Устройство работает следующим образом.
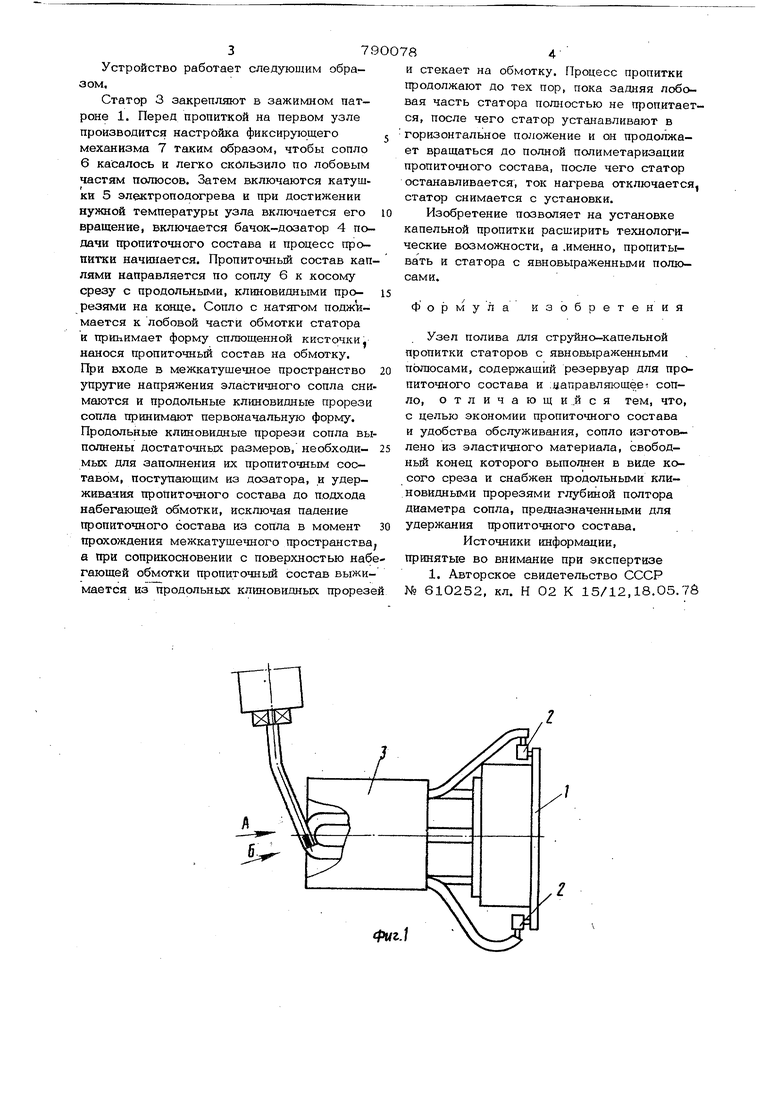
Статор 3 закрепляют в зажимном патроне 1. Перед пропиткой на первом узле производится настройка фиксирующего
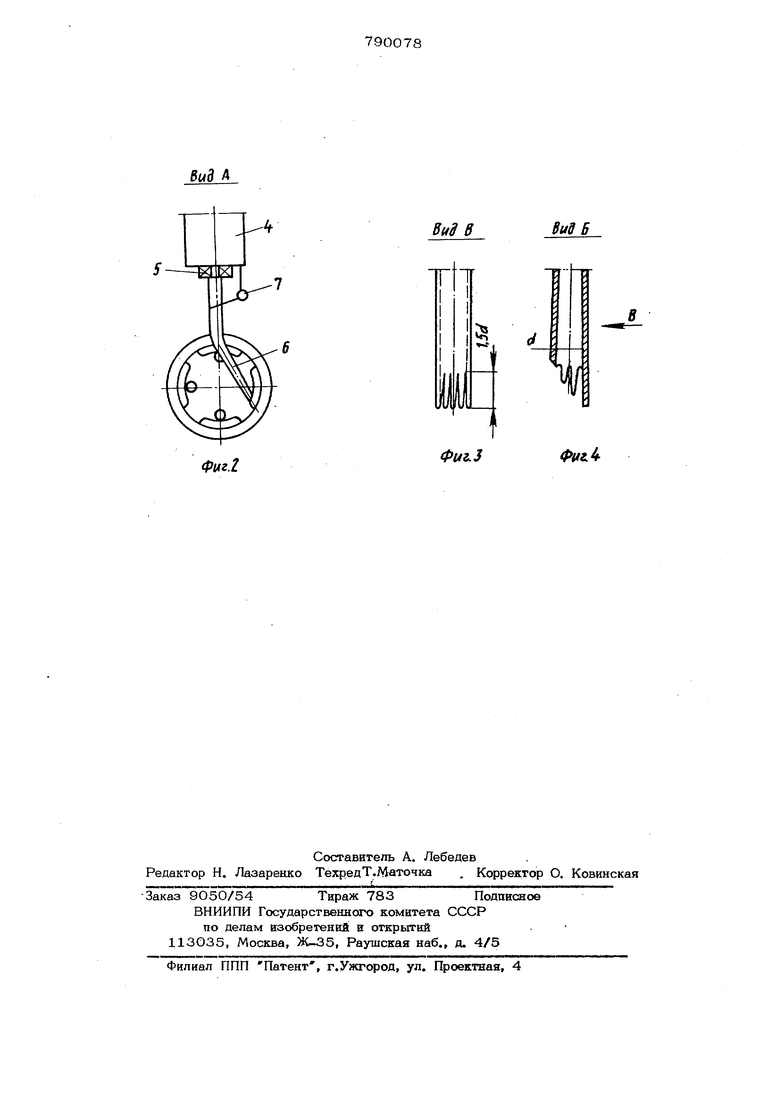
механизма 7 таким образом, чтобы сопло 6 касалось и легко скользило по лобовым частям полюсов. Затем включаются катушки 5 электроподогрева и при достижении нужной температуры узла включается его ю вращение, включается бачок-дозатор 4 подачи пропиточного состава и процесс пропитки начинается. Пропиточный состав каплями направляется по соплу 6 к косому срезу с продольными, клиновидными про- 15 резями на конце. Сопло с натягом поджимается к лобовой части обмотки статора и принимает форму сплющенной кисточки, нанося пропиточный состав на обмотку. При входе в межкатушечное пространство 20 упругие напряжения эластичного сопла снимаются и продольные клиновидные прорези сопла принимают первоначальную форму. Продольные клиновидные прорези сопла выполнены достаточных размеров, необходи- 25 мых для заполнения их пропиточным составом, поступающим из дозатора, и удерживания пропиточного состава до подхода набегающей обмотки, исключая падение пропиточного состава из сопла в момент 30 прохождения межкатушечного пространства, а 1фи соприкосновении с поверхностью набегающей обмотки пропиточный состав выжимается из продольных клиновидных прорезей
и стекает на обмотку. Процесс пропитки продолжают до тех пор, пока задняя лобовая часть статора полностью не пропитаеся, после чего статор устанавливают в горизонтальное положение и он продолжает вращаться до полной полиметаризации пропиточного состава, после чего статор останавливается, ток нагрева отключается статор снимается с установки.
Изобретение позволяет на установке капельной пропитки расширить технологические возможности, а .именно, пропитывать и статора с явновыраженными полюсами.
Формула изобретения
Узел полива для струйно-капельной пропитки статоров с явновыраженными полюсами, содержащий резервуар для пропиточного состава и :ааправляющее сопло, отличающийся тем, что, с целью экономии пропиточного состава и удобства обслуживания, сопло изготовлено из эластичного материала, свободный конец которого выполнен в виде косого среза и снабжен продольными клиновидными прорезями глубиной полтора диаметра сопла, предназначенными для удержания пропиточного состава.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 610252, кл. Н 02 К 15/12,18.05.7
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки катушек с одновременной пропиткой | 1990 |
|
SU1778801A1 |
| УСТАНОВКА ДЛЯ ПРОПИТКИ И СУШКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1991 |
|
RU2025028C1 |
| Способ дозированной пропитки всыпных обмоток статоров электрических машин | 1987 |
|
SU1525827A1 |
| СПОСОБ ТРЁХТАКТНОЙ СТРУЙНО-КАПЕЛЬНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2593826C1 |
| УСТАНОВКА ДЛЯ ПРОПИТКИ И СУШКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1997 |
|
RU2142668C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2510564C1 |
| СПОСОБ СТРУЙНО-КАПЕЛЬНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2510563C1 |
| Способ изготовления обмотанных магнитопроводов | 1984 |
|
SU1246257A1 |
| СПОСОБ СТРУЙНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2516243C1 |
| Установка для пропитки и сушки обмоток электрических машин | 1989 |
|
SU1714759A2 |
Фиг.1
Bus Е
Вид В
8
ё rf
tf tn4ФтЗ
