(54) СПОСОБ ИСПЫТАНИЯ НА ГЕРМЕТИЧНОСТЬ ПОЛЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытаний полых изделий нагЕРМЕТичНОСТь и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1979 |
|
SU823926A1 |
| Способ испытания на герметичность изделий | 1988 |
|
SU1631338A1 |
| Способ испытания на герметичность изделий, заполненных газом без избыточного давления | 1977 |
|
SU645044A1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1991 |
|
RU2025681C1 |
| Способ испытания на герметичность изделий | 1989 |
|
SU1696925A1 |
| Вакуум-камера для испытания на плотность сварных швов и заклепочных соединений | 1975 |
|
SU641293A1 |
| Способ контроля герметичности объектов | 1977 |
|
SU763713A1 |
| Способ изготовления изоляции обмоток электрических машин | 1978 |
|
SU792504A1 |
| Способ контроля герметичности крупногабаритных длинномерных изделий | 1981 |
|
SU1037097A1 |
| Способ охлаждения термовакуумкамеры | 1984 |
|
SU1236444A1 |
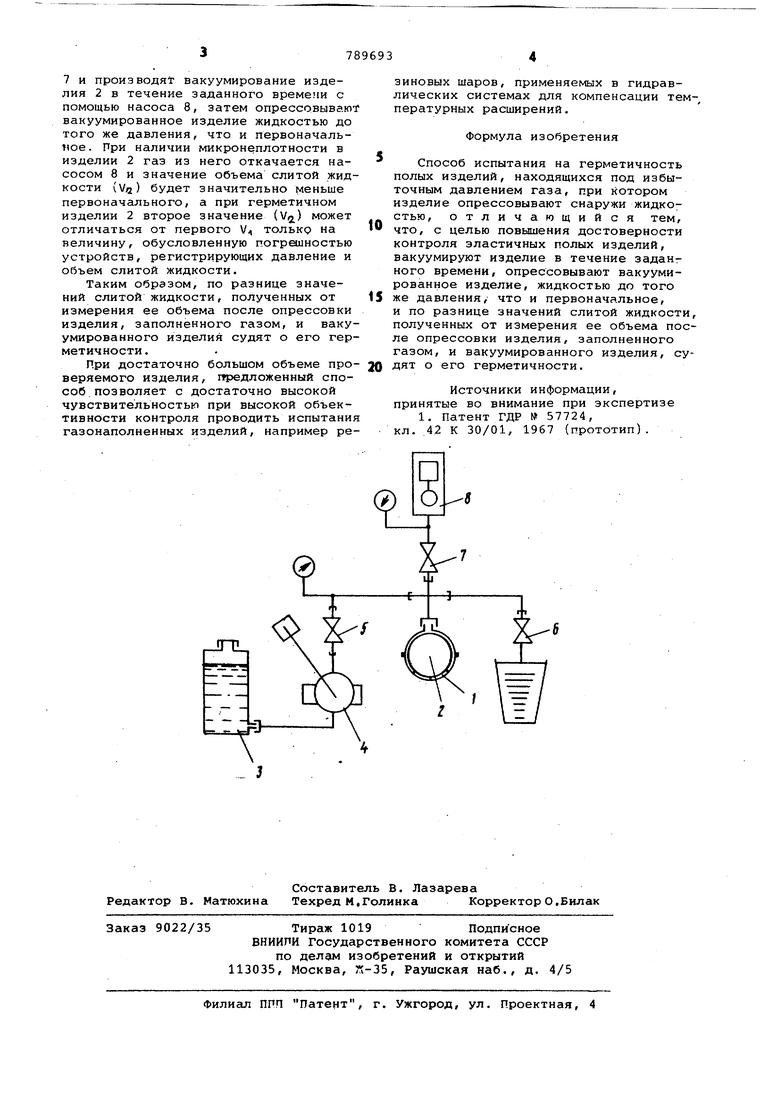
Изобретение относится к испытател ной технике и в частности, к проверк герметичности полых изделий. Известен способ испытания на герметичность полых изделий, находящийся под избыточным давлением газа, пр котором изделие опрессовывают снаружи жидкостью и по пузырькам, выделяю щимся в жидкости, судят о месте неге метичности в изделии 1 . Чувствительность способа невысока, .особенно в случае низкого значения .величины рабочего давления газа внутри изделия, следовательно, низкой Сбудет и достоверность контроля герметичности. Цель изобретения - повЕлшение дост верности контроля. Указанная цель достигается тем, что вакуумируют изделие в течение заданного времени, опрессовывают вакуумированное изделие жидкостью до того же давления, что и первоначальное, и по .разнице значений слитой жидкости, полученных от измерения ее объема после опрессовки изделия, заполненного газом, и вакуумированного изделия, судят о его герметичности. На чертеже представлено устройство для реализации способа испытания на герметичность полых изделий. Устройство содержит герметичный корпус 1, в котором размещается изделие 2, источник 3 рабочей жидкости, ручной насос 4, с помощью которого жидкость от источника 3 поступает в корпус 1, вентиль 6 слива жидкости, вентиль 7 и вакуумный насос 8, с помощью которого производят вакуумирование. Способ осуществляется следующим образом. В герметичный корпус 1 помещают изделие 2, например резиновый шар, в котором при изготовлении с помощью газообразующих веществ получено рабочее избыточное давление газа. Изделие 2 опрессовывают снаружи жидкостью от источника 3, доводя давле-. ние до определенного значения, большего внутреннего давления в изделии, с помощью ручного насоса 4. Затем, отсекая источник 3 с помощью вентиля 5, проверяют упругую характеристику резинового шара 1, открывают вентиль б слива и замеряют объем -слитой ж} дкocти V.-После этого закрывают вентиль слива 6, открывают вентиль 7 и производяг вакуумирование изделия 2 в течение заданного времечи с помощью насоса 8, затем опрессовывают вакуумированное изделие жидкостью до того же давления, что и первоначальтюе. При наличии микронеплотности в изделии 2 газ из него откачается насосом 8 и значение объема слитой жидкости (Vjj) будет значительно меньше первоначального, а при герметичном изделии 2 второе значение (V) может отличаться от первого V-, толькр на величину, обусловленную погрешностью устройств, регистрирующих давление и объем слитой жидкости. Таким образом, по разнице значений слитой жидкости, полученных от измерения ее объема после опрессовки изделия, заполненного газом, и вакуумированного изделия судят о его герметичности. При достаточно большом объеме проверяемого изделия, гтредложенный способ, позволяет с достаточно высокой чувствительностью при высокой объективности контроля проводить испытания газонаполненных изделий, например резиновых шаров, применяемых в гидравлических системах для компенсации температурных расширений. Формула изобретения Способ испытания на герметичность полых изделий, находящихся под избыточным давлением газа, при котором изделие опрессовывают снаружи жидкостью, отличающийся тем, что, с целью повышения достоверности контроля эластичных полых изделий, вакуумируют изделие в течение заданг ного времени, опрессовывают вакуумированное изделие, жидкостью до того же давления, что и первоначальное, и по разнице значений слитой жидкости, полученных от измерения ее объема после опрессовки изделия, заполненного газом, и вакуумированного изделия, судят о его герметичности. Источники информации, принятые во внимание при экспертизе 1. Патент ГДР № 57724, кл. 42 К 30/01, 1967 (прототип).
