(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЗИРОВАННЫХ МОНТАЖНЫХ ОТВЕРСТИЙ В ПЕЧАТНОЙ ПЛАТЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пробивки отверстий в плоских деталях типа печатных плат | 1976 |
|
SU599894A1 |
| Устройство для пробивки отверстий в печатных платах | 1978 |
|
SU712983A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Устройство для пробивки отверстий | 1978 |
|
SU706946A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИРОВАННЫХ ПЕЧАТНЫХ ПЛАТ | 1971 |
|
SU296293A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Устройство для пробивки отверстий в деталях | 1982 |
|
SU1100760A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПА ДЛЯ ВЫРУБКИ И ПРОБИВКИ | 1994 |
|
RU2106921C1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
Изобретение относится к технологии изготовления печатных плат, в частности к устройствам для про- бивки монтажных отверстий в печат- 5 ной плате.
Известно устройство для пробивки монтажных отверстий в печатной плате, содержащее верхнюю плиту, прижимную плиту, плиту с пуансонами, ниж- 10 нюю плиту с прижимными втyлкa ш и . матрицу 1},
Однако известное устройство обладает существенным недостатком, заключающимся в следующем. При про- j бивке большого количества отверстий в печатной плате, усилие прижима втулок для разных отверстий будет различным, вследствие разнотолщинности заготовки печатной платы. В резуль- 20 тате этого, при недостаточном прижиме втулок происходит отклеивание фольги от основания платы при ударе пуансона, а при чрезмерно большом усилии втулок - растрескивание основа- 25 имя платы, что снижает качество пробиваемых отверстий в печатных платах.
Цель изобретения - повышения качества монтажных отрерстий. 30
Цель достигается тем, что в устройстве для изготовления металлизированных монтажных отверстий в печатной плате, содержащем плиту с пуансонами, плиту с прижимными втулками и матрицу, плита с прижимными втулками выполнена з двух слоев, упругого и гибкого, размещенного со стороны печатной платы с возможностью перемещения втулок относительно одна другой.
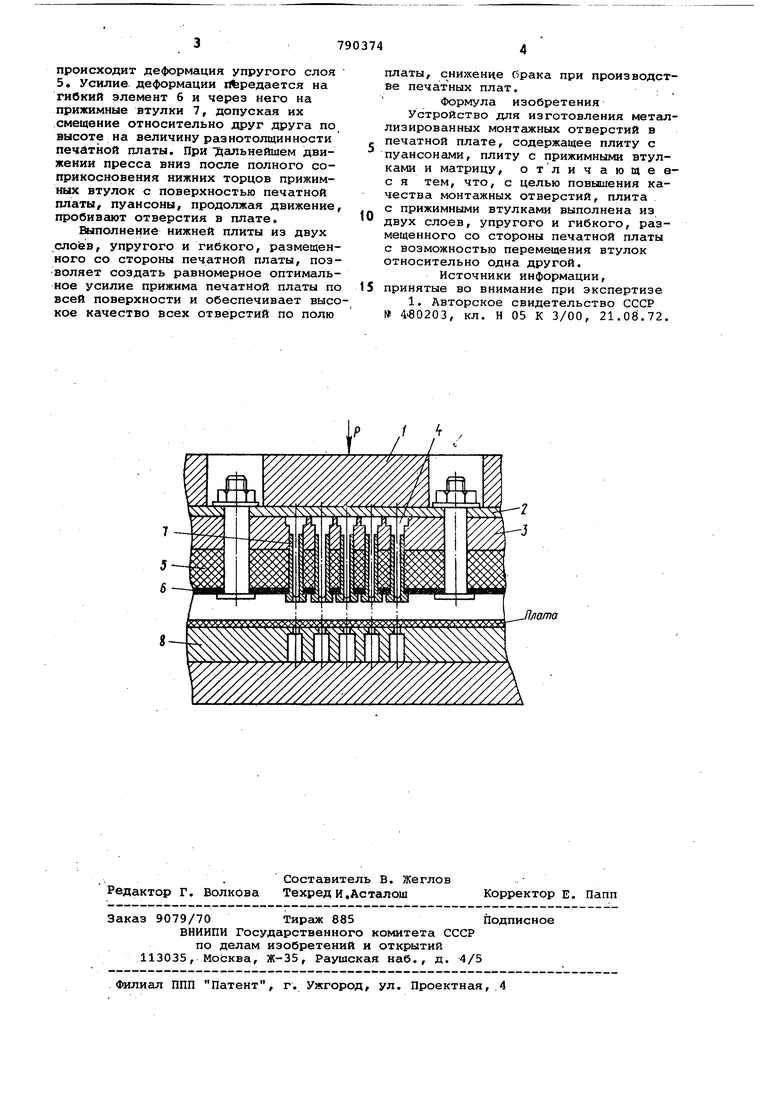
На чертеже изображено предлагаемое устройство, общий вид.
Устройство содержит прижимную плиту 1, верхнюю плиту 2, плиту 3 ( с пуансонами 4 и нижнюю плиту выполненную из слоя упругого слоя 5 и гибkoro б с прижимными втулками 7, и Матрицу 8.
Устройство работает следующим .
Под воздействием усилия пресса Р происходит перемещение в вертикальном направлении верхней плиты 2, прижимной плиты 1, плиты 3 с пуансонами 4, упругого слоя 5, гибкого 6 с прижимными втулками 7 вниз.
При достижении торцами прижимных втулок 7 поверхности печатной платы
происходит деформация упругого слоя 5. Усилив деформации передается на гибкий элемент б и через него на прижимные втулки 7, допуская их смещение относительно друг друга по высоте на величину разнотолвдинности печатной платы. При Дальнейшем движении пресса вниз после полного соприкосновения нижних торцов прижимных втулок с поверхностью печатной платы, пуансоны, продолжая движение, пробивают отверстия в плате.
Выполнение нижней плиты из двух слоев, упругого и гибкого, размещенного со стороны печатной платы, позволяет создать равномерное оптимальное усилие прижима печатной платы по всей поверхности и обеспечивает высокое качество всех отверстий по полю
платы, снижение брака при производстве печатаных плат.. .
Формула изобретения Устройство для изготовления металлизированных монтажных отверстий в печатной плате, содержащее плиту с пуансонами, плиту с прижимными втулками и матрицу, отличающеес я тем, что, с целью повышения качества монтажных отверстий, плита с прижимными втулками выполнена из двух слоев, упругого и гибкого, размещенного со стороны печатной платы с возможностью перемещения втулок относительно одна другой.
Источники информации, принятые во внимание при экспертизе
тта
