1
Изобретение относится к строительству и может найти применение при
сооружении гибких трубопроводов малого диаметра (до 50 мм), а также во всех тех случаях, когда необходимо изготовить и уложить на поверхность протяженное тело из термоиластового материала.
Известен агрегат для изготовления и укладки трубопровода из термопластого материала, выполненный в виде прицепной к траншеекопателю ходовой тележки, на которой размещены бункер для труб с муфтами и продольно подвижная каретка, снабженная захватами трубы, муфты, трубопровода и нагревателями.
Однако, несмотря на то, что агрегат обеспечивает беспрерывность работы благодаря возможности осуществлять нагрев и сварку нп неподвижной относительно, трубопровода каретке в процессе непрерывного перемещения агрегата, трубопроводы не имеют гарантированной герметичности, поскольку надежность сварки стыков невысокая. Наиболее близким техническим решением к предлагаемому является агрегат для изготовления и укладки трубо-tO
провода из термопластового материала, включающий прицепную к базовому тягачу с карбюраторньм двигателем ходовую тележку, на раме которой последовательно смонтированы бункер с полуфабрикатом трубопровода, нагревательный и вытяжной механизмы и спускной в траншею лоток.
Недостатком такого агрегата явля ется потребность осуществлять периодическую сварку плетей, поскольку размещенный в бункере полуфабрикат нмеет ограниченную длину.
Целью изобретения является исключение сварки плетей трубопровода путем его образования экструзией.
Это достигается тем, что на раме прицепной тележки нагревательным механизмом установлен зкструдер, а позади - двухступенчатый холодильHSiK, npsi этом между вытяжным механизмом и спускным лотком размещена накапливающая трубопровод камера и датчиком скорости экструзии, кинематически связанным с карбюратором базового тягача при. помощи устанйвленного на нем подвижного в направляющих ползуна. Кроме того, накапливающая трубопровод камера выполнена в виде размещённого в вертикальной плоскоети одновиткового спирального желоба и заключена вместе со спускным лотком в единый Корпус, а датчик скорости экструзии выполнен в виде размещенных в этом корпусе ограничительных подпружиненных упоров, один из которых взаимодействует с наружной поверхностью протягиваемого по желобу трубопровода, а другой - с внутренней, при этом каждый из ограничительных упоров имеет на свободном конце гибкий стержень, а оба стержня своими свободными концами прикреплены к про(Тивоположным боковым поверхностям подвианого в направляющих ползуна.
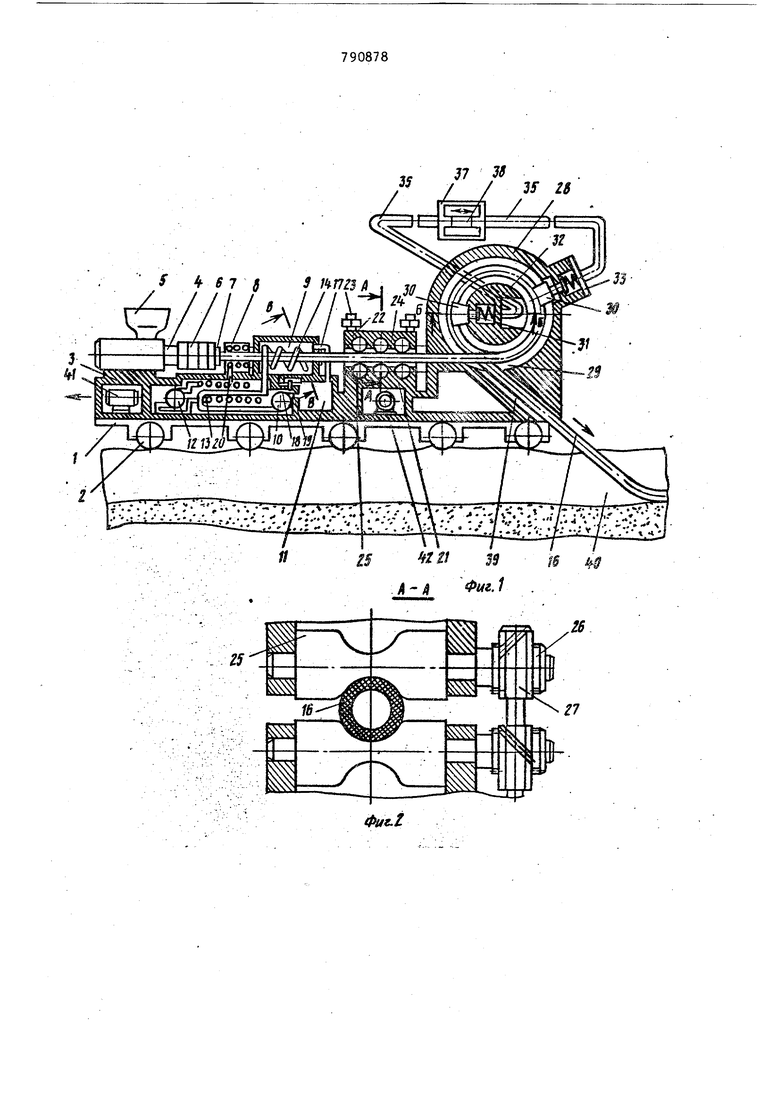
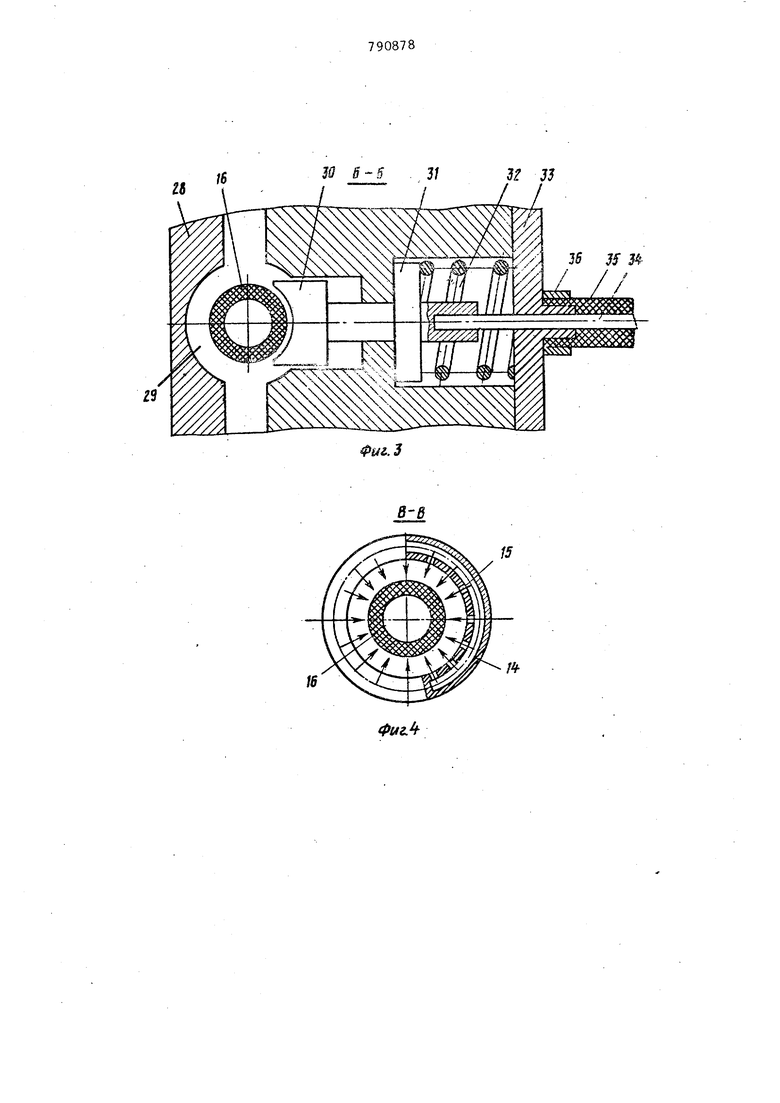
На фиг. 1 схематически изображен агрегат, вид сбоку; на фиг. 2, 3 и А - Ьоответственно разрезы А-А, Б-Б и В-В на фиг. 1,
рузионная головка 7, камера 8 предварительного охлаждения и камера 9 окончательного охлаждения, представ;; ющие собой двухступенчатый холодильник. В раме 3 смонтированы насос 10 для подачи жидкости из бака 11 в камеру 9, насос 12 холодильника и трубы 13. ерез холодильник проходит труба 14, заканчивающаяся спирально, с выполненными в ней отверстиями 15, при помощи KOTopajix изготавливаемый трубопровод 16 в 9 обливается со всех сторон жидкостью. Боковые стенки камеры 9 имеют входное и выходное отверстие с диаметрами, равными диаметру трубопровода 16, а также отверстие 17 для стока жидкости и нижнее отверстие 18 с краном 19 для стока жидкости в начальный момент запуска, когда отверстия в боковых стенках камеры .9 неплотно закрыты трубопроводом 16. Камера 8 предварительного охлаждения связана с холодильником трубой 20.
Размещенный сзади холодильника вытяжной механизм 21 имеет верхнюю часть 22, которая при помощи винтов 23 может перемещаться по вертикали относительно нижней части 24. В обе эти части встроены вытяжные ролики 25, которые имеют с одной стороны шестерни 26, постоянно находящиеся в зацеплении с вал-шестерней 27.
На конце рамы 3 смонтирована накапливающая трубопровод камера 28, « выполненная со спиральным желобом 29. На наружном -и внутреннем радиусе желоба 29 установлены ограничительные упоры 30, которые соединены с поводками 31, подпружиненными пружинами 32 опирающимися на крышки 33. К поводкам 31 жестко присоединены гибкие стержни 34, вставленные в жесткие шланги 35, каждый из которых в свою очередь присоединен к крышке 33 хомутиком 36, Корпус 37 для регулирования подачи топлива в карбюратор двигателя тягача укреплен на тягаче (на чертеже не показан) и соединён со шлангами 35. В Агрегат для изготовления и укладки трубопровода из термопластового . материала включает прицепную к базовому тягачу (на чертеже не показан) с карбюраторным двигателем ходовую тележку 1 с патронами 2, на раме 3 которой последовательно установлены экструдер 4 с бункером 5, четырехзон и нагревательный механизм 6, эксткорпусе 37 подвижно установлен в направляющих ползун 38, передвигающийс от нажатия того или иного гибкого стержня 34. Накапливающая трубопровод камера 28 имеет выполненный в ее корпусе спускной лоток 39 для выхода трубопровода 16 в траншею 40, На раме 3 также установлены электродвигатели 41 и 42 постоянного тока для бесступенчатого регулирования скорости экструзии и скорости вытяжки трубопровода 16 вытяжным механизмом 21 . Агрегат работает следующим образом. После набора температуры в зонах нагревательного механизма 6 соответственно: I - II - 150С; III 170С; IV - - заполняют бункер 5 сырьем и включают экструдер 4, нгьсое 12 холодильника, а также вытяж ной механизм 21 с приводом от электродвигателя 41 постоянного тока. При этом кран 19 камеры 9 окончательного охлаждения находится в открытом положении. При вькоде трубопровода 1 из экструзионной головки 7, он попадает в камеру 8 предварительного охлаждения, где наружные стенки трубопровода 16 приобретают некоторую твердость, и в камеру 9 окончательного охлаяздения, где отбор тепла про исходит более интенсивно и продолжительно омыванием жидкостью от 8 С до 12с, благодаря чему трубопровод при обретает жесткость и упругость. Затем трубопровод 16 направляют в вытяжной механизм 21 под ролики 25, где его винтами 23 зажимают между верхней 22 и нижней 24 частями.Вращением вала-шестерни 27 в приводе электродвигателя 42 осуществляют про тяжку трубопровода роликами 25 из холодильника в накапливающую камеру 28, где он на спиральном желобе 29 образует петло и выходит на спускной лоток 39. В это время замеряют диаметр изготавливаемого трубопровода путем измерения скорости вращения роликов 25 и скорости экструзии. При получении нужных размеров трубопровод 16 плотно закрывает боковые от- верстия в камере 9 окончательного охлаждения. В этом случае краном 19 перекрывают нижнее отверстие 18 для слива жидкости, после чего жидкость заполняет камеру 9 со сливом через верхнее отверстие 17 в бак 11. В результате настройка агрегата окончена и он готов к перемещению по трассе. Передвижение агрегата по трассе начинают с большей скоростью по сравнению со скоростью выхода трубопров да 16 из вытяжного механизма 21,так как в это время трубопровод еще может свободно перемещаться вместе с агрегатом. В последствии скорость передвижения агрегата настраивают по скорости выхода трубопровода из вы- . тяжкого механизма 21. Для поддержания этой скорости при помощи ползуна 38 автоматически управляют заслонкой карбюратора двигателя тягача. При увеличении скорости передвижения агрегата петля трубопровода 16 в спиральном ж(елобе 29 уменьшается, надавливая при этом на ограничительный упор 30, установленный на внутреннем радиусе желоба 29. Упор 30 передает движение через поводок 3 гибкому стержню 34, который в свою очередь передвигает ползун 38 и тем самым прикрывает заслонку карбюратора, что уменьшает скорость передвижения агрегата. При замедлении передвижения агрегата по трассе петля трубопровода 1 6 в желобе 29 увеличивается, надавливая на ограничительный упор 30, установленный на внешнем радиусе желоба 29. Ползун 38 при этом перемещается в обратном направлении и приоткрывает заслонку карбюратора. В установившемся режиме заслонка карбюратора стремится занять среднее положение, настроенное на необходимую технологическую скорость выхода трубопровода 16 из вытяжного механизма 21, а упоры 30 воздействуют на скорость передвижения агрегата только 50 при отклонении ее от настроенной, т.е. от скорости экструзии трубопровода 16.
37 38
tttii т
Фиг.1 5 Я
Фи1.3 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления и укладки трубопровода из термопластичного материала | 1980 |
|
SU862652A1 |
| Агрегат для изготовления и укладки трубопровода из термопластового материала | 1979 |
|
SU1070368A1 |
| Агрегат для изготовления и укладки трубопровода из термопластового материала | 1982 |
|
SU1040874A2 |
| ОБЛИЦОВОЧНЫЙ КОМПЛЕКС | 1994 |
|
RU2047810C1 |
| Перегружатель фильтрующих материалов дреноукладчика | 1986 |
|
SU1399409A1 |
| Устройство для сооружения трубопровода из труб с муфтами | 1975 |
|
SU642559A1 |
| ПРИЦЕПНОЙ СОРГОУБОРОЧНЫЙ КОМБАЙН | 2012 |
|
RU2496296C2 |
| Дреноукладчик | 1972 |
|
SU492629A1 |
| Одноковшовый гидравлический экскаватор с механизмом эвакуации грунта | 1990 |
|
SU1776721A1 |
| УТИЛИЗАЦИЯ АВТОМОБИЛЬНЫХ ШИН: СПОСОБ И УСТРОЙСТВО | 2008 |
|
RU2385805C1 |
1. АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ТРУБОПРОВОДА ИЗ ТЕРМОПЛАСТОВОГО МАТЕРИАЛА, включанмций прицепную к базовому тягачу с кар&ораторньм двигателем ходовую тележку, на раме которой последовательно смонтированы бункер с полуфабрикатом трубопровода, нагревательный и вытяжной механизмы и спускной в траншею лоток, отличающийся тем, что, с целью исключения сварки плетей трубопровода путем его образования экструзией, .на раме прицепной тележки перед нагревательным механизмом установлен экструдер, а позади - двухступенчатый холодильник, при этом между вытяжным механизмом и.спускным лотком размещена накапливающая трубоп г.вод камера с датчиком скорости экс рузии, кинематически связанным с карбюратором базового тягача при помощи установленного на нем подвижного в направляющих ползуна. 2. Агрегат по п. 1 , о т л и чающийся тем, что накапливающая трубопровод камера выполнена в виде размещенного в вертикальной плоскости одновиткового спирального желоба и заключена вместе со спускным лотком в единый корпус, а датчик скорог;ти экструзии выполнен в виде разме™ щенных в этом корпусе ограничительных подпружиненных упоров, один из кото(Л рых взаимодействует с наружной поверхностью протягиваемого по желобу трубопровода, а другой - с внутренней, при этом кажда1й из ограничительных упоров снабжен на свободном конце гибким стержнем, а оба стержня своими свободными концами прикреплены к противоположным боковым поверхностям подвижного в направляющих ползуна.
| ПУТЕВОЙ ДАТЧИК ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ОСИ КОЛЕСА И СЧЕТА ОСЕЙ | 2000 |
|
RU2206469C2 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| ( | |||
