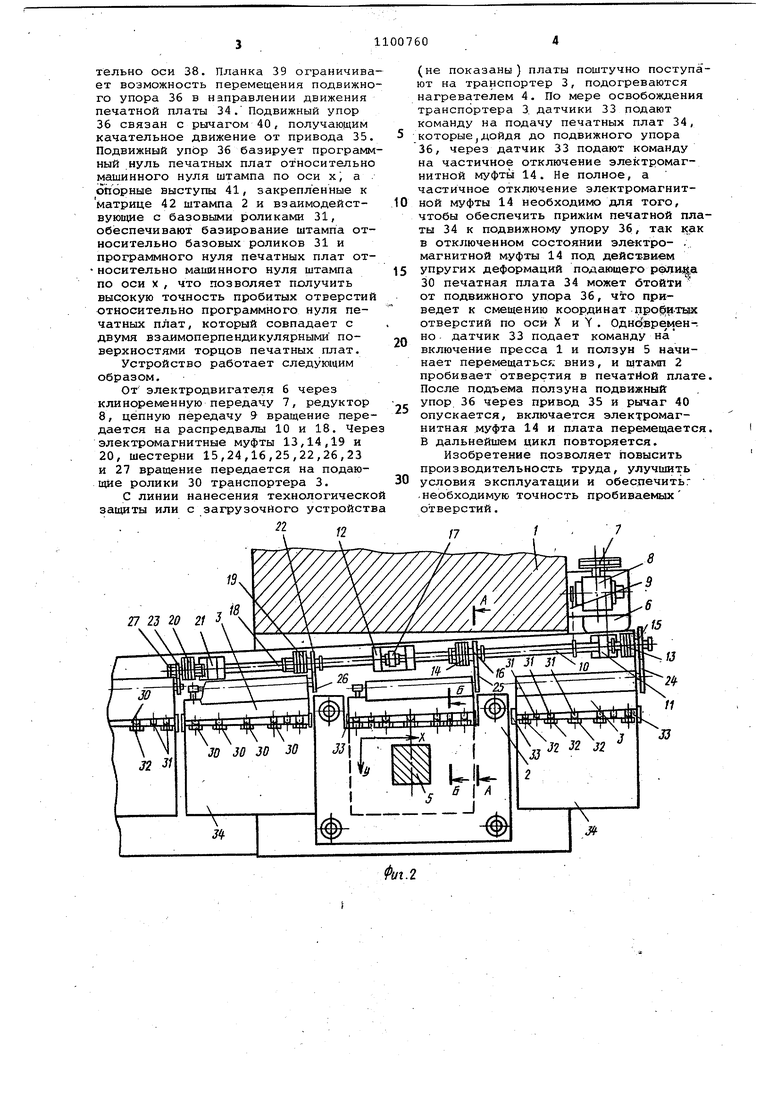
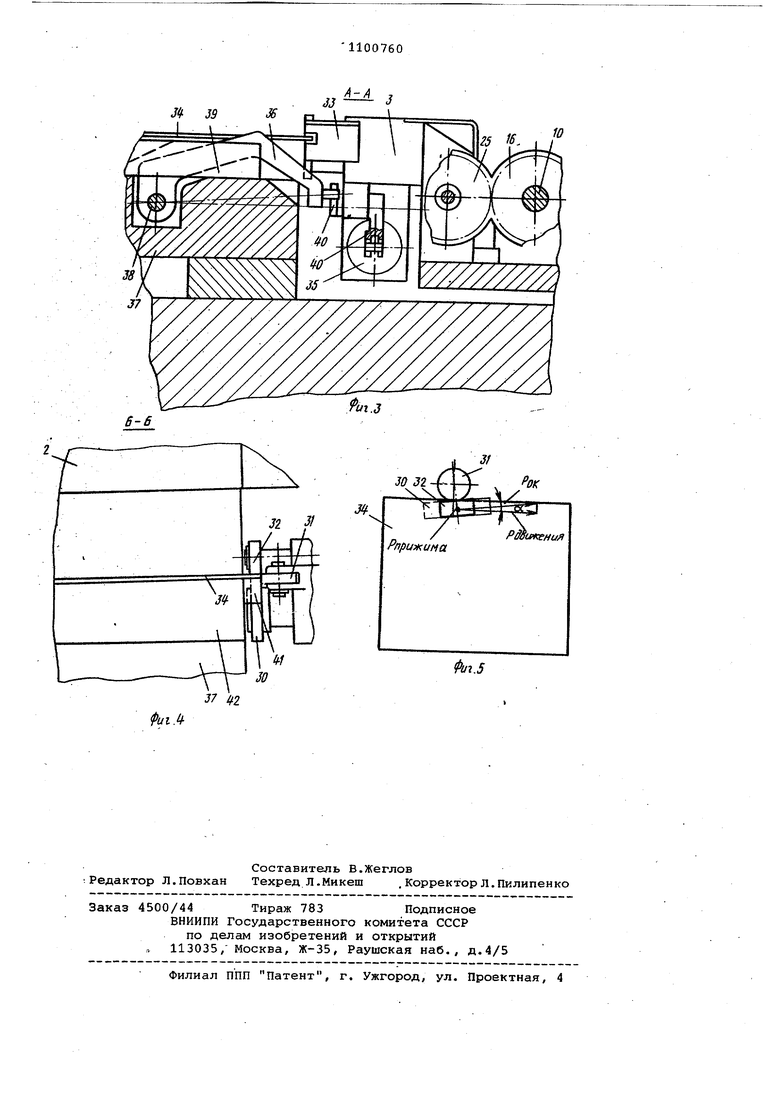
Изобретение относится к технолог ческому оборудованию для производст ва деталей с отверстиями, в частнос для производства печатных плат. Известно устройство для пробивки отверстий в печатных платах для цве ных телевизоров, содержащее размещенный на прессе пробивной штамп, состоящий из верхней подвижной плит с пуансонами и нижней плиты с матри цей и центрирующими штифтами ij . Однако в известном устройстве штамп имеет сложную конструкцию изза большого количества пуансонов. Замена сломанных пуансонов требует съема штампа с пресса и полную его разборку, что очень трудоемко. Обычно съем штампа с пресса производят при поломке не менее 10-ти пуансонов, а непробитьге отверстия досверливают вручную на сверлильном станке, что, в свою очередь, приводит к неизбежным погрешностям координат отверстий. Кроме того ,подача .печатных плах на пресс и снятие их Осуществляется вручную,Что снижает производительность работы. Наиболее близким по технической сущности к изобретению является устройство для пробивки отверстий в деталях, содержащее пресс со штампом, транспортер с подающими роликами и механизм управления. Известное устройство обеспечивает высокую производительность работы, так как подача и съем деталей с пресса осуществляется автоматичес Ки,п4тем подающих роликов, вращение которых и работа пресса осущест вляется механизмом управления 21 . Однако в случае замены штампа необходимо почти полностью разЪират транспортер, так как иначе невозмож но подобраться к штампу, т.е. извес ное устройство неудобно в эксплуата ции и очень трудоемко в обслуживани Цель изобретения - улучшение экс плуатационных возможностей. Поставленная цель достигается тем что в устройстве для пробивки отвер стий в деталях, преимущественно в печатных платах, содержащем пресс со штампом, транспортер с подающими роликами и механизм управления, транспортер снабжен базовь1ми роликами и датчиками положения печатных плат, а штамп - подвижными упорами для печатных плат и опорными выступами, установленными с возможностью взаимодействия с базовыми роликами, при этом геометрические оси подающих роликов и одних из базовых роликов расположены в разныхплоскостях, ориентированных одна относительно другой под углом, обеспечивающим прлжим печатных плат к базовым роли хам. На фиг. 1 представлено устройство, общий вид, в изометрии; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг., 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - схема работы роликов транспортера., Устройство для пробивки отверстий в печатных платах состоит из модулей пробивки. Модули включают пресс 1. штамп 2 пробивки отверстий подмодуля транспортера 3 и нагревателя 4. Пресс 1 состоит из станины и привода, передающего возвратно-поступательное движение ползуну 5. Транспортер 3 состоит из электродви.гателя б, клиноременной передачи 7, редуктора 8, цепной передачи 9-, распредвала 10, смонтированного на опорах 11 и 12. На распредвале 10 установлены электромагнитные муфты 13 и 14, передающие вращение шестерням, 15 и 16. С распредвалом 10 через муфту 17 соеди«ен распредвал 18. На распредвале 18 установлены электромагнитные муфты 19 и 20, а сам вал смонтирован на опорах 12 и 21. Электромагнитные муфты 19 и 20 передают . вращение шестерням 22 и 23. Шестерни 15,16,22 и 23 передают вращение шестерням 24,25,26 и 27, передающим вращение на шестерни 28 и 29, через которые получают вращение эластичные подающие ролики 30. На транспортере 3 расположены базовые ролики 31 и 32, базирующие печатные платы в направлении движения и по вертикали, датчики 33 положения печатных плат 34, управляющие процессом движения печатных плат, приводом 35 подвижного упора 36 и прессом 1. Геометрические оси подающих 30 и базовых 31 роликов расположены в разных плоскостях, ориентиро.ванных одна относительно, другой под углом, обеспечивающим прижим печатных плат к базовым роликам,в результате чего платы непрерывно прижаты, к базовым роликам 31 благодаря тому, что окружная сила (Р ок) подающего ролика 30 раскладывается на силу движения (р движения) печатных плат и силу прижима (Р прижима) , обеспечивающую прижим печатных плат к базовому ролику 31. Прижим плат к базовому ролику 32 обеспечивается за счет упругих деформаций подающего ролика 30. Расположение транспортера с внутренней стороны пресса за штам-пом Позволяет быстро производить замену штампов для обработки других печатных плат, улучшить зону обслуживания и сократить время на засмену штампов. Штамп 2 - обычная конструкция с встроенным в ее основании 37 подвижным упором 36. Подвижный упор 36 имеет угловое перемещение относительно оси 38. Планка 39 ограничива ет возможность перемещения подвижно го упора 36 в направлении движения печатной платы 34. Подвижный упор 36 связан с рычагом 40, получающим качательное движение от привода 35 Подвижный упор 36 базирует программ ный нуль печатных плат относительно машинного нуля штампа по оси х; а опорные выступы 41, закрепленные к матрице 42 штампа 2 и взаимодействуюп1ие с базовыми роликами 31, обеспечивают базирование штампа относительно базовых роликов 31 и программного нуля печатных плат относительно машинного нуля штампа по оси X , что позволяет получить вырокую точность пробитых отверстий относительно программного нуля печатных плат, который совпадает с двумя взаимоперпендикулярными поверхностями торцов печатных плат. Устройство работает следукацим образом. От электродвигателя 6 через клиноременную передачу 1, редуктор 8, цепную передачу 9 вращение пере дается на распредвалы 10 и 18. Чер электромагнитные муфты 13,14,19 и 20, шестерни 15,24,16,25,22,26,23 и 27 вращение передается на подающие ролики 30 транспортера 3. С линии нанесения технологическо защиты или с загрузочного устройст . .21 (не показаны) платы поштучно поступают на транспортер 3, подогреваются нагревателем 4. По мере освобождения транспортера 3. датчики 33 подают команду на подачу печатных плат 34, которыеJдойдя до подвижного упора 36, через датчик 33 подают команду на частичное отключение электромагнитной муфты 14. Не полное, а частичное отключение электромагнитной муфты 14 необходимо для того, чтобы обеспечить прижим печатной платы 34 к подвижному упору 36, так как в отключенном состоянии электро- . магнитной муфты 14 под дейст вием упругих деформаций подающего ролика 30 печатная плата 34 может бтойТи от подвижного упора 36, что приведет к смещению координат проби-тьис отверстий по оси X и Y . Одновре мен-. но датчик 33 подает команду на включение пресса 1 и ползун 5 начинает перемещаться вниз, и штамп 2 пробивает отверстия в печатйой плате. После подъема ползуна подвижный упор 36 через привод 35 и рычаг 40 опускается, включается электромагнитная муфта 14 и плата перемещается. В дальнейшем цикл повторяется. Изобретение позволяет повысить производительность труда, улучшить условия эксплуатации и обеспечитьг .необходимую точность пробиваемых отверстий.
Xl-/(
зl 39
w
иг.З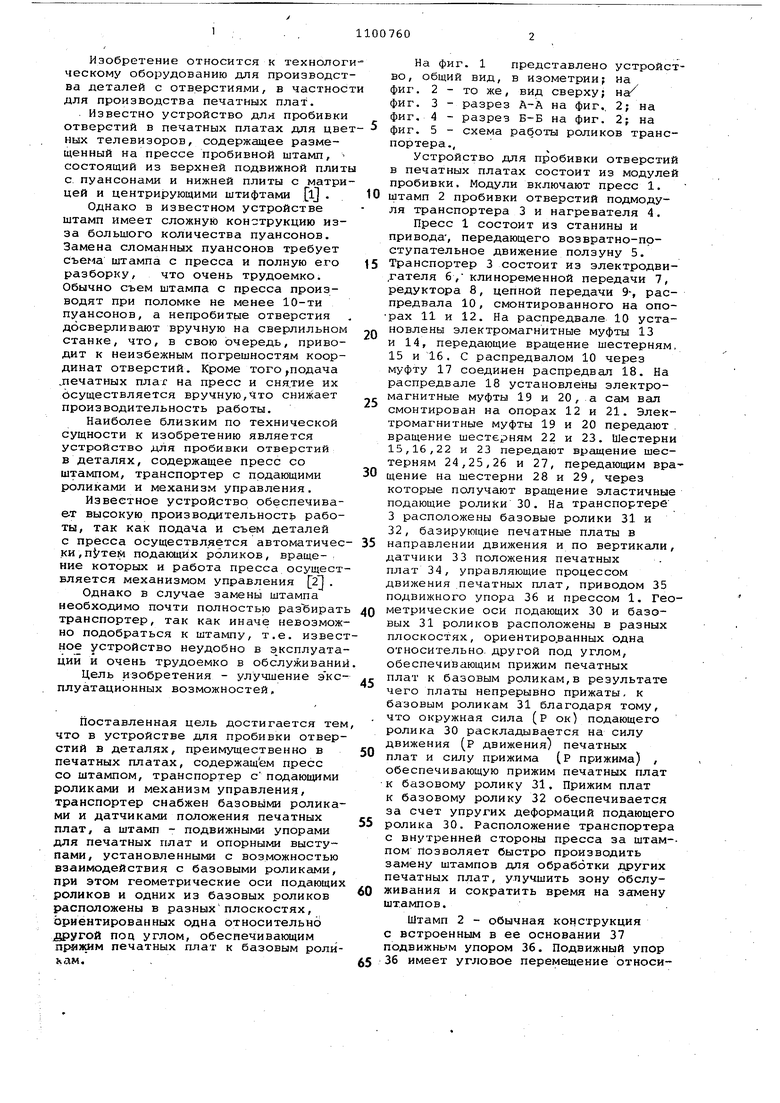
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки радио-элЕМЕНТОВ HA пЕчАТНыЕ плАТы | 1979 |
|
SU834954A1 |
| Поточная линия для обработки длинномерных заготовок | 1977 |
|
SU692759A1 |
| Ротационная печатная машина для печатных плат | 1986 |
|
SU1369919A1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Устройство для установки на печатные платы радиоэлементов, преимущественно поверхностного монтажа | 1988 |
|
SU1777256A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для обработки ленточного материала | 1985 |
|
SU1378989A1 |
| Устройство для штамповки деталей из длинномерного материала | 1988 |
|
SU1574328A1 |
УСТРОЙСТВО ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ДЕТАЛЯХ, преимущественно, в печатных платах, содержащее пресс со штампом, транспортер с подающими роликами и механизм управления, о тличающееся тем, что, с целью улучшения эксплуатационных возможностей, транспортер снабжен базовыми роликами и датчиками положения печатнвах плат, а штамп - подвижными упорами для печатных.плат и опорными выступами, установленными с возможностью взаимодействия с базовыми роликами, при этом геометрически оси подающих роликов и одних из базовых роликов расположены в разных плоскостях, ориентированных одна относительно другой под углом, обеспечивающим прижим печатных плат К базовым роликам.i -vl Oi
РОК
MU/f
Рприжима
п.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп пробивной ДМВ 15419124СБ для пробивки отверстий в печатных платах | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Парнес М.Г.Механизация и автоматизация изготовления элементов радиоаппаратуры | |||
| М., 1963, с.111112, рис | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
