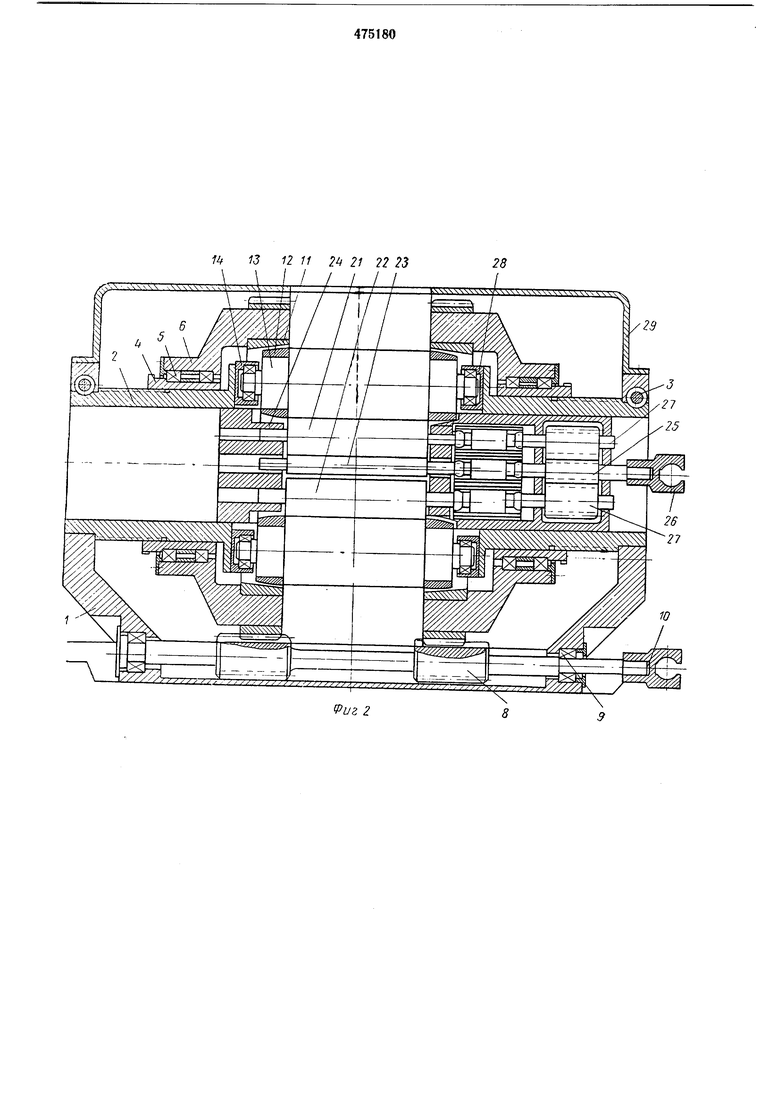
валками, приведенных на фиг. 5 и 6, в осевую полость цилиндрической кассеты вместо среднего валка устанавливают комплект из валков 21, 22 и 23 (фиг. 2), собранных в цилиндрическом корпусе 24, в котором размещены шестерни привода.
Центральная шестерня 25, связанная с приводом посредством шпиндельной головки 26, входит в зацепление с шестернями 27 привода промежуточных опорных валков. Шестерни с валками связаны зубчатыми втулками 28. Для защиты вращающихся частей клети на станине установлен кожух 29.
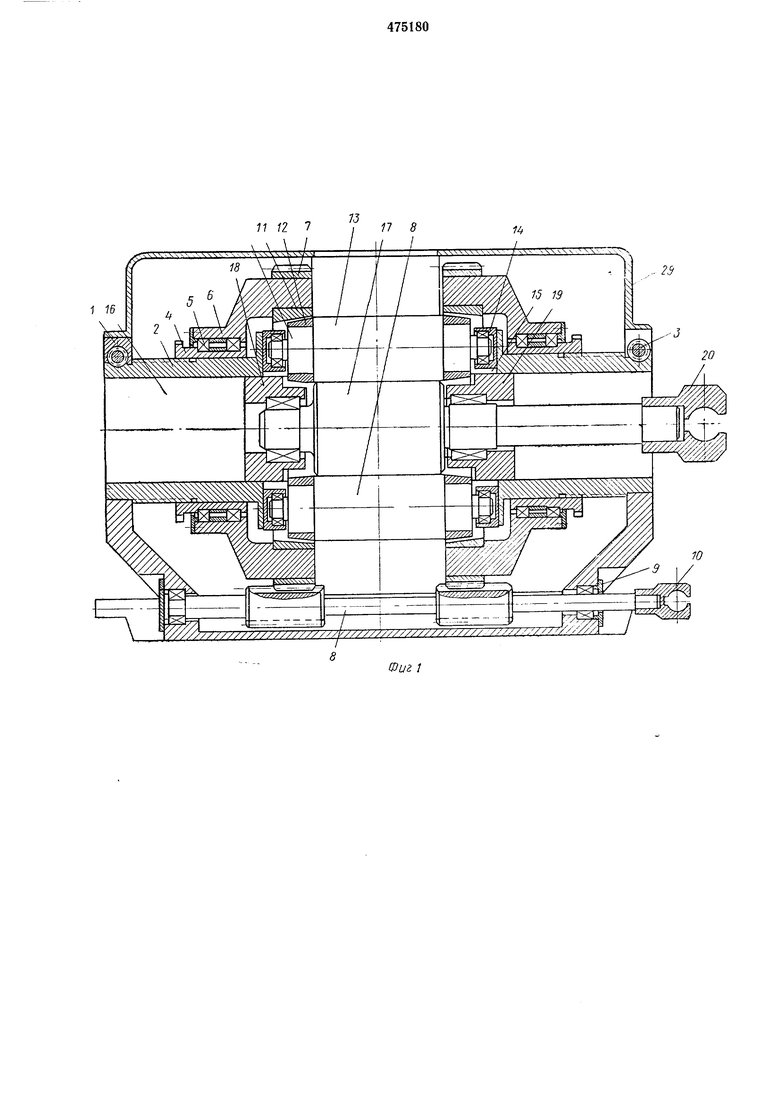
Клеть работает от привода, подключаемого (в зависимости от сборки) непосредственно к среднему валку 17 через шпиндельную головку 20 или к центральной шестерне 25 через шпиндельную головку 26.
При прокатке металла верхний и нижний валки вращаются под действием фрикционных сил в очаге деформации, а обоймы 6 вращаются под действием фрикционных-сил, возникающих на опорных площадках бандажей 12 и конических втулок 11. Дополнительная мощность в очаг деформации может быть подведена через шестерни 8 дополнительного приводного вала и зубчатые венцы 7 на обоймы 6, которые посредством фрикционных сил передают крутящий момент рабочим валкам. Подушки 14 опорных валков 13 при работе клети не нагружены и служат для фиксации валков в осевом направлении. При сборке прокатной клети по фиг. 5 и 6 момент от центральной шестерни 25(фиг. 2) передается на две или три шестерни 27, соединенные с рабочими и промежуточными опорными валками 21, 22 и 23.
Радиальная установка валков осуществляется посредством осевого перемещения обойм 6 вращением стаканов 4, имеющих резьбовые участки, сочлененные с резьбой цапф цилиндрической кассеты 2.
Замена среднего валка 17 и комплекта валков 21, 22, 23 вместе с шестеренным узлом осуществляется через осевое отверстие цилиндрической кассеты 2. Для замены опорных валков 13 необходимо снять кожух 29, отвести обоймы 6 в крайние (от оси ггрокатки) положения и извлечь валки 13 вместе с подушками 14 из радиальных окон 15 цилиндрической кассеты 2. При этом для извлечения нижнего валка кассету разворачивают червяками 3 в положение, когда нижний валок .займет место верхнего. Установка валков осуществляется в обратном порядке. Необходимая арматура крепится на цилиндрической кассете.
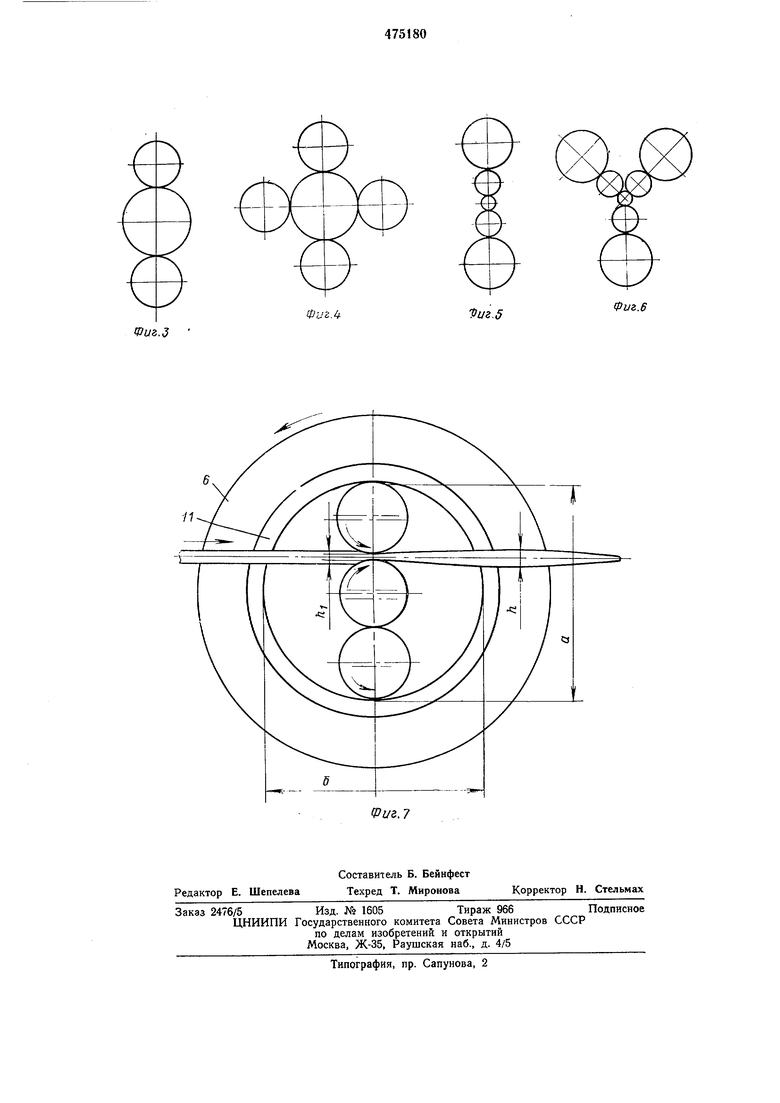
Сменные конические втулки выполняются с постоянным радиусом кривизны при прокатке профилей постоянной высоты и с переменным- при прокатке периодических профилей. На фиг. 7 показана опорная поверхность втулки в виде овальной поверхности с малой осью а и большой осью б. В этом случае можно прокатывать профиль переменной высоты, например параболическую рессору, за один
полный оборот обойм. Длина профиля при этом кратна длине окружности опорной поверхности втулки. При прокатке периодических профилей со сборками валков по фиг. 3 и 5 опорную поверхность выполняют так, что за один оборот обойм можно получить один и четное число полных симметричных периодов полосы. При этом разность высот полосы по периоду равна удвоенной разности радиусов кривизны. В приведенном случае
h - hi б - а
Для получения несимметричных подлине периода полос изменение радиуса кривизны опорных поверхностей втулок выполняют с резким переходом, например в виде отрезков спирали Архимеда. При прокатке периодических полос с валками, собранными по фиг. 6, можно получить за один оборот обойм кратное
трем число периодов полосы.
Предмет изобретения
1.Прокатная клеть, содержащая станину, установленный в приводных кольцевых обоймах комплект рабочих и опорных валков и привод валков, отличающаяся тем, что,
с целью упрощения обслуживания клети и ее перевалки, она снабжена установленной соосно обоймам цилиндрической кассетой, выполненной с радиальными окнами, осевой полостью и цапфами, которыми кассета опирается на станину и на которых посредством подшипников установлены своими ступицами упомянутые обоймы.
2.Клеть.по п. 1, отличающаяся тем, что, с целью установки различных по схеме
комплектов валков, кассета установлена в станине поворотно и снабжена приводом поворота, например червячным, а радиальные окна кассеты расположены под различными углами, соответствующими различным схемам сборки валков.
3.Клеть по п. 1 и 2, отличающаяся тем, что, с целью радиальной установки валков, обоймы установлены на цапфах кассеты подвижно в осевом направлении и снабжены коническими втулками, на которые изнутри опираются крайние валки комплекта выпуклыми бандажами, насаженными по краям их бочки.
4. Клеть по п. 3, отличающаяся тем, что в качестве привода осевого перемещения обойм использован привод поворота кассеты, для чего последняя связана правой и левой резьбой со стаканами, на которых установлены подшипники обойм.
5. Клеть по п. 3, отличающаяся тем, что, с целью получения периодического проката, конические втулки обойм профилированы по периметру внутренней (опорной) поверхности. W J n 11 2 21 Л I I I 72 23 I I
Фигл
Фиг.6
Ниг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1359024A1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| Прокатная клеть | 1975 |
|
SU601862A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
11
