1
Изобретение относится к монтажу и свзрке шаровых емкостей, используемых в основном в химической промьшшенности.
Известен способ изготовления сферических резервуаров, согласно которому собирают элемент резервуара из двух днищ, распорки между ними и сектора, сваренного из двух лепестков. Полученную конструкцию устанавливают на ось опорных стоек и, вращая конструкцию, прихватывают и приваривают остальные предварительно сформованные, лепестки сферы. При этом для вращения резервуара используют кран 1 .
Недостатком этого способа являетcff болычая .нагрузка на ось, причем пр мере наращивания лепестков на,грузка постоянно увеличивается. Неравномерность и большая величина нагрузки на ось удорожает сборочнО-сварЪчную оснастку и снижает производительность из-за необходимости использования подъемного крана.
Известен также способ изготовления сферических резервуаров, соглас но которому резервуар собирают на опорном каркасе, а затем во время сварки для вращения резервуара ис7
пользуют ванну с жидкостью 2 J. Недостатком этого способа является необ.ходимость герметизации всех швов пос ле прихватки, что является очень
5 трудоемкой операцией.
Цель изобретения - разгрузка оси вращения при последовательном наращивании лепестков резервуара методом сварки в горизонтальном положении.
Это достигается тем, что сваренную часть резервуара, смонтированную на оси между, стойками, по мере сборки и сварки лепестков опуска 5 ют в ванну с жидкостью, которую размещают между стойками, а уровень жидкости повышают по мере опускания лепестков, сохраняя тем самы-м постоянную нагрузку на ось механизма вращения и стенки} затем после окончания сборки и .сварки разворачивают резервуар в проектное положение и приваривают к опорным стойкам.
На фиг. 1 изображен вид собираемого резервуара в плане; на фиг. 2, 3, 4 - этапы сборки и сварки.резервуара, на фиг. 5 - установка резервуара в проектное положение.
Способ осуществляется следующим
30 образом.
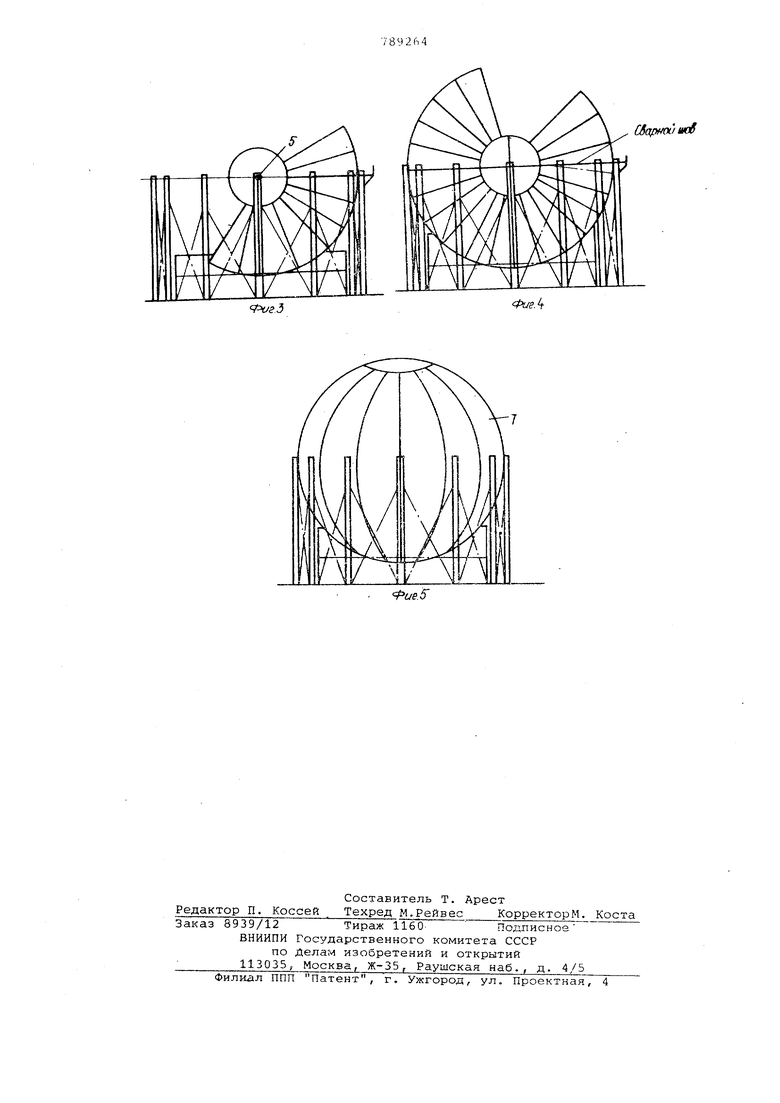
Собирают элемент резервуара, состоящий из двух днищ 1, распорки 2 между ними и сектора 3, сваренного из двух лепестков. Затем устанавливают краном первоначальную . конструкцию на опорные стойки 4, к которым прикрепляют ось механизма вращения резервуара 5. Между ними устанавливают ванну 6. Краном подаются последующие секторы, которы своей нижней кромкой стыкуются с верхней кромкой предыдущих блоков. Сборка лепестков в блоки и сварка осуществляется снятием фаски с одной стороны лепестка. Укрупнение в блоке производится из 2-3-х лепестков. Прихватка лепестков осуществляется методом ручной дуговой сварки . С внешней стороны стыкуемы лепестков заваривается корневой шов. С внутренней стороны корневой шов зачищается шлифмашинкой и полностью удаляются прихватки. Методо полуавтоматической сварки корневой шов заваривается с внутренней стороны, С внешней стороны два сварщика от середины к краям заваривают ризонтальный шов .
После сборки и сварки примерно третьей части резервуара, расположенного в нижнем положении, ванну заливают жидкостью (фиг. 3), При этом создается выталкивающая сила, которая начинает разгружать опорные стойки и ось механизма вращения.
По мере сборки и сварки лепестков последовательно опускают свареную часть резервуара в ванну (фиг. при этом уровень жидкости .повышаюt, сохраняя тем самым постоянную нагрузку на ось механизма вращения и опорные стойки.
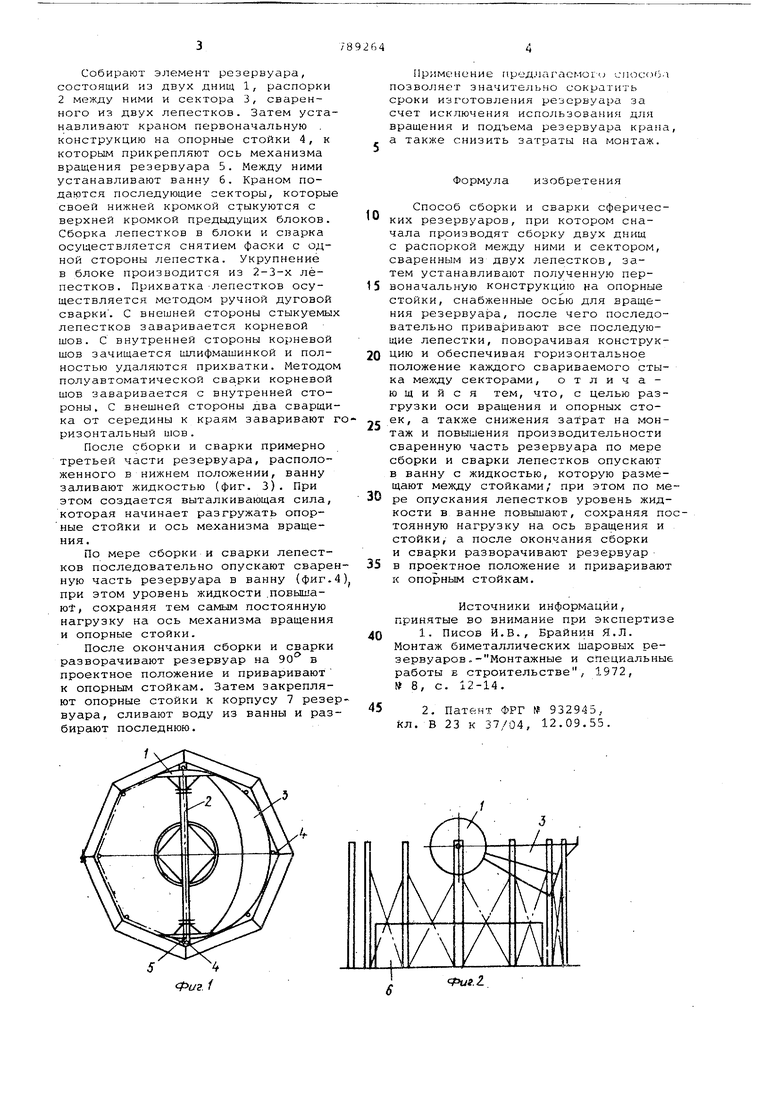
После окончания сборки и сварки разворачивают резервуар на 90 в проектное положение и приваривают к опорным стойкам. Затем закрепляют опорные стойки к корпусу 7 резевуара, сливают воду из ванны и разбирают последнюю.
Пр1 менуние предлагаемого сиосс.ба позволяет значительно сократить сроки изготовления резервуара за счет исключения использования для вращения и подъема резервуара Kpaiia, а также снизить затраты на монтаж.
Формула изобретения
Способ сборки и сварки сферических резервуаров, при котором сначала производят сборку двух днищ с распоркой между ними и сектором, сваренным из двух лепестков, затем устанавливают полученную первоначальную конструкцию на опорные стойки, снабженные осью для вращения резервуара, после чего последовательно приваривают все последующие лепестки, поворачивая конструкцию и обеспечивая горизонтальное положение каждого свариваемого стыка методу секторами, отличающийся тем, что, с целью разгрузки оси вращения и опорных стоек, а также снижения затрат на монтаж и повышения производительности сваренную часть резервуара по мере сборки и сварки лепестков опускают в ванну с жидкостью, которую размещают между стойками; при этом по мере опускания лепестков уровень жидкости в ванне повышают, сохраняя постоянную нагрузку на ось вращения и стойки, а после окончания сборки и сварки разворачивают резервуар в проектное положение и приваривают к опорным стойкам.
Источники информации, принятые во внимание при экспертизе 1 Писов И.В., Брайнин Я.Л.
Монтаж биметаллических шаровых резервуаров, - Монтажные и специальные работы в строительстве, 1972, 8, с. 12-14.
2. Патент ФРГ № 932945, кл. В 23 к 37/04, 12.09,55.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа изотермических резервуаров | 1981 |
|
SU953156A1 |
| Способ изготовления сферических оболочек | 1985 |
|
SU1349858A2 |
| Способ монтажа многостенчатого изотермического сферического резервуара | 1977 |
|
SU679719A1 |
| Грузовой контейнер | 1983 |
|
SU1237077A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Способ монтажа сферического резервуара | 1982 |
|
SU1157195A1 |
| Устройство для сварки лепестков сферического резервуара с опорами | 1984 |
|
SU1135521A1 |
| СПОСОБ СВАРКИ ЭМАЛИРОВАННЫХ ТРУБ | 2001 |
|
RU2202457C1 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| Способ возведения сварных металлических резервуаров | 1941 |
|
SU77099A1 |