1
Изобретение относится к стекольной промышленности и, в частности, к устройствам для отжига горизонтальной ленты стекла.
Известен способ и устройство для отжига горизонтальной ленты стекла, в котором для ускорения отжига в туннеле установлены трубки для вдувания охлаждающего аген та, что способствует уменьшению длины туннеля и улучшению регулирования напряжений в стекле 1. В таком устройстве для отжига стекла недостаточно высокая скорость отжига и неравномерность напряжений по ширине ленты.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для отжига горизонтальной ленты стекла, содержаш,ее туннель с приспособлением для перемеш,ения стекла, снабженный в головной части центральными и краевыми электрическими нагревателями, причем соотношение длины зоны нагрева к ее ширине составляет 23, а протяженность каждого краевого нагревателя составляет 0,1-0,18 ширины туннеля в свету 2.
Недостатком известного устройства для отжига горизонтальной ленты стекла является его низкая производительность за счет невысокой скорости охлаждения (при дополнительном подогреве на большой длине печи) и из-за недостаточной ширины ленты стекла, обусловленной значительJ ной длиной краевых нагревателей.
Цель изобретения - повышение производительности устройства.
Указанная цель достигается тем, что в устройстве для отжига горизонтальной ленты creKvTa, содержашем туннель с приспособлением для перемеш,ения стекла, снабженный в головной части центральными и краевыми электрическими нагревателями, каждый краевой нагреватель выполнен W-образной формы и длиной, в направлении перпендикулярном оси туннеля, составляю15ш,ей 0,07-0,09 ширины туннеля в свету и смонтирован в своде туннеля с шагом, составляюшим 0,12-0,13 ширины нагревателя, а соотношение длины зоны нагрева к ее ширине составляет 7-9.
Уменьшение длины головной обогревае20мой зоны туннеля обеспечивает ускорение процесса отжига без ухудшения его качества, что обусловлено значительным количеством тепла, вносимым в ГОЛОВНУЮ часть
печи нагретой лентой стекла. Уменьшение протяженности краевых нагревателей с размещение1М их в своде печи с небольшим шагом способствует выравниванию температуры по ширине ленты стекла и обеспечивает возможность увеличения ширины отжигаемой ленты стекла.
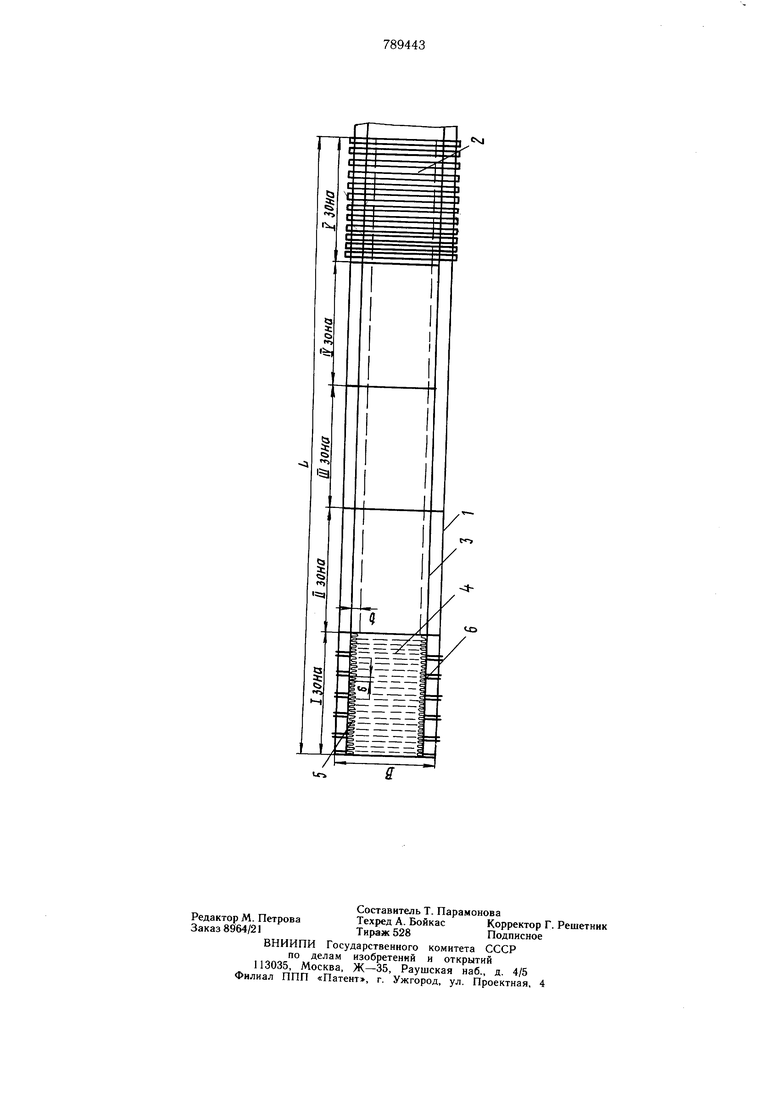
На чертеже схематично показано устройство для отжига горизонтальной ленты стекла, вид в плане.
Устройство для отжига горизонтальной ленты стекла содержит туннель 1 с приспособлением 2 для перемеш,ения ленты стекла 3. Приспособление 2 выполнено в виде горизонтально расположенных роликов. В головной части туннеля 1 смонтированы центральные электрические нагреватели 4 и с каждого края туннеля 1 - краевые нагреватели 5 и 6. Соотношение длины L обогреваемой части туннеля 1 к его ширине В составляет 7-9. Каждый краевой нагреватель 5 и 6 выполнен W-образной формы. Его длина в в направлении, перпендикулярном оси туннеля 1, составляет 0,07- 0,09 ширины В туннеля 1 в свету. Шаг краевых нагревателей 5 и 6 - б составляет 0,12-0,13 его ширины в.
Устройство для отжига горизонтальной ленты стекла работает следующим образом.
Предварительно отформованная одним из известных способов (на ванне с расплавленным металлом) лента стекла 3 поступает в устройство для отжига, представляющее собой туннель 1, снабженный приспособлением 2 для ее перемеш,ения. В головной части туннеля 1 смонтированы центральные 4 и краевые 5 и 6 нагреватели, которые обеспечивают равномерную температуру по сечению туннеля и качественный отжиг ленты стекла.
Пример. Проведено испытание устройства для отжига горизонтальной ленты стекла.
Испытания проводят на электрической туннельной печи отжига ЛПС-5000 при отжиге 3 мм стекла следуюш.его состана, вес.%:
SiO 72,8,
А1гОз 1,0 СаО 8,7 MgO 3,6
ЫагО 13,4
50з 0,5
Верхняя температура отжига равна 565°С, а нижняя 400°С.
До испытания печь снабжена центральными нагревателями 4, которыми оснашены 13 зон с общей длиной 76,5 м.
В процессе испытаний 8 зон, расположенных ближе к разгрузочному концу печи, отключены и длина обогреваемой зоны составляет 27 м. Это обеспечивает ускорение процесса отжига. Соотношение длины обогреваемой зоны к ее ширине составляет 0,78.
До испытаний при вытягивании 3 мм стекла при скорости вытягивания 12,2м/мин и ширине ленты 2800 мм скорость резки на резных столах была предельной. Дальнейшее увеличение скорости вытягивания лимитировалось скоростью резки.
Для увеличения производительности в процессе испытаний в своде головной обогреваемой зоны смонтированы краевые W образные нихромовые нагреватели из стержня диаметром 10 мм, причем краевые нагреватели крепятся к раме центральных нагревателей. Протяженность каждого краевого нагревателя в направлении, перпендикулярном оси туннеля, составляет 320 мм при ширине туннеля в свету 4100 мм. Ша -W-образных нагревателей 40 мм, что составляет 0,125 его ширины. На каждый краевой нагреватель длиной 560 мм в направлении оси туннеля подают 5,3 кВт/ч.
Реконструкция устройства для отжига позволяет увеличить ширину отжигаемой ленты стекла до 3300 мм, что даже при снижении скорости вытягивания до 11,5 м/мин позволяет увеличить производительность на 10% Качество отжига при этом не ухудшается. Кроме того, образовывается некоторый резерв мощности на резных столах. Реализация первоначальной скорости при достигнутой ширине ленты позволяет увеличить производительность на 18%.
Годовой экономический эффект от внедрения изобретения только на одной печи отжига листового стекла составит 150 тыс. р.
Формула изобретения
Устройство для отжига горизонтальной ленты стекла, содержащее туннель с приспособлением для перемещения стекла, снабженный в головной части центральными и краевыми электрическими нагревателями, отличающееся тем, что, с целью повышения производительности устройства, каждый краевой нагреватель выполнен W-образной формы и длиной, в направлении, перпендикулярном оси туннеля, составляющей 0,07-. 0,09 щирины туннеля в свету и смонтирован в своде туннеля с шагом, составляющим 0,12-0,13 ширины нагревателя, а соотношение длины зоны нагрева к ее ширине не составляет 7-9.
Источники информации,
принятые во внимание при экспертизе
1.Патент Франции № 2038364, кл. С 03 В 25/00, 1971.
2.Патент Великобритании № 1154153 кл. С 1 М, 1969.
се
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отжига непрерывнойлЕНТы СТЕКлА | 1979 |
|
SU842064A1 |
| ТУННЕЛЬНАЯ ПЕЧЬ | 2005 |
|
RU2310616C2 |
| ПЕЧЬ ОТЖИГА СТЕКЛОИЗДЕЛИЙ | 2017 |
|
RU2661961C1 |
| Установка для фотоэкспонированияи КРиСТАллизАции издЕлий из СТЕКлА | 1979 |
|
SU842063A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| Способ вертикального вытягивания листового стекла и устройство для его осуществления | 1977 |
|
SU735578A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА НА РАСПЛАВЕ МЕТАЛЛА | 2005 |
|
RU2302380C1 |
| СПОСОБ ВЫПЕЧКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ В ФОРМАХ, ДВИЖУЩИХСЯ ПРЯМОЛИНЕЙНО НА КОНВЕЙЕРЕ ВНУТРИ ТУННЕЛЬНОЙ ПЕЧИ | 2013 |
|
RU2526396C1 |
| Холодильник подмашинной камеры вертикального вытягивания ленты стекла | 1978 |
|
SU745871A1 |
| ПЕЧЬ И СПОСОБ ИЗГИБАНИЯ СТЕКЛА | 1994 |
|
RU2137723C1 |
«3
d f
1
/1
U-i
s
