4
гчэ
100
ро
rsD



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| Устройство для управления процессом контактной точечной сварки | 1985 |
|
SU1281357A1 |
| Способ динамического регулирования процесса контактной рельефной сварки и устройство для его осуществления | 1987 |
|
SU1504039A1 |
| Установка для электроэрозионного легирования | 1987 |
|
SU1549685A1 |
| Способ измерения активного сопротивления сварочного контура в процессе сварки | 1986 |
|
SU1488160A1 |
| ЦИФРОВОЙ ДОЗАТОР ЭЛЕКТРОЭНЕРГИИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2245236C2 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| Устройство контроля процесса горения сварочной дуги | 1990 |
|
SU1731514A2 |
| Способ регулирования процесса импульсной сварки и устройство для его осуществления | 1989 |
|
SU1676765A1 |
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |
Изобретение относится к сварочному производству, а именно к оборудованию для контактной сварки и для автоматического контроля и регулирования режима электронагрева, преимущественно для сварки деталей малых сечений. Цель - повьшение качества сварного соединения за счет повышения надежности автоматического контроля и регулирования процесса сварки. Для этого задают программу изменения динамического сопротивления между электродами, сравнивают ее с текущими значениями и по сигналу рассогласования корректируют усилие сжатия на электродах до получения динамического сопротивления между электродами, заданного программой. При этом контроль качества сварки дополнительно осуществляют по величине динамического сопротивления, достигнутого к моменту вьщеления заданной энергии, сравнением с заданной величиной. Это позволяет осуществить мно- гопараметровое регулирование процесса и многопараметровый контроль. 2 с.п. ф-лы, 2 ил, с а (Л
гч
Изобретение откосится к сварочному производству, а именно к оборудованию для контактной сварки, и может быть использовано в приборостроении для автоматического контроля и регулирования режима электронагрева, преимущественно- для сварки деталей малых сечений.
Целью изобретения является повы- шение качества сварного соединения за счет повышения надежности контроля и регулирования процесса сварки.
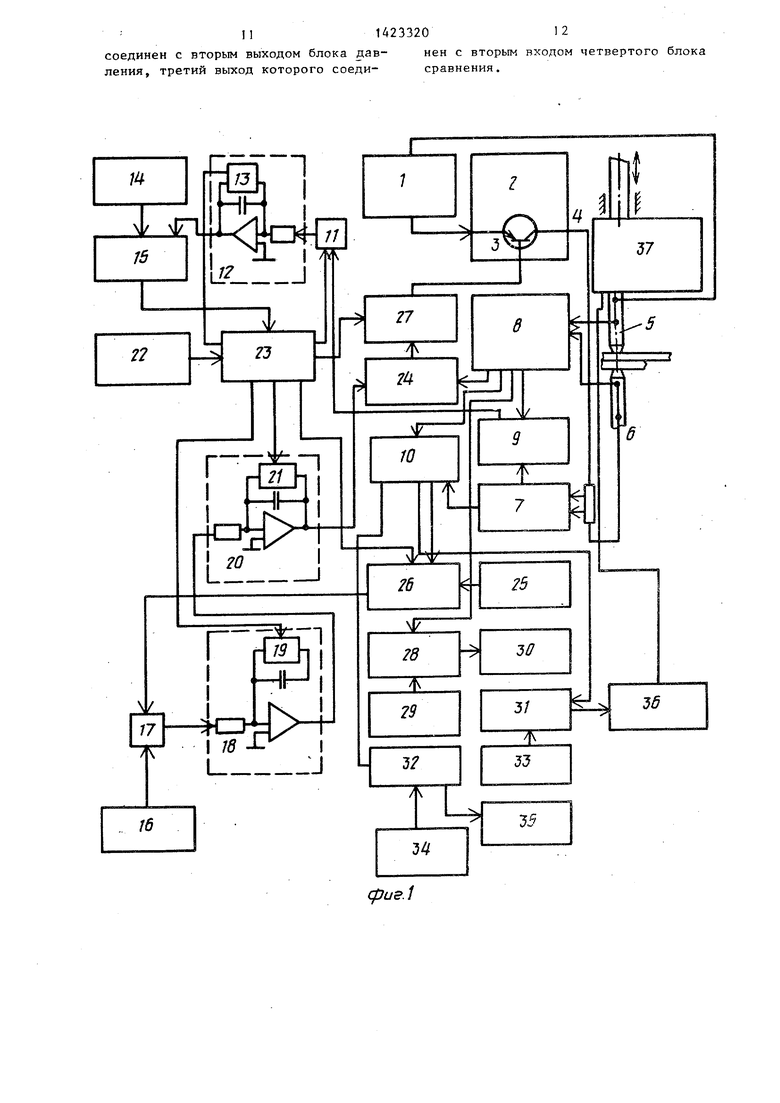
На фиг. 1 изображена структурная блок-схема устройства для осуществ-- ления предлагаемого способа автоматического контроля и регулирования процесса контактной сваркиJ на фиг. 2 - диаграммы изменения межэлектродного напряжения и nporpaMi ibi эталонного значения динамического сопротивления между электродами во времени.
Устройство содержит источник 1
сварочного тока, один выход котороГо соединен с регулятором 2 сварочного тока, выполненного на управляе 4ых транзисторах 3. Выход регулятора 2 сварочного тока и второй выход источника 1 свар чного тока посредством сварочного контура 4 соединены со сварочными электродами 5, сжимающие свариваемые детали 6 Датчик 7 сварочного тока измеряет сварочный ток в цепи сварочного контура 4, а датчик 8 измеряет напряжение между электродами 5, Первые выходы датчиков 7 и 8 соединены с блоком 9 умножения Вторые выходы датчика 7 сварочного тока и датчика 8 напряжения между электродами 5 подсоединены к входам блока 10 деления. Выход блока 9 умножения подсоединен к входу электронного ключа 11. Электронный ключ 11 последовательно соединен с ключом 13 первого интегратора 12, Заданное значение энергии сварки задается первым задатчиком 14 от которого сигнал подается на компаратор 15.« Сформированный сигнал, пропорциональ ный введенной энергии между сварочными электродами 5j с выхода первого интегратора 12 также подается на компаратор 15. Второй задатчик 16 скорости нарастания межэлектродного нап ряжения через электронный ключ 17 соединен с ключом 19 второго интегратора 18 и с ключом 21 третьего интегратора 20„ Блок 22 запуска соеди
0
5 0
5
0 0 д j.
нен с первым входом блока 23 управления, к входу которого подсоединен также выход с компаратора 15. Один выход с блока 23 управления соединен с электронным ключом 11, а второй и третий выходы соединены с ключами 19 и 21. Ьыход третьего интегратора 20 соединен с входом первого блока 24 сравнения, к второму входу которого подсоединен третий выход датчика 8 напряжения между электродами. Задатчик 25 эталонного значения динамического сопротивления между электродами соединен с входом второго компаратора 26, к другим двум входам которого подсоединены выход блока 10 деления - и четвертый выход блока 23 управления, а выход соединен с входом электронного ключа 17. Второй выход блока
23 управления и выход блока 24 сравнения подсоединены к входам буферного усилителя 27, выход которого соединен с транзисторами 3 регулятора 2 сварочного тока. Четвертый выход датчика 8 напряжения между электродами соединен с одним из входов второго блока 28 сравнения, к другому входу которого подсоединен выход задатчика 29 заданной эталонной величины межэлектродного напряжения. Выход блока 28 сравнения соединен с входом блока 30 индикации.
Второй и третий выходы с блока 10 деления подключены соответственно к первым входам третьего блока 31 сравнения и четвертого блока 32 сравнения. К второму входу третьего блока 31 сравнения подсоединен пя- .тый задатчик 33,а к второму входу чет-, вертого бло-ка 32 сравнения подсоединен шестой задатчик 34. Выход четвертого блока 32 сравнения подсоединен к второму блоку 35 индикации. Выход третьего блока 31 сравнения подсоединен к входу программатора 36 токад выход которого соединен с блоком 37 электродинамического механизма сжатия.
Датчики 7 и 8 предназначены соответственно для измерения сварочного тока Ij-a и межэлектродного напряжения и,, Блок 9 умножения перемножает Ijg и и, выдавая мгновенное значение (текущее) мощности сварочного тока через электронный ключ 11 на вход интегратора 12. Последний фор- i мирует сигнал, пропорциональный введенной энергии между электродами,
10
31Л23320
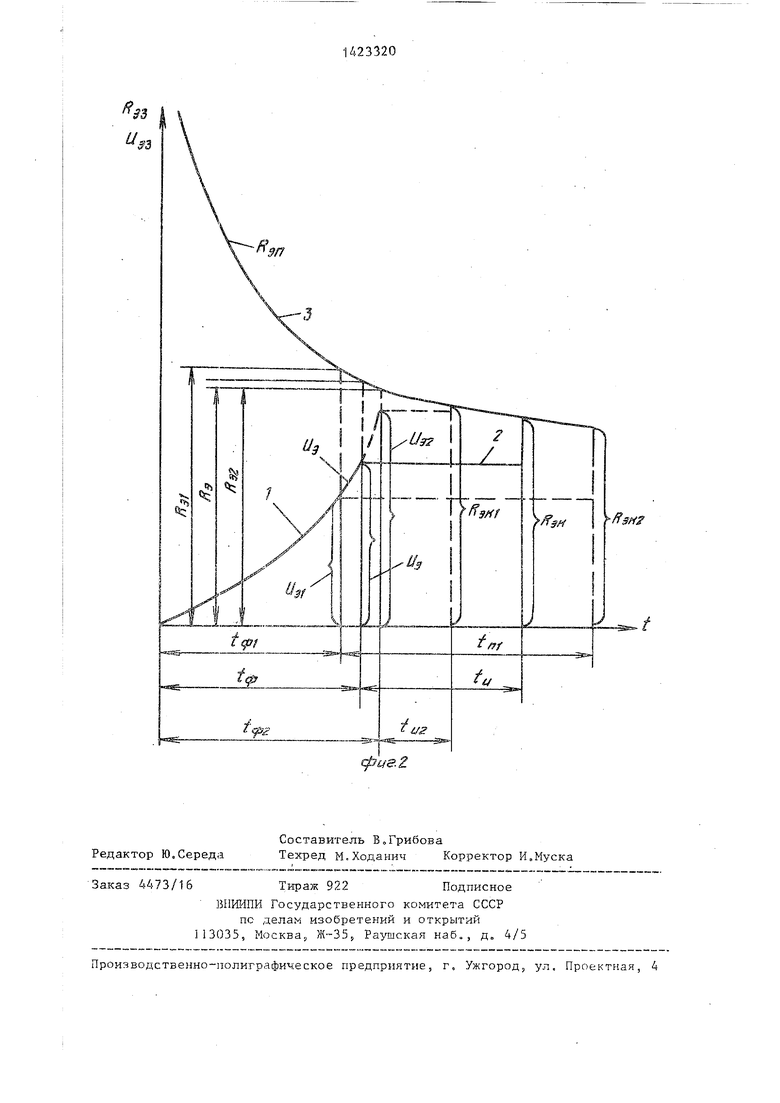
и подает его на компаратор 15, который сравнивает его с заданным значе-| нием энергии сварки, поступающим из задатчика 14,Блок 10 деления делит межэлектродное напряжение U, на сва-- рочный ток Icgj , вьщавая мговенное (текущее) значение динамического соп-- ротивления между электродами на вход компаратора 26, который сравнивает его с заданным эталонным значением динамического сопротивления между электродами из задатчика 25 и при достижении которого электронный-ключ 17 размыкает и с выхода интегратора 20 с этого момента времени снимает- ся постоянный сигнал, пропорциональный достигнутому значению межэлектродного напряжения U.. Последовательно соединенные задатчик 16 скорости нарастания межэлектродного напряжения (через электронный ключ 17) и интеграторы 18 и 20 задают закон ; квадратичного нарастания межэлектроД
не зн вы по то за ро ли си ро бл ля 2
15 уп ру пи
ще
20 ле бл ср да че
ного напряжения на участке 1 зависи- 25 дами от задатчика 33 (кривая 3 на
мости и, f(t) (фиг. 2). При этом задатчиком 16 задается скорость нарастания межэлектродного напряжения Ug. При этом длительность t, фронта
фиг. 2) и выработка сигнала рассогласования, который поступает на программатор 36 тока, которьш в зависимости от сигнала рассогласования по-
нарастания межэлектродного напряжения 30 дает импульсы тока на блок 3/ элект- может принимать значение t,, если родинамического механизма сжатия, динамическое сопротивление Д между который производит подрет-улировку электродами достигает эталонного зна- (уменьшение .или увеличение) усилия чения R,, раньше t и t(jj, если сжатия дополнительно к основному уси- намическое сопротивление достигает 5 л™ сжатия, ..сообщаемого от привода, эталонного значения позже t0,, Длитель- с блока 10 деления подается сиг- ность tj определяется пропорционально разностью между общей энергией и вьщеленной энергией за время фронта нарастания Ёф межэлектродноВ блоке 28
го напряжения до U сравнения достигнутая величина межэлектродного напряжения Ug из датчика 8 сравнивается с сигналом из за-Ц датчика 29 заданной эталонной величи- g ны межэлектродного напряжения Ug и сигнал о результате сравнения подается в блок 30 индикации. Ключи 13, 19 к 21 служат для разряда интегри- .рующей емкости по окончании цикла сваркиg электронный ключ 11 для включения и выключения интегратора 12 от блока 9 умножения, а элект- ронньй ключ 17 для отключения задатчика 16 от интеграторов 18 и 20. Блок 22 запуска включает блок 23 управления, которьш управляет ключами 115 13 ,f 19 и 21 буферным усилителем 27 и компаратором 26, Блок 24 сравнал о.величине динамического сопротивления R;,, в конце процесса сварки (после вьщеления заданной энергии) 40 в блок 32 сравнения 5 где этот сигнал
сравнивается с заданным, поступаю- от задатчика 34, и результат ; сравнения поступает на блок 35 индикации.
Устройство,с помощью которого осуществляют предлагаемый способ работает следующим образом.
Вначале от привода механизма сжатия свариваемые детали 6 сжимаются 5Q электродами 5 нaчaльны i статическим
усилием сжатия Р
При этом от педали механизма сжатия через релейный элемент (не показано) включает- , ся блок 22 запускаS который включает 55, блок 23 управления. Далее с блока 23 управления подается сигнал разрешения работы на буферный усилитель 27, Одновременно блок 23 управления вы- рабатывает и подает сигналы на раз- |
0
нения сравнивает сигнал о текущем значении межэлектродного напряжения с выхода датчика S с сигналом с выхода последовательно соединенных интеграторов 18 и 20, фор шрующих сигнал, задающий закон изменения межэлект- . родного напряжения U,. Буферный усилитель 27 предназначен для усиления сигнала рассогласования по межэлектродному напряжению, снимаемого с. блока 24 сравнения до уровня, потребляемого входными цепями регулятора 2 сварочного тока, выполненного на
5 управляемых транзисторах 3, коммутирующих сварочный ток от источника 1 питания,
С блока 10 деления сигнал о текущем значении динамического сопротив0 ления между электродами подается на блок 31 сравнения, где происходит сравнение с поступающим сигналом заданной эталонной программы динамического сопротивления между электро-
фиг. 2) и выработка сигнала рассогласования, который поступает на программатор 36 тока, которьш в зависимости от сигнала рассогласования по-
30 дает импульсы тока на блок 3/ элект- родинамического механизма сжатия, который производит подрет-улировку (уменьшение .или увеличение) усилия сжатия дополнительно к основному уси- 5 л™ сжатия, ..сообщаемого от привода, с блока 10 деления подается сиг-
нал о.величине динамического сопротивления R;,, в конце процесса сварки (после вьщеления заданной энергии) 40 в блок 32 сравнения 5 где этот сигнал
g
сравнивается с заданным, поступаю- от задатчика 34, и результат ; сравнения поступает на блок 35 индикации.
Устройство,с помощью которого осуществляют предлагаемый способ работает следующим образом.
Вначале от привода механизма сжатия свариваемые детали 6 сжимаются 5Q электродами 5 нaчaльны i статическим
усилием сжатия Р
При этом от
дали механизма сжатия через релейный элемент (не показано) включает- , ся блок 22 запускаS который включает 55, блок 23 управления. Далее с блока 23 управления подается сигнал разрешения работы на буферный усилитель 27, Одновременно блок 23 управления вы- рабатывает и подает сигналы на раз- |
от заданного значения, поступает на буфернь й усилитель 27э где он форми- РУЕ;ТСЯ и подается на управляемый транзистор 3 регулятора 2 сварочного тока. При этом регулятор 2 сварочного тока у1ченьп1ает или увеличивает сварочный ток в цепи так, чтобы межэлектродное напряжение нарастало по 10 квадратичному закону (участок 1 зарядные ключи 13s 19 и 21 и электронный ключ 11. При этом включаются интеграторы 12, 18 и 20, После этого с задатчика 16 подается сигнал через электронный ключ 17 (исходное состояние ключа замкнутое) на последовательно соединенные интеграторы 18 и 20 и с выхода интегратора 20 на блок 24 сравнения. Далее с блока 24 сравнения подается сигнал на буферньй усилитель 27, а с него на регулятор 2 сварочного тока. При этом в сварочной (силовой) цепи 4 начинает гфотекать сварочный ток, Величину сварочного тока ICB в сна- рочной цепи 4 и напряжение U между электродами 5 измеряют датчиками 7 и 8„ После включения сварочного тока блок 9 умноясения,входгл1ми сигнала- gg После этого интеграторы 19 и 20 запоминают и поддерживают (стабилизируют) до конца сварки (участок 2 зависимости U-, f(t) на фиг, 2) уровень сиг- нала достигнутого с задатчика 16, т.е. далее напрялсение между электродами и выдерживает время t (или
fS
висимости Ug f(t) на фиг. 2). При достижении текущим значением динамического сопротивления между электродами R в блоке 10 деления установленного заданного эталонного значения динамического сопротивления Rв пределах от Rj, до R
ка 25;, компаратор 26
размыкание электронного ключа 17,
Э2.
подает
-эз из задатчисигнал на
ми которого являются сварочный ток , с датчика 7 и напряжение U, . между электродами 5 с датчика 8, перемножает эти сигналы. Одновременно в блоке 10 деления на основе сигналов с датчика 7 и 8 формируется сигнал мгновенного (текущего) значения: динамического сопротивления между электродами R. С выхода блока 9 уи-- ножения сигнал о мг новенкой мощности сварочного тока подается на интегратор 12, с выхода блока IО деления сигнал текущего значенкя динамическо - го сопротивления между электродами подается на компаратор 26j а с второго выхода датчика 8 сигнал о теку-- щем значении межэлектродного напряжения и подается на один из входов в блок 24 .сравнения. С момента включения сварочного тока с згдатчика 16 подается опорное напряжение через электронный ключ 17 на вход интегратора 18 и с его выхода на вход третьего интегратора 20, С выхода третьего интегратора 20 сигнал в виде квадратичной за шсим:ости K Ugg ndt подается на второй вход блока 24 сравнения.
Таким образом, на выходе третьего интегратора 20 формируетон квадратнч- но-нарастающее напряжение, задаюптее закон изменения межгшектродного ряжения И так сигнсш с вькода интегратора 20 поступает на вход блока 24 сравнения для вьщеления разности с сигналоМ5 поступающим из датчика 8. Разностный сигнал, представляющий собой отклонение действительного .значения межэлектродного напряжения
25
-41
и
tn)
на уровне, достигнутом
35
40
к моменту совпадения сигналов в компараторе 26 с задатчика 25 и с блока .10 деленияр Гсе, к моменту размы- кания электронного ключа 17 Так как дин.амическое сопротивление между электродами R,,, характеризует состояние зоны сварки, то автоматическая стабилизация межэлектродного напряжения и в зависимости от достигнутого значения Rg позволяет повысить стабильность качества сварных соединений и процент выхода годных изделий. При этом в зависимости от характера возмущающих воздействий в зоне контакта свариваемых деталей (изменение состояния рабочих поверхностей электродов, перекосы электродовj нестабильность работы механизма сжатия и дрс.) текущее динамическое сопротивление R, может достигнуть эталонного заданного значения К,, раньше какого-то
за время t,, т,е, среднего значения
gf-i tj;|, или, наобороТр значения К,, позже за . время t(jj,, „Эталонное заданное значение динамического сопротивления в пределах от Rg, до Rjg определяется для каждого сочетания сваривае- мых материалов на основе экспериментальных данных и это значение вводится в задатчик 25. Одновременно после включения сварочного тока с блока 10 деления подается сигнал о текущем
4233206
от заданного значения, поступает на буфернь й усилитель 27э где он форми- РУЕ;ТСЯ и подается на управляемый транзистор 3 регулятора 2 сварочного тока. При этом регулятор 2 сварочного тока у1ченьп1ает или увеличивает сварочный ток в цепи так, чтобы межэлектродное напряжение нарастало по 10 квадратичному закону (участок 1 за- gg После этого интеграторы 19 и 20 запоминают и поддерживают (стабилизируют) до конца сварки (участок 2 зависимости U-, f(t) на фиг, 2) уровень сиг- нала достигнутого с задатчика 16, т.е. далее напрялсение между электродами и выдерживает время t (или
g После этого интеграторы 19 и 20 запоминают и поддерживают (стабилизируют) до конца сварки (участок 2 зависимости U-, f(t) на фиг, 2) уровень сиг- нала достигнутого с задатчика 16, т.е. далее напрялсение между электродами и выдерживает время t (или
висимости Ug f(t) на фиг. 2). При достижении текущим значением динамического сопротивления между электродами R в блоке 10 деления установленного заданного эталонного значения динамического сопротивления Rв пределах от Rj, до R
ка 25;, компаратор 26
размыкание электронного ключа 17,
Э2.
подает
-эз из задатчисигнал на
-41
и
tn)
на уровне, достигнутом
5
0
к моменту совпадения сигналов в компараторе 26 с задатчика 25 и с блока .10 деленияр Гсе, к моменту размы- кания электронного ключа 17 Так как дин.амическое сопротивление между электродами R,,, характеризует состояние зоны сварки, то автоматическая стабилизация межэлектродного напряжения и в зависимости от достигнутого значения Rg позволяет повысить стабильность качества сварных соединений и процент выхода годных изделий. При этом в зависимости от характера возмущающих воздействий в зоне контакта свариваемых деталей (изменение состояния рабочих поверхностей электродов, перекосы электродовj нестабильность работы механизма сжатия и дрс.) текущее динамическое сопротивление R, может достигнуть эталонного заданного значения К,, раньше какого-то
за время t,, т,е, среднего значения
tj;|, или, наобороТр значения К,, позже за время t(jj,, „Эталонное заданное значение динамического сопротивления в пределах от Rg, до Rjg определяется для каждого сочетания сваривае- мых материалов на основе экспериментальных данных и это значение вводится в задатчик 25. Одновременно после включения сварочного тока с блока 10 деления подается сигнал о текущем
значении динамического сопротивления между электродами на третий блок 31 сравнения, где этот сигнал сравнивается с программным изменением зна- чения динамического сопротивления между электродами R (кривая 3 на фиг. 2), значение которого подается с пятого задатчика 33. В результате этого сравнения в блоке 31 вырабатывается сигнал рассогласования, который поступает на программатор 36 тока. Программатор 36 тока в соответствии с сигналом рассогласования, поступающим из блока 31 сравнения, подает импульсы тока в блок 37 электродинамического механизма сжатия которьй производит подрегулировку (уменьшение или увеличение) начального статического усилия сжатия Р. , сообщаемого от привода. Изменение усилия сжатия производится на протяжении всего процесса сварки. Таким образом (в зависимости от сигнала рассогласования в блоке 31), чтобы текущее динамическое сопротивление между электродами изменялось в соответствии с программным изменением (кривая 3, фиг, 2). Программа
10
15
нал на комг.арагоре 15 подается с задатчика 14. которым задается величина энергии, необходимой для сварки . При достижении сигналом с выхода интегратора 12 заданного значен 1Я с задатчкка 14 компаратор 15 подает сигнал в блок 23 управления, который подает команду запрета работы на бу- ферньш усилитель 27 и сварочный ток вьжлючается При этом в зависимости от времени достижения (момента) текущим R эталонного заданного значения R:j5 межэлектродное напряжение и, будет достигать соответственно при быстром достижении R, эталона
R, (R
91
ИЛИ R,) значение U
Эi
при более медленном - значение Поэтом:,- при достигнутом значении Ug, 20 процесс будет растягиваться во времени t,,, (из-за необходимости выделения заданной энергии ) а при повышенном значении U-, соответ 2
ственно процесс сварки будет более
25
коротким - tj,- , в связи с этим может оказаться, что в зависимости от воз- мущаюнщх воздействий текущее межэлектродное напряжение U может выходить за пределы меньше Uj или изменения динамического сопротив- Q больше Поэтоьиу в устройстве ления между электродами определяет- предусмо.трен контроль качества сварен для каждого сочетания свариваемых материалов на основе экспериментальных данных и эта программа вводится в задатчик 33. Одновременно после вклю 35
ных соединении путем сравнения в блоке 28 в конце сварки перед выключением сварочного тока достигнутого значения Ug из датчика 8 с эталонным заданным зкаченкем LU из задатчика 29, Результат сравнения из блока 28 сравнения поступает в блок 30 ин,дика-- ции„ Эталонное значение U,j (интервал от и, до и,,) определяется для каждого сочетания свариваемых материалов на основе экспериментальных данных.
чения сварочного тока и ключа 11 ин тегратор 12 производит интегрировани сигнала, пропорционального текущему значению мощности сварочного тока, о чем поступает сигнал с блока 9 умножения. Интегрирование производится в течение времени, равного длительности сварочного импульса, т„е„
W
CB
К
J -dt - J N,,.dt
где W
C8
,-Ic,энергия, вьщелившаяся между электродамиJ текущее значение мгновенной мощности; RC - постоянная времени время
зарядной цепи интегратора. Таким образом, на выходе интегратора 12 формируется сигнал, пропорциональный выделенной энергии между электродами, который подается на первый вход компаратора 15. Второй сиг0
5
нал на комг.арагоре 15 подается с задатчика 14. которым задается величина энергии, необходимой для сварки . При достижении сигналом с выхода интегратора 12 заданного значен 1Я с задатчкка 14 компаратор 15 подает сигнал в блок 23 управления, который подает команду запрета работы на бу- ферньш усилитель 27 и сварочный ток вьжлючается При этом в зависимости от времени достижения (момента) текущим R эталонного заданного значения R:j5 межэлектродное напряжение и, будет достигать соответственно при быстром достижении R, эталона
R, (R
91
ИЛИ R,) значение U
Эi
при более медленном - значение Поэтом:,- при достигнутом значении Ug, процесс будет растягиваться во времени t,,, (из-за необходимости выделения заданной энергии ) а при повышенном значении U-, соответ 2
ственно процесс сварки будет более
25
Q
коротким - tj,- , в связи с этим может оказаться, что в зависимости от воз- мущаюнщх воздействий текущее межэлектродное напряжение U может выходить за пределы меньше Uj или Q больше Поэтоьиу в устройстве предусмо.трен контроль качества свар35
40
45
50
ных соединении путем сравнения в блоке 28 в конце сварки перед выключением сварочного тока достигнутого значения Ug из датчика 8 с эталонным заданным зкаченкем LU из задатчика 29, Результат сравнения из блока 28 сравнения поступает в блок 30 ин,дика-- ции„ Эталонное значение U,j (интервал от и, до и,,) определяется для каждого сочетания свариваемых материалов на основе экспериментальных данных.
С блока 10 деления подается сигнал о величине динамического сопротивления R, в конце процесса сварки (после выделения заданной энергии ) в четвертый блок 32 сравнения где этот сигнал сравнивается с заданны:-, поступающим от задатчика 34, и результат сравнения подается на блок 35 индикации. При этом в завксимостк
от длительностей t,, и t мое значение R№
задавае5
Э1, в задатчике 34 будет находиться в пределах значений от В связи с этим может
да
ЭК
оказаться, что в зависимости от возмущающих воздействий значение R, может выходить за пределы меньше
и оольше
R
Поэтому в предлагав- мом способе и в устройстве для его осуществления предусмотрен дополнительный контроль Kfi4ecTB3 сварных соединений в блоке 32 сравнения в конце сварки после вьздеягзния заданной энергии достигнутого значения . из блока 10 деления с зталонньп« заданным значением R;,., из задатчика
34, Результат сравнения из блока 32 сравнения поступает в блок 35 индика цки. Эталонные значения H..j, (интервал от Д определяется для каждого сочетания свариваемых материалов на основе экспериментальных данных о
Таким образом5 в способе н устройстве дополнителг но к управленшо п R.J и контролю по достигнутa ry значе- НИК) межэлектродного напряжения U к моменту его стаб шизацки сс зтществ ляется регулирование процесса в со ответствии с заданн;ой программой дина1угического сопротивления Rg меж- ду электродами а также контроль процесса по значению заданного динамического сопротивления в конце процес са сварки после вьщеления заданной энергии Иначе говс)ря сс ществля- е т с я м к о :г о п ар а м е т р о в о е р е г у л кр о в а к и е процесса и кяогопараметр- зый конт- роль,, что позволяет повысртть надеж- кость контроля к р{;гулирозания процесса контактной сварки
Одновременно с тем как энергия для сварки У„, достигает заданного значения задатчиком 14 и компаратор 15 подает команду на блок 23 управления, последний дает команду на выключение электронного ключа 11 и включение разрядньо;; ключей 13,, 19 и 21,- При этом интеграторы 11s 9 и 20 возвращаются з исходное состояние Блок 23 управления возвралдает также компаратор 26 в исзсодное состояние который опять замкнет электронный клноч 17 (исходное состоямие ключа замкнутое),
Таким обр аз ом5 блок с;-;ема устройства возвращена в исходное состояние и готова к следующему циклу сварки,
Таким образоМд способ и стройот™ во для его ос ущестнлення позволяют ос уществнть автоматическое многопара метровое регулирование и контроль процесса контактной сварки„ Это дает возможность повысить, надежность коктролл у/, регулирозания процесса,, „
2332010
что в свою очередь позволяет стабилизировать процесс сварки и повысить выпуск годных изделий,
В результате данных испытания спо соба, которое проводилось при сварке многожильных медных посеребренных проводов 0 Os12 мм с коваровыми стержнями 0 1 мм вкрест применяли со 10 стороны многожильного провода вольфраковые, а со стороны коварового стержня медные электроды с рабочей поверхностью 0 2 мм.
Результаты сварки 50 образцов по способу следующие о Все 50 сваренных и проконтролированных образцов с индикацией годные показали при испытании на срез положительные результаты 24-27 Но
Таким образом5 выход годных образцов по предлагаемому способу состав™ ляет 100%,
Формула
изобретения
5 о
и
2 о Устройство длл антомати-ческого контроля и рег улирования процесса контактной сварк по авт сз, к 1362591,, о т л к ч а ю л; е е с я теМз что в него дополнительно вЕеде- ны последовательно соединенные пятьй задатчик, третш блок сравнения, программатор тока и блок электроди- наи-ического механизма сжатия и последовательно соединенные шестой за-г датчикS четвертый блок сравнения и второй блок индикации, при этом второй вход третьего блока сравнения
соединен с вторым выходом блока дав- нен с вторым входом четвертого блока ления, третий выход которого соеди- сравнения.
срие.1
/,
33
и
ffS
ffsfff
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
