндра, выполнена так, что оси валков неподвижны, а приводной монолитный цилиндр, выполняющий роль станины, подвижен относительно валков. Это позволяет упростить устройство клети и достигнуть наибольшей жесткости и, следовательно, точности прокатки 2. Однако- в такой клети обычными методами можно прокатывать незначительные по длине полосы, которые в рулоне можно разместить между цилиндрическими опорными поверхностями в теле цилиндра, а также полосы, ширина которых не превышает расстояние между этими поверхностями. Цель изобретения - обеспечение возможности прокатки полос, ширина которых превышает расстояние между концентрическими цилиндрическими опорными Поверхностями монолитного цилиндра или разность их радиусов кривизны. Поставленная цель достигается тем, что полосу после ее ввода в кольцевую полость перед подачей в валки скручивают по винтовой линии с криволинейной осью, а после выхода из валков скручивают по аналогичной линии с обратным направлением скручивания. Скручивание полосы при вводе и выводе из полости цилиндра осуществляют с помощью специальных проволок На фиг. 1 изображена схема осуществления способа прокатки; на фиг. 2 - то же,вид А на фиг. 1, с местным вырывом монолитного цилиндра. Ленту 1 подают к рабочим валхам 2 и 3, установленным на концентрические цилиндрические опорные поверхности монолитного цилиндра 4, по винтовой линии, например левого направления, соосной с цилиндром. Это позволяет подвести ленту шириной в, превышающей расстояние между опорными поверхностями цилиндра а, в направлении, перпендикулярном рабочим валкам. Для этого ленту перед входом в зазор между валками скручивают и изгибают в направлении, способствующем изменению направления винтовой спирали. При одновремен ном и согласованном вращении валков и цилин ра полоса захватывается валкаМи и деформируется. При этом линейные скорости валков пропорциональны радиусам кривизны опорных поверхностей цилиндра Vi toRj и Vj cjRj, т.е..имеет место несимметричная прокатка. По мере выхода ленты из очага деформации последнюю скручивают и изгибают по винтовой спирали обратного направления, например правой, и выводят из полости цилиндра. Формула изобретения Способ прокатки полосы в валках, oitopaющихся на концентричные цилиндрические вращающиеся поверхности, включающий ввод полосы в кольцевую полость между зтсазанньши поверхностями и ее обжатие между валками, отличающийся тем, что, с целью прокатки полос щириной, превышающей разность радиусов кривизны опорных поверхностей, полосу после ее ввода в кольцевую полость перед подачей в валки скручивают по винтовой линии с криволинейной осью, а после выхода из валков скручивают по аналогичной линии с обратным направлением скручивания. Источники информации, принятые во внимание при экспертизе 1.Патент США N 2069496, кл. 72-100, 1937. 2.Авторское свидетельство СССР № 480458, кл. В 21 В 13/00, 1973. г
фае,1 j
