Изобретение относится к машиностроению, к литейному производству, к литью под давлением, в частности, к изготовлению исходных заготовок, в том числе с нирезистовой вставкой, для последующей изотермической штамповки, термической и механической обработки поршней двигателей внутреннего сгорания (ДВС).
Аналогом является устройство - штампованный поршень ДВС (Патент RU 198607), в котором штампованный поршень двигателя внутреннего сгорания (ДВС), характеризуется наличием у поршня установленной методом изотермической штамповки нирезистовой вставки под, как минимум, одно компрессионное кольцо, при этом на поверхности днища и юбки поршня сформировано двуслойное термобарьерное керамическое покрытие.
Недостатками устройства являются:
1) сложная и энергозатратная технология запрессовки нирезистового кольца методом изотермической штамповки, формирование термобарьерного керамического покрытия. Такой подход требует проектирования и изготовления дополнительной оснастки, увеличивается производственный цикл из-за дополнительных операций, указанный процесс не гарантирует посадку нирезистовой вставки в строгом соответствии с конструкторской документацией, кроме того, запрессовка нирезистовой вставки изотермической штамповкой не гарантирует в процессе штамповки разрушений вставки, указанный процесс не всегда способен обеспечить необходимую адгезию между вставкой и заготовкой поршня.
Наиболее близким к заявляемому - прототипом является способ изготовления поршневой заготовки из заэвтектического силумина (Патент RU 2692150), включающий расплавление шихты, рафинирование расплава от водорода до уровня содержания водорода не более 0,35 см3/100, внепечное модифицирование расплава лигатурой, содержащей соединения фосфора, путем подачи лигатурного прутка из быстрозакристаллизованного со скоростью охлаждения не меньше 1⋅102 К/с сплава на основе алюминия, содержащего дисперсные фазы соединения алюминия с фосфором (А1Р) с размером частиц от 50 нм до 10 мкм, получение поршневой заготовки и ее термическую обработку, отличающийся тем, что заготовку получают путем заливки металла при температуре 750…780°С в форму, нагретую до температуры 250…280°С, и наложения давления на жидкий и кристаллизующийся металл по программе: опрессовка на 5…7% под давлением до 100 МПа в течение 3 с, опрессовка до 11…12% под давлением от 100 МПа до 250 МПа в течение последующих 5…6 с и опрессовка до 13…13,5% под давлением до 400 МПа в течение последующих 50…60 с, а термообработку проводят по режиму: охлаждение после раскрытия формы при температуре 400…420°С в воде, подогретой до 80…90°С + естественное старение.
Недостатками способа являются:
1) отсутствие в заготовки поршня нирезистовой вставки, что приводит к снижению эксплуатационных характеристик поршня, разрушению канавок под поршневые кольца, что, в свою очередь, ведет к невозможности использования данной технологии при производстве поршней для форсированных двигателей внутреннего сгорания.
Задачей заявляемого изобретения является изготовление заготовок поршней ДВС из высокопрочных алюминиевых сплавов с нирезистовой вставкой для последующей изотермической штамповки.
Техническим результатом является производство кованных поршней двигателей внутреннего сгорания с нирезистовой вставкой из алюминиевых сплавов с однородной, мелкозернистой структурой металла во всем объеме, с высокими механическими свойствами, необходимой адгезией между вставкой и материалом заготовки поршня.
Технический результат достигается тем, что в способе производства заготовок поршней ДВС из высокопрочных алюминиевых сплавов с нирезистовой вставкой, включающем установку нирезистовой вставки в форму, заливку мерной порции металла и опрессовку, с целью улучшения эксплуатационных характеристик, механических свойств и структуры, заготовку поршня - изготавливают следующим образом:
с целью точной фиксации нирезистовой вставки относительно поверхности поршня, обращенной к камере сгорания, достижения требуемой адгезии этой вставки к материалу поршня и обеспечения высоких физико-механических свойств нирезистовую вставку диаметром на 2…3 мм превышающим диаметр поршня устанавливают в левую часть формы, далее осуществляется нагрев формы и вставки до температуры 200°С, после чего за счет увеличенного диаметра вставки, вставку фиксируют относительно плоскости разъема путем смыкания левой части формы с правой частью формы движением плиты пресса, далее следует установка воронки, разогретой до температуры 400°С, на воронку устанавливается заливочная чаша, разогретая до температуры 400°С со стопором, далее алюминиевый сплав с температурой на 200 К выше температуры начала кристаллизации заливают в заливочную чашу, после чего включается вакуумная система и форма вакуумируется, стопор подрывается и расплав со скоростью 1 л/с попадает в форму, после чего расплав сжимают под давлением 400 МПа между движущимися навстречу друг другу прессующими плунжерами в течение 10 с до полного завершения процесса кристаллизации, после чего заготовку извлекают, а выступающую часть нирезистовой вставки срезают на станке в соответствии с диаметром заготовки.
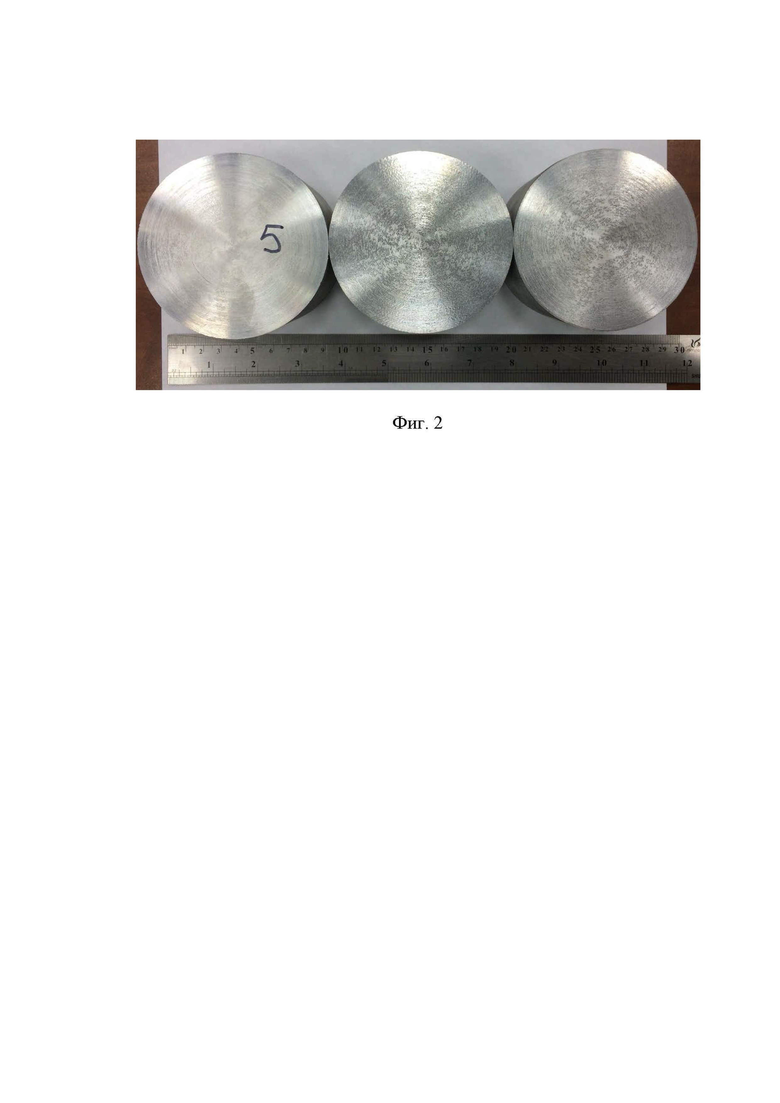
Плотная структура, высокие механические свойства и необходимая адгезия между заготовкой и вставкой обеспечивается за счет наложения давления на металл до начала кристаллизации. Под влиянием давления, накладываемого изнутри, легкоплавкая часть расплава проникает в пустоты между ветвями дендритов, отдельные атомы, так и их ассоциативные группы сжимаются, заполняя межатомные и межкластерные пространства и к температуре перехода в твердое состояние подойдут в состоянии, энергетический уровень которого явно отличается от соответствующего уровня расплавленного металла без наложения давления причем относительный объем металла, запрессовываемого в кристаллический остов, может составлять 1-3%. Кроме того, наложение давления на расплавленный металл, переводит его в состояние, удаленное от равновесного, влияет на упругие межатомные взаимодействия, сжимая атомы металла, при этом объемы пространства, которые неизбежно присутствуют в структурных элементах жидкого состояния, уменьшаются. В этом случае обеспечивается запрессовка дополнительных объемов металла на компенсацию усадки, а также эффект дополнительной пластической опрессовки литых кристаллов. Давление на металл создается через прессующие плунжеры, которые, преодолевая сопротивление закристаллизовавшейся корки, передают давление на жидкий металл до полного завершения кристаллизации. Высокое качество, получаемых заготовок можно увидеть на фиг. 2.
Напротив, кристаллизация в отсутствие давления протекает по-другому механизму. В результате уменьшения числа центров кристаллизации формирующиеся дендритные ячейки вырастают до больших размеров. Внутри дендритных ячеек развивается ликвация, вследствие ограниченного притока металла извне образуются поры и рыхлота в межосных пространствах. На границах зерен оседают газовые, интерметаллидные, неметаллические включения. В массивных узлах образуются усадочные раковины.
Принципиальное отличие изобретения от известных аналогов и прототипов заключается в предлагаемой технологии производства заготовок поршней ДВС из высокопрочных алюминиевых сплавов с нирезистовой вставкой для последующей изотермической штамповки, когда нирезистовую вставку диаметром на 2…3 мм превышающим диаметр поршня устанавливают в левую часть формы, после чего за счет увеличенного диаметра вставки вставку фиксируют относительно плоскости разъема путем смыкания левой части формы с правой частью формы движением плиты пресса, а высокое давление, накладываемое на жидкий металл обеспечивает необходимую адгезию между вставкой и заготовкой поршня, кроме того, предлагаемый процесс позволяет в качестве исходного использовать высокопрочные алюминиевые сплавы.
Изобретение поясняется следующими иллюстрациями:
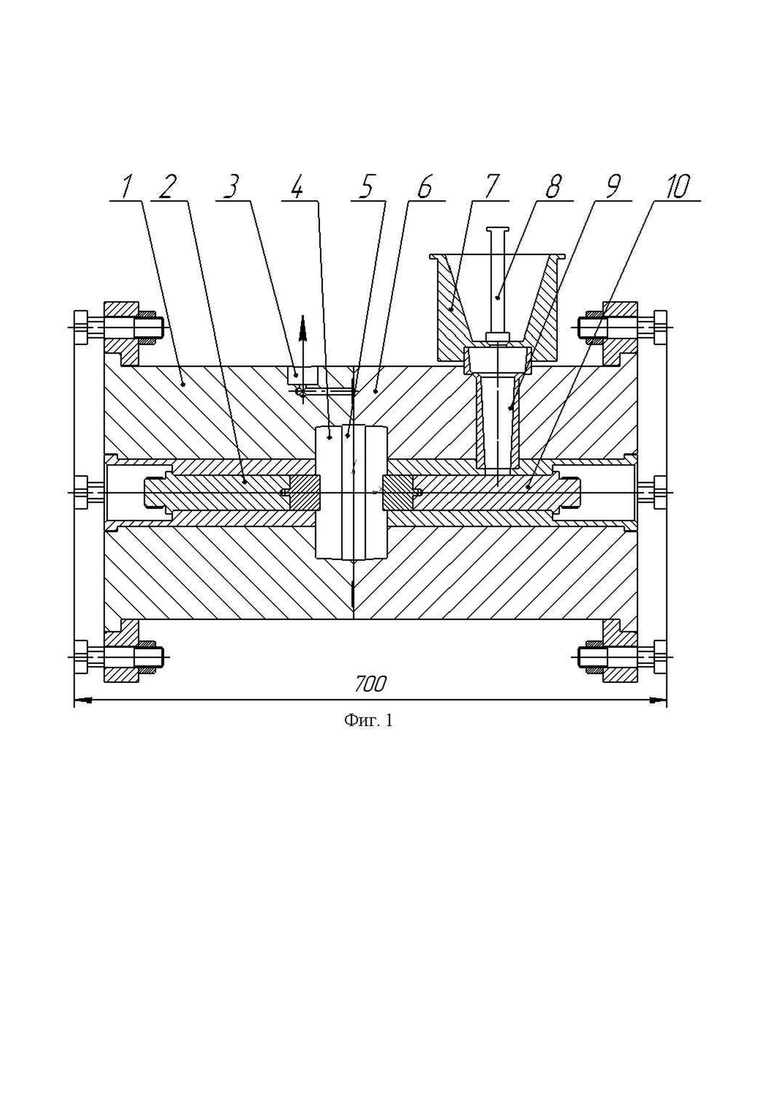
Фиг. 1 - Схема способа производства заготовок поршней ДВС из высокопрочных алюминиевых сплавов с нирезистовой вставкой для последующей изотермической штамповки на горизонтальном гидравлическом прессе
На схеме (фиг. 1) обозначены следующие позиции:
1 - левая часть формы; 2 - левый прессующий плунжер; 3 - отверстие для подключения вакуумного насоса; 4 - полость формы; 5 - нирезистовая вставка; 6 - правая часть формы; 7 - заливочная чаша; 8 - стопор; 9 -воронка; 10 - правый прессующий плунжер.
Фиг. 2 - Заготовки поршней ДВС из сплава В95 с нирезистовой вставкой для последующей изотермической штамповки
Процесс изготовления заготовки поршня протекает в следующей последовательности:
- установка нирезистовой вставки в левую часть формы;
- нагрев вставки и формы;
- смыкание формы;
- заливка мерной порции металла;
- включение правого прессующего плунжера, движение до перекрытия заливочного отверстия в течение 1 с;
- включение левого прессующего плунжера;
- повышение давления, развиваемого прессующими плунжерами, до уровня 400 МПа;
- выдержка под давлением в течении 10 с для завершения кристаллизации.
- раскрытие формы движением плиты влево с извлечением отливки из правой части полости формы;
- механическая обработка.
Способ производства заготовок поршней ДВС из высокопрочных алюминиевых сплавов с нирезистовой вставкой для последующей изотермической штамповки осуществляется на специализированном устройстве для литья с кристаллизацией под давлением, представляющим собой автоматизированный комплекс на базе горизонтального гидравлического пресса, состоящего из двух соосных, встречно расположенных гидроцилиндров, рассчитанных на перемещение пресс-плунжеров для непосредственного наложения давления на кристаллизующийся металл.
Перед началом цикла производства заготовки поршня ДВС (фиг. 1) правый прессующий плунжер 10 установлен справа от вертикального отверстия воронки 9. В левую часть формы 1 устанавливается нирезистовая вставка 5. На рабочие поверхности деталей, контактирующих с жидким металлом, после прогрева до температуры 200±10°С с помощью пульверизатора наносят слой графитсодержащей краски, после чего левую часть формы 1, движением плиты, смыкают с правой частью формы 6. После прогрева воронки 9 и заливочной чаши 7 до 400°С их устанавливают в правую часть формы. Расплавленный металл заданного химического состава (В95), перегретый выше температуры начала кристаллизации на 200 К, мерной дозой с погрешностью ±2% заливают в заливочную чашу, далее включается вакуумный насос, подключенный через отверстие 3 к полости формы, после достижения в полости формы величины вакуума 0,2-0,3⋅10-5 мм рт. ст. стопор 8 подрывается и расплавленный металл попадает в форму. При движении правого прессующего плунжера заливочное отверстие перекрывается, после чего, свое движение начинает левый прессующий плунжер 2. Расплав металла в течение 10 с сжимают под давлением 400 МПа между движущимися навстречу друг другу плунжерами, что обеспечивает компенсацию объемной усадки металла. Опрессовку металла осуществляют до полного завершения процесса кристаллизации, после чего заготовку поршня ДВС 4 извлекают и обрабатывают.
Таким образом, способ производства заготовок поршней двигателей внутреннего сгорания из высокопрочных алюминиевых сплавов с нирезистовой вставкой для последующей изотермической штамповки включает получение заготовки поршня с нирезистовой вставкой путем установки нирезистовой вставки по плоскости разъема формы и фиксацию вставки путем смыкания подвижной полуформы с неподвижной полуформой, заливку жидкого металла через заливочное отверстие, опрессовку жидкого металла прессующими плунжерами, движущимися навстречу друг другу. В результате обеспечивается стойкость к тепловым и ударным нагрузкам, увеличивается твердость, повышаются эксплуатационные свойства конечной продукции - поршней ДВС.
Заявляемое изобретение позволяет увеличить срок эксплуатации поршня за счет сокращения рисков разрушения поршня в местах посадки поршневых колец, повышается качество за счет формирования плотной, равномерной, мелкозернистой структуры во всем объеме поршня ДВС.
Реализация заявленного способа решает поставленные автором задачи.
Изобретение относится к области литейного производства. Способ производства заготовок поршней двигателей внутреннего сгорания из высокопрочных алюминиевых сплавов с нирезистовой вставкой для последующей изотермической штамповки включает установку нирезистовой вставки в форму, заливку мерной порции металла и опрессовку. В левую часть формы устанавливают нирезистовую вставку диаметром, на 2-3 мм превышающим диаметр поршня, после чего за счет увеличенного диаметра вставки ее фиксируют относительно плоскости разъема путем смыкания левой и правой частей формы движением плиты пресса. Устанавливают воронку и заливочную чашу со стопором, разогретые до температуры 400°С. В чашу заливают расплав высокопрочного алюминиевого сплава с температурой на 200 К выше температуры начала кристаллизации, вакуумируют форму, подрывают стопор и подают расплав в форму со скоростью 1 л/с. Расплав сжимают между движущимися навстречу друг другу прессующими плунжерами под давлением 400 МПа в течение 10 с до полного завершения кристаллизации, извлекают заготовку и проводят механическую обработку. Обеспечивается получение однородной мелкозернистой структуры металла во всем объеме с необходимой адгезией между нирезистовой вставкой и материалом заготовки поршня. 2 ил.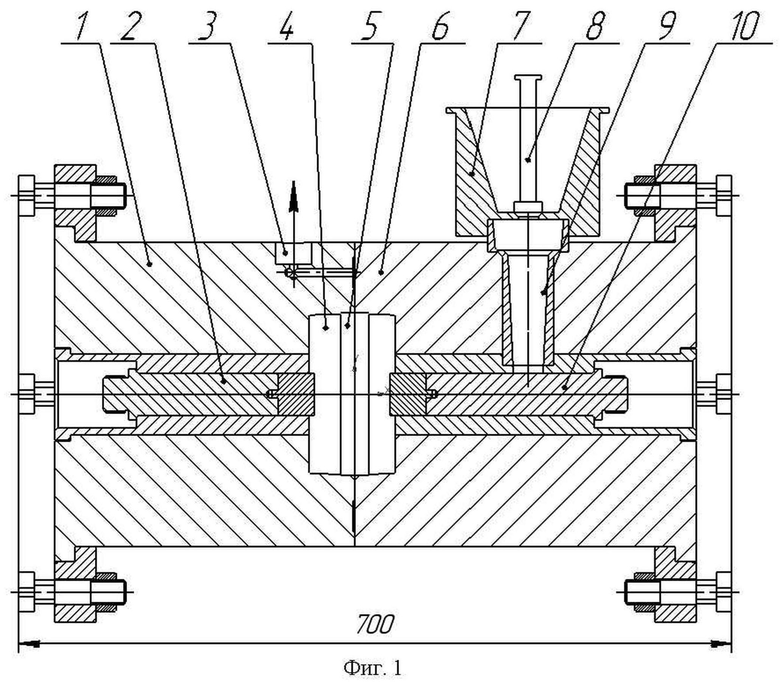
Способ производства заготовок поршней двигателей внутреннего сгорания из высокопрочных алюминиевых сплавов с нирезистовой вставкой для последующей изотермической штамповки, включающий установку нирезистовой вставки в форму, заливку мерной порции металла и опрессовку, отличающийся тем, что заготовку поршня из высокопрочного алюминиевого сплава для последующей изотермической штамповки изготавливают с нирезистовой вставкой путем установки в левую часть формы нирезистовой вставки диаметром, на 2-3 мм превышающим диаметр поршня, после чего за счет увеличенного диаметра вставки вставку фиксируют относительно плоскости разъема путем смыкания левой части формы с правой частью формы движением плиты пресса, далее устанавливают воронку и заливочную чашу, разогретые до температуры 400°С, со стопором, после чего высокопрочный расплав алюминиевого сплава с температурой на 200 К выше температуры начала кристаллизации заливают в чашу, далее включают вакуумную систему и вакуумируют форму, стопор подрывается и расплав со скоростью 1 л/с попадает в форму, после чего расплав сжимают под давлением 400 МПа между движущимися навстречу друг другу прессующими плунжерами в течение 10 с до полного завершения процесса кристаллизации, после чего заготовку извлекают и проводят механическую обработку.
| Способ изготовления поршневой заготовки из заэвтектического силумина | 2018 |
|
RU2692150C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2093301C1 |
| DE 1210301 B, 03.02.1966 | |||
| US 3025765 A1, 20.03.1962 | |||
| US 6205836 B1, 27.03.2001. | |||

