Изобретение относится к литейному производству и предназначено для по.лучения втулочных биметаллических за готовок под прессование, у которых внутренний кольцевой слой из одного металлического материала (металла, сплава, металлокерамики} всесторонне заливается расплавом другого металли ческого материала. Для некоторых видов биметаллических заготовок установлены высокие требования: внутренний слой определенной конфигурации должен быть надёжно герметизирован внешним покрытием определенной толщины и конфигурации . Известна форма для получения многослойных отливок, которая снабжена перегородкой, расположенной в зоне контакта заливаемых сплавов и имеющей слой легкоплавкого порошкообразного шлакового покрытия или газифици руемого материала 1 Однако использование таких перего родок не позволяет получить Качественную отливку из-за наличия в пере ходных зонах газовых раковин и несл тин. Известны способы получения бимеТсшлических заготовок, включающие з ливку в форму расплавленного металла и погружение в него вставки 2 . Эти способы не обеспечивают точного размещения вставки в заготовке и допускаиот ее оплавление. Известен способ изготовления нагревателя сопротивления путем заливки кольцевого элемента в литейной форме с возможностью перемещения кольцевого элемента относительно полости формы с целью исключения разрушения элемента из-за разницы коэффициентов линейного расширения материала, из которого изготовлен кольцевой элемент, и жидкого металла, образующего корпус при затвердевании ЗД . Однако указанный способ также не обеспечивает точного размещения кольцевого элемента относительно литейной формы, что приводит к браку труб при последующем размерном прессовании заготовок в трехслойные трубчатые элементы. Известны способ и форма для литья заготовок, в котором для получения заготовок, не имеющих открытых отверст 1й предварительно изготавливают заготовку, имеющую открытые отверстия |ИЗ того же мат.ериала, из которого изготавливают деталь, затем открытые
отверстия закрывают снаружи, заготовку устанавливают в литейную форму и заливают расплавленным металлом. При этом предварительная заготовка устанавливается в форме с помощью поддерживающих цапф, которые могут удаляться после заливки металла в форму Г41 .
Указанные способ и устройство не обеспечивают точного фиксирования вставки относительно стенок формы и соответственно поверхностей будущей отли-вки.
Цель изобретения - улучшение условий крепления вставки и исключение смещения ее относительно литейной формы при всесторонней заливке плакирующего металла и отсутствии вспомогательных вплавляемых дистанционизирующих деталей типа жеребеек.
Поставленная цель достигается тем, что в устройстве для изготовления биметаллических заготовок, содержащем цилиндрическую литейную форму, поддон, центральный пустотелый стержень и фиксатор крепления вставки, последний выполнен в виде штырьковой траверсы, отцентрированной по рабочим поверхностям формы и стержня, и снабжен пружинами, закрепленными на основании штырей, для поджима вставки к штырям, при этом устройство снабжено толкателем для вывода фиксатора из формы, размещенным в полости центрального стержня, а длина штырей и пружин равна 1/3-1/2 высоты вставки.
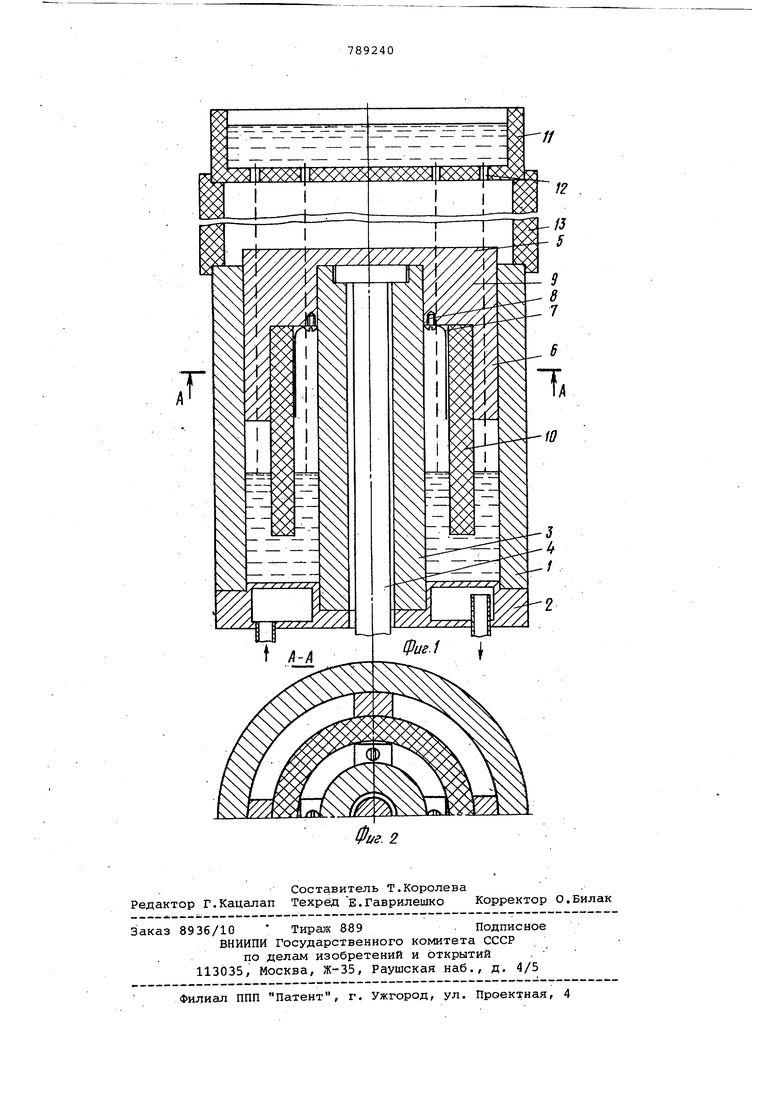
На фиг. 1 изображено предлагаемое устройство, вид прямо, разрез; на фиг. 2 - то же, разрез А-А на фиг. 1.
В литейную форму, содержащую цилиндрический корпус 1 с водоохлаждаемым днищем 2 и пустЬтелый центральный стержень 3 с размещенным в нем толкателем 4, устанавливают фиксатор 5, который выполнен в виде штырьковой траверсы и содержит штыри 6 и пружи-. ны 7, .закреплённые с помощью винтов 8 к основанию 9 штырей. Между штырями 6 траверсы и пружинами 7 размещена вставка 10, удерживаемая в литейной форме на весу. Подача расп; авленного металла в форму производится через кольцевую распределительную чашу,11, имеющую-калиброванные сливные отверстия 12. Распределительная чаша 11 устанавливается на цилиндрическом корпусе 1 с помощью промежуточного кольца 13. Привод толкателя 4 начертеже не показан.
-Работа устройства осуществляется следующим образом.
В предварительно собранную литейную форму устанавливают фик; ::атор 5 со вставкой 10. На цилиндрический корпус 1 литейной формы устанавливают промежуточноекольцо 13 и кольцевую распределительную чашу 11 с двумя рядами сливных отверстий 12, расположенных по средним диаметрам кольцевых плоскостей, образованных цилиндрической стен1 ;)и корпуса 1, внсяннег; и внутренней поверхностями вставки 1 и центральным стержнем 3. В распреде пительную чашу 11 заливают порцию раллавленного металла или сплава, предназначенного для формирования плакирующего слоя втулочной биметаллической заготовки. Расплавленный металл или сплав через сливные отверстия 12 струями заливается в форму. При этом суммарные площади калиброванных отверстий 12 выполняют в том же соотношении, что и площади кольцевых плоскостей заливаемой биметаллической втулки, для сохранения одинаковых скоростей подъема зеркала металла по обе стороны металлической вставки 10 чтобы исключить перетекание расплава из одной полости в другую, под вставкой или над ней, для предотвращения ее сплавления.
В период заполнения формы в пустотелом днище 2 поддерживают интенсивный поток охлаждающей жидкости, создающий направленную кристаллизацию металла снизу вверх для вмораживания нижней части вставки 10 и тем самым фиксируют ее в заданном положении до момента подъема зеркала металла к уровню нижних концов штырей 6 и пружин 7 фиксатора 5.
После закрепления нижнего конца вставки 10 в слое закристаллизовавшегося металла фиксатор 5 с помощью толкателя 4 выводят из литейной формы вверх со скоростью равной или большей, чем.скорость подъема зеркала металла в форме. После заполнения формы до заданного уровня дают выдержку до полной кристаллизации и охлаждения отливки, затем отливку из формы удаляют и цикл повторяют.
Пример изготовления биметаллической втулки. Проводят отливку втулочной биметаллической заготовки для последующего,прессования трехслойной биметаллической трубы с внутренним слоем из спеченной алюминиевой пудры (САП), плакированной алюминиевым сплавом типа CAB.
Расчетные размеры заготовки: Диаметр наружный 200 мм Диаметр внутренний - 100 мм Высота400 мм
Размеры внутренней вставки:
Диаметр наружный 160 мм Диаметр внутренний 140 мм Высота300 мм
Расстояние, торца вставки от нижней плоскости заготовки (по положению в форме) 50 мм.
Заданная скорость подъема металла в форме при заливке - 8-10 мм/с. Принимая уровень расплава в литейной чаше равным 100 мм и диаметр отверстий 8 мм, получают необходимое количество литниковых отверстий для обеспечения заданной скорости заливки:
для внешнего кольца - 20 ш-. , а внутреннего - 14 шт. При этом весовая скорость поступления; расплава в форму составляет 204 см/с или 510 г/с для жидкого алюминиевого сплава с плотностью 2, 5Ч/см. Для заполнения формы до половины длины внутренней вставки, т.е. на 200 мм за 19,3 с в форму поступает 9650 г расплава с температурой , со скоростью заполнения формы О1СОЛО 10 мм/с. Количество тепла, которое необходимо отвести для обеспечения кристаллизации и охлаждения расплава до температуры твердого состояния (ниже ) составляет
9650 0,308 (800 - 657) + 95,4 1340000 кал (или 1340 ккал).
Для снятия расчетного количества тепла водой, охлаждающей днище литейной формы, с температурой на входе 25с и на выходе 60°С требуется 38,6 л воды, или расход воды составляет
38,6 : 19,3 2 л/с (или 7,2
После заполнения формы на половин высоты вставки, последняя надежно фиксируется в слое закристаллизовавшегося металла, и фиксатор вставки выводят из формы со скоростью выше 10 мм/с.
Биметаллически.е заготовки, палученные в предлагаемом устройстве, подвергнуты прессованию в трехслойные трубы с вытяжкой при деформации равной 12. Полученные трубы при внутреннем диаметре 100 мм имеют суммарную толщину 7,0 + 0,1 мм, толщину оболочек 2,8 ±. 0,05 мм и внутренний слой толщиной 1,4 + 0,05 мм. При общей длине трубы около 4-ех метров расстойние внутреннего слоя от нижнего торца по положению заготовки при заливке составляет 500 мм.
Предложенное устройство для литья трехслойных биметаллических заготовок обеспечивает получение пресйованных труб с высокой размерной стабил.ностьйпо габаритам слоев с надежной г герметизацией внутреннего слоя плакирующим материалом со всех сторон.
Формула изобретения
1. Устройство для изготовления o биметаллических заготовок/ содержащее цилиндрическую литейную форму, поддон, центральный пустотелый стержень и фиксатор крепления вставки, отличающееся тем, что, с 5 целью улучшения условий крепления в-ставки, фиксатор выполнен в виде штырьковой траверсы, отцентрированной по рабочим поверхностям формы и стержня, и снабжен пружинами, закрепленными на основании -штырей, для под кима- вставки к штырям.
2. Устройство по п. 1, отличающееся тем,чт;о оно снабжено толкателем для вывода фиксатора из формы, размещенным в полости толкателем для вывода фиксатора из ррмы.
размещенным в полости центрального стержня.
3. Устройство по пп. 1 и 2, о т личающееся тем, что длина штырей и пружин равна 1/3-1/2 высоты вставки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 417158, кл.. В 2 D 19/00, 1971.
2.. Авторское свидетельство СССР № 393036, кл. В 22 D 19/00, 1972.
3. Патент США № 3709280, кл.164112, 1973.
4. Патент Швейцарии № 538315, кл.. В 22 О 19/00, 1973.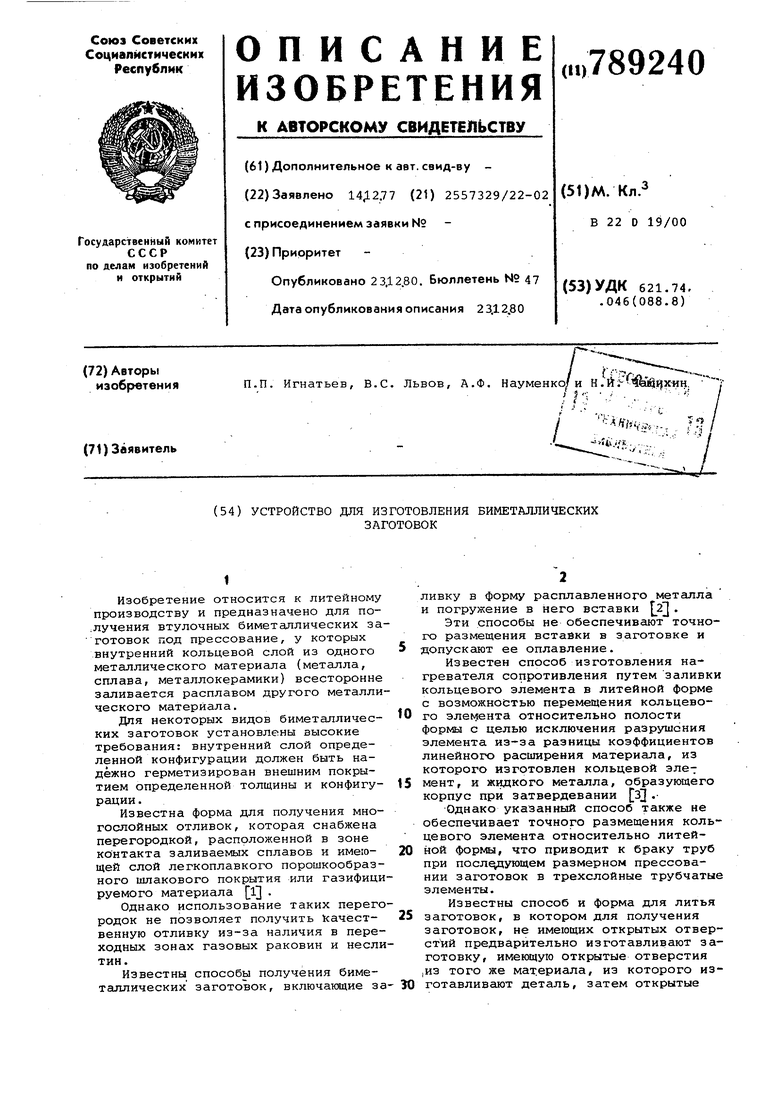
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗНОСОСТОЙКИХ БИМЕТАЛЛИЧЕСКИХ БИЛ | 2016 |
|
RU2635496C1 |
| Способ получения биметаллического слитка | 1987 |
|
SU1500435A1 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов | 2018 |
|
RU2674543C1 |
| Способ центробежного литья крупногабаритных биметаллических трубных заготовок | 1979 |
|
SU859019A1 |
| Способ изготовления биметаллической заготовки | 1987 |
|
SU1496918A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРЕХСЛОЙНЫХ ПОЛЫХ ЦЕНТРОБЕЖНО-ЛИТЫХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ, ПЛАКИРОВАННЫХ ПЛАСТИЧНЫМИ УГЛЕРОДИСТЫМИ МАРКАМИ СТАЛИ, И ПРОКАТКИ ИЗ НИХ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2013 |
|
RU2550040C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ОТЛИВОК | 2001 |
|
RU2201312C2 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов с нирезистовой вставкой | 2020 |
|
RU2773555C2 |
| Способ изготовления двухслойных металлических форм | 1976 |
|
SU574271A1 |
| Способ производства заготовок поршней ДВС из высокопрочных алюминиевых сплавов с нирезистовой вставкой для последующей изотермической штамповки | 2022 |
|
RU2779724C1 |