Изобретение относится к электротехнике, в частности к устройствам для капельной пропитки и сушки обмоток электрических машин.
Цель изобретения - повышение надежности в работе путем исключения вращения обмоток при их взаимодействии с манипулятором.V
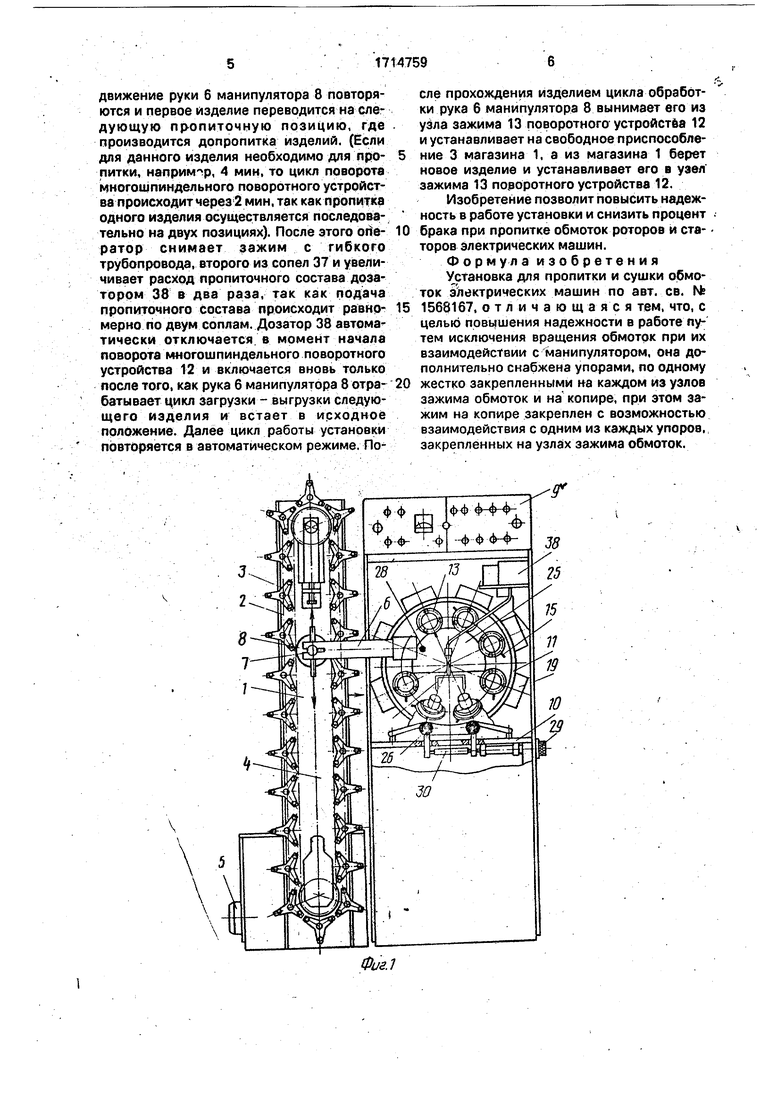
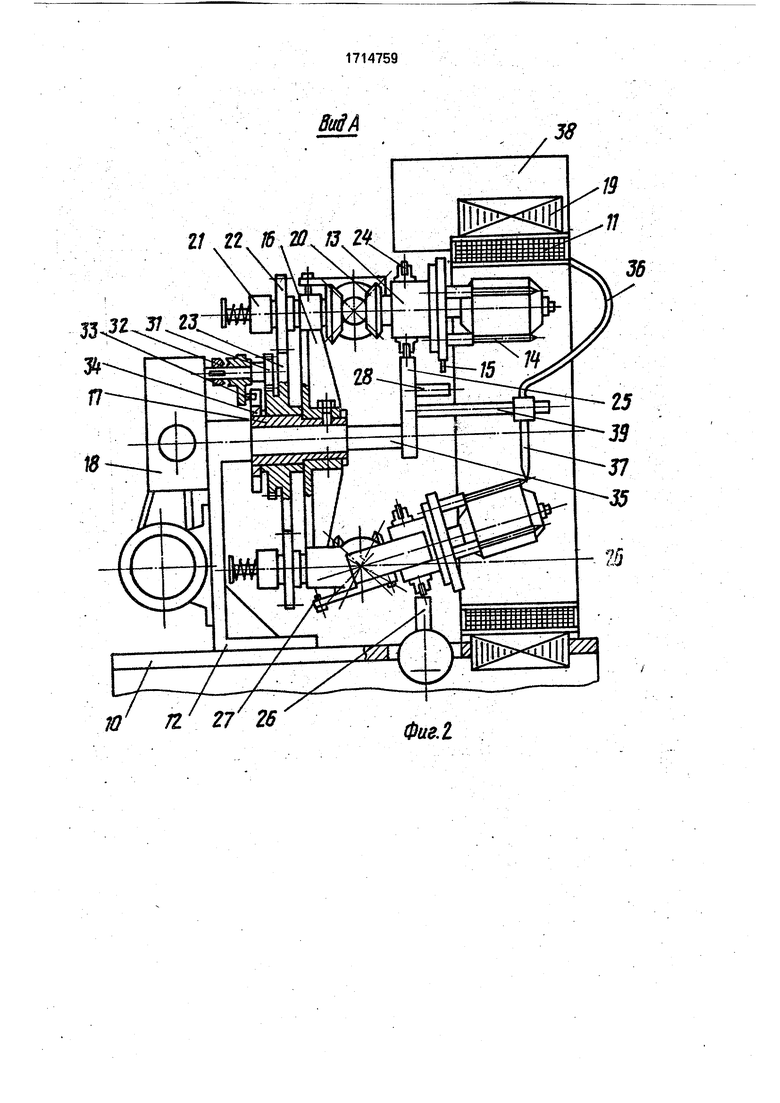
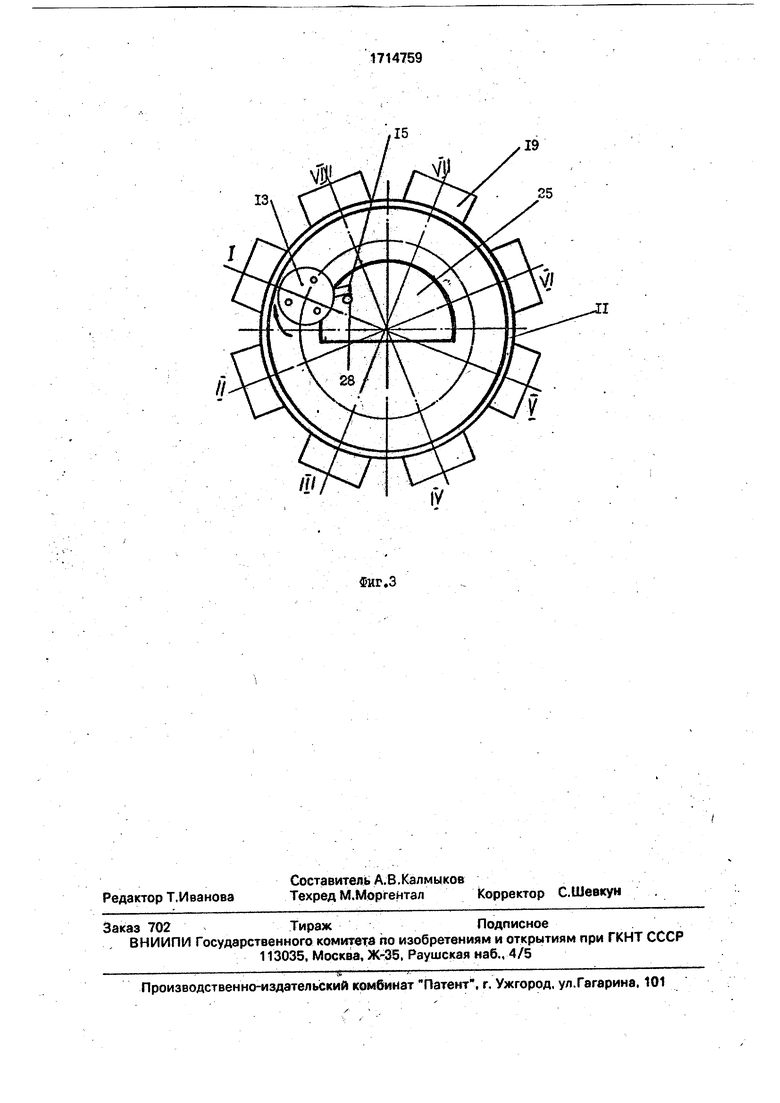
На фиг. 1 изображена автоматическая установка,общий вид; на фиг. 2 - вид по. стрелке А на фиг. 1; на фиг. 3 - позиция загрузки - выгрузки изделий поворотного устройства в момент фиксации узла зажима обмоток.
Установка для пропитки и сушки обмоток электрических машин содержит магазин 1, состоящий из цепного конвейера 2 с приспособлениями 3 для зажима изделий и установленный на корпусе 4, и привода 5. Привод 5 предназначен для перемещения
цепного конвейера 2, установленного вертикально, на шаг, равный расстоянию между приспособлениями 3.
Рука 6, закрепленная на каретке 7 манипулятора 8, установленного на корпусе 4. снабжена схватом (на фиг. 1-3 не показан). Рука 6 манипулятора 8 имеет возможность перемещения по горизонтальной оси и поворота относительно горизонтальной оси, а также осуществляет связь магазина с установкой пропитки.
Устройство пропитки содержит блок управления 9, корпус 10 с расположенными на нем цилиндрическим индуктором 11 для нагрева и сушки обмоток, многошпиндельным поворотным устройством 12, состоящим из узлов 13 зажима обмоток, установленных внутри индуктора t1 шарнирно с.оозможностью наклона радиально к оси с закрепленными на них штырями 14 и упором 15.
кронштейнов 16, установленных на втулке 17, и привода 18. На наружной поверхности индуктора 11 напротив узлов зажима закреплены концентраторы 19 магнитного поля. Каждый узел 13 зажима изделия содержит три конические шестерни 20, дисковую муфту 21 и зубчатое колесо 22, который связан с блоком 23 зубчатых колес. На корпусах узлов зажима 13 закреплены ролики 24, установленные с возможностью взаимодействия с копирами 25 и 26, и упоры 27. Копир 25 установлен концентрично индуктору 11 и снабжен упором 28, установленным с возможностью взаимодействия с упором 15. Копир 26 установлен на корпусе 10 у основания индуктора 11 с возможностью регулирования. Регулировка и фиксация угла осуществляются ручколимбом 29, установленным с возможностью взаимодействия с копиром 26 через ось 30. Привод 18 через зубчатое колесо 31 связан с блоком 23 зубчатых колес и через муфту 32 и поводок 33 - с мальтийским крестом 34. который жестко закреплен на втулке 17, посаженной на оси 35.. Гибкие трубопроводы 36 с соплами 37 соединены с дозатором 38, установленным над индуктором 11. Сопла 37 установлены на кронштейне 39, который закреплён на копире 25. Блок управления 9 предназначен для выдачи команд на исполнительные элементы установки в соответствии с циклограммой их работы и сигналами обратной связи, поступающими от индуктивных датчиков.
Установка работает следующим образом.
На позиции I (поворотного устройства) осуществляются загрузка - выгрузка изделий и их предварительный нагрев. На позиции II происходит дальнейший нагрев изделий. На позиции 111 и IV изделие подвергается пропитке. На позициях V-VHI происходит полимеризация пропиточного состава.
В приспособления 3 магазина 1 оператором.загружаются изделия кроме позиции загрузки-выгрузки изделий.
При этом рука 6 манипулятора 8 находится в горизонтальном (правом) положении напротив узла 13 зажима изделия. По приборам, находящимся на панели блока управления 9, задаются необходимые режимы (время проритки, напряжение на цилиндрическом индукторе 11 и расход пропиточного состава), необходимые для обработки изделий, в зависимости от габаритов пропитываемых обмоток.
- Работа в автоматическом режиме осуществляется следующим образом.
После нажатия на кнопку Пуск на панели блока управления 9 рука манипулятора 8 совершает прямолинейное движение впе.ред к установке пропитки, срабатывает
схват, затем рука 6 отводится назад в исходное положение, совершает поворот вверх (влево), где рука 6 манипулятора 8 движется вперед к п0 1способлению 3 магазина 1, схват разжим ется и рука 6 отводится назад. После этого цепной конвейер 2 совер/ шает движение а шаг, подавая изделие на
позицию загрузк1)1- выгрузки. Далее рука 6
движется вперед к магазину 1, захватывает
изделие из приспособления 3 и отводится
5 назад. Затем совершает поворот вправо, прямолинейное движение вперед к узлу зажима 13, который не вращается за счет взаимодействия упоров 15 и 28, вставляет изделие в узел зажима 13 поворотного устройства 12, разжимает схват и отводится назад в исходное положение. (В момент взаимодействия упоров 15 и 28 происходит проскальзывание дисков в предохранительной дисковой муфте 21 и узел зажима 13
5 останавливается). При этом включается привод 18 и происходит подача напряжения на индуктор 11, снабженный концентраторами 19 магнитного поля. В дальнейшем вращение привода 18 и подача напряжения на
0 индуктор 11 будут осуществляться постоянно. Вращение привода 18 передается через блок 23 зубчатых .колес на узлы зажима 13, которые непрерывно вращаются на всех позициях (кроме позиции I загрузки - выгрузки поворотного устройства). По- истечении заданного времени пропитки происходит поворот мнргошпиндельнйго поворотного устройства 12 на шаг и изделие переводится на позицию II. Поворот многошпиндельного
0 поворотного устройства 12 осуществляется включением кулачковой муфты 32, при этом через гЮводок 33 вращения передается на мальтийский крест 34 и кронштейны 16. Вращениеузловзажима 13 при этом не прекращается. После поворота многошпиндельнрго поворотного устройства 12 рука 6 манипулятора 8 довершает цикл движений, описанный выше, и на позиции I устанавливается второе изделие. После второго поворота многошпиндельного поворотного устройства 12 первое изделие оказывается на пропиточной позиции. Оператор включает доэатйр 38 и на позиции пропитки пропиточный состав через гибкие трубопроводы
5 36 и сопло полива 37 подается на любые части обмотки пропитываемых изделий. При этом гибкий трубопровод второго сопла полива пережат зажимом. По истечении заданного времени цикл поворота многошпиндельного поворотного устройства 12 и
движение руки 6 манипулятора 8 повторяются и первое изделие переводится на следующую пропиточную позицию, где производится допропитка изделий. (Если для данного изделия необходимо для пропитки, налрим- р, 4 мин. то цикл поворота многошпиндельного поворотного устройства происходит через 2 мин, так как пропитка одного изделия осуществляется последовательно на двух позициях). После этого orteратор снимает зажим с гибкого трубопровода, второго из сопел 37 и увеличивает расход пропиточного состава дозатором 38 в два раза, так как подача пропиточного состава происходит равномерно по двум соплам. Дозатор 38 автоматически отключается в момент начала поворота многошпиндельного поворотного устройства 12 и включается вновь только после того, как рука 6 манипулятора 8 отраоатывает цикл загрузки - выгрузки следую щего изделия и встает в исходное положение. Далее цикл работы установки повторяется в автоматическом режиме После прохождения изделием цикла обработки рука 6 манипулятора 8 вынимает его из уЗла зажима 13 поворотного устройства 12 и устанавливает на свободное приспособление 3 магазина 1, а из магазина 1 берет новое изделие и устанавливает его в узел зажима 13 поворотного устройства 12.
Изобретение позволит повысить надежность в работе установки и снизить процент брака при пропитке обмоток роторов и статоров электрических машин.
Формул а изобретения Установка для пропитки и сушки обмоток э 1ектрических машин по авт. св. Мг 1568167. отличающаяся тем, что, с целью првцшения надежности в работе путем исключения вращения обмоток при их взаимодействии с манипулятором, она дополнительно снабжена упорами, по одному жестко закрепленными на каждом из узлов зажима обмоток и на копире, при этом зажим на копире закреплен с возможностью взаимодействия с одним из каждых упоров, закрепленных на узлах зажима обмоток МЛ 53J2 Ю П. 27 26 Фаа.1
13
19
25
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОПИТКИ И СУШКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1991 |
|
RU2025028C1 |
| Установка для пропитки и сушки обмоток электрических машин | 1989 |
|
SU1705971A2 |
| Многопозиционная установка для пропитки и сушки обмоток электрических машин | 1975 |
|
SU692011A1 |
| Установка для пропитки и сушки статорных обмоток электродвигателей | 1961 |
|
SU149137A1 |
| Установка для пропитки и сушки обмоток электрических машин | 1981 |
|
SU989691A1 |
| Установка для капельной пропитки и сушки электротехнических изделий | 1983 |
|
SU1157621A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для пропитки и сушки обмоток электрических машин | 1985 |
|
SU1257763A1 |
| Устройство для пропитки и термообработки обмоток статоров электродвигателей | 1975 |
|
SU657530A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
Изобретение относится к электротехнике, в частности к устройствам для капельной пропитки и сушки обмоток электрических машин. Цель изобретения - повышение надежности в работе путем исключения вращения обмоток при их взаимодействии с манипулятором. Установка для пропитки и сушки обмотоК электрических машин содержит корпус 4, дозатор 38 с соплами 37 для подачи на обмотку струи пропиточного состава, установленное на корпусе 4 поворотное устройство с шаговым приводом вращения, узлы 13 зажима обмоток с приводами вращения, магазин 1 обмоток, манипулятор 8 с рукой 6 для взаимодействия с магазином 1 обмоток, копир 25. На копире 25 и узлах 13 зажима обмоток жестко закреплены с возможностью взаимодействия друг с другом упоры 28 и 15 соответственно. Зил.с/>&С
| Авторское свидетельство СССР № 1568167, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
