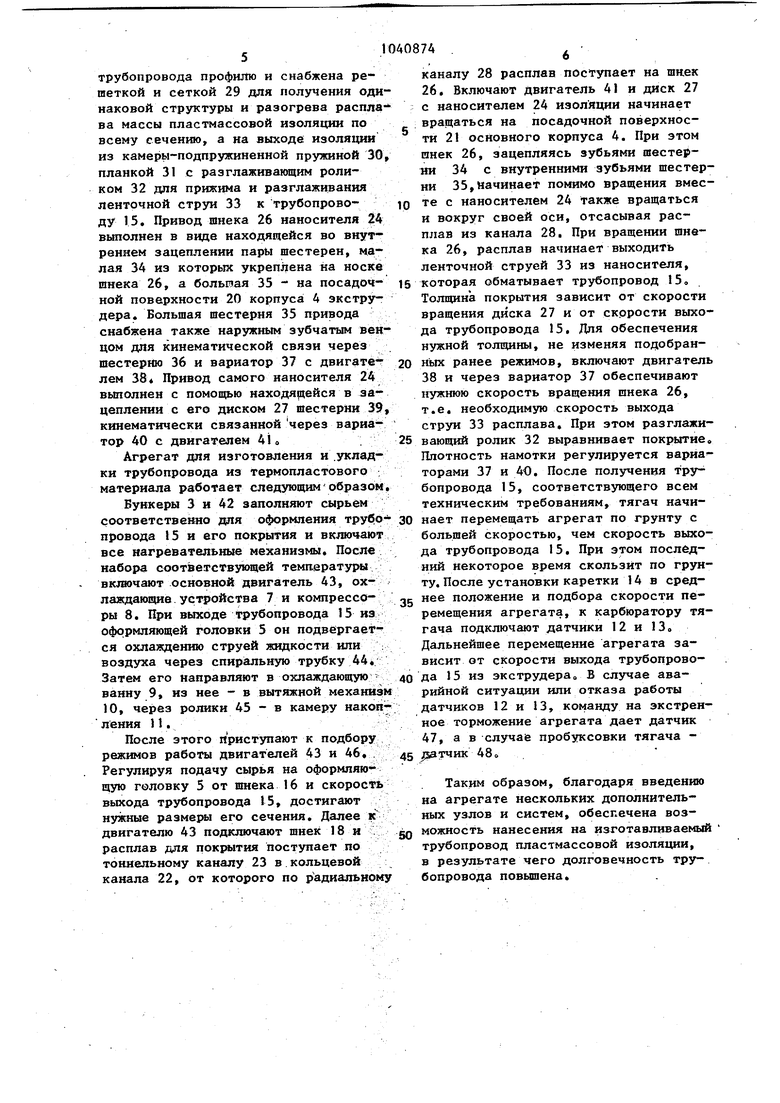
ной по платформе кареткой, которая имеет верхний и нижний ролики, кине матически связанные с одной из колес ных пар ходовой тележки, а датчики скорости экструзии укреплены на торцевых, обращенных навстречу друг дру гу, стенках секций вытяжного механиз ма для &ОЭМОЖНОСТИ взаимодействия с кареткой, Это же устройство является наиболе& 6ЛИЗКШ4 техническим решением к дахшому изобретению. Недостатком известного техническо го ршвбнвя является отсутствие возмшсности нанесения на обращаем тру бопровод слоя изоляции в процессе изготовления, в результате чего долговечность трубопровода невысока, JS/NOM иаобретеиия является повыше вне дояговечностн сооружаемого трубо путем обеспечения возможност Н есеиия на него слоя пластмассовой няояяцая в процессе изготовления. Доя зн сфижеяия этой цели в агрегате для иэгоговле1Шя и укладки трубопровода нз термопластового трубопровода жс.тууя,ер снабжен дополнительным экструэионшлм Ш1еком для приготовления массы йзояяц1Ш, расположеиньш в коряусе SKCTf swepa изолированно в камер и параллельно основному шнеку, а корпус экструдера выполнен в зоне офо 4}1я«а|е{1 головки с двумя посадоч1ШМИ поверхноетями, соосшями оси основного шнека, одна из которых снабжена кольцевым каналом, связанным с камерой дополнительного вгаека, при этом агрегат скабжен поворотным вокруг оси.трубопровода я приводным наносителем изоляция, выполненным в виде еде одного, заключенного в ка меру, экструзионвого тн&ка и яесуп его эту камеру на периферии опорного диска, которъ установлен на выполиенкой с кольцевым каналом посадочной поверх1юсти корпуса эксгрудера и имеет раш аяьяый канал для связи камеры шнека наяосителя с кольцевым каналом при этом камера шнека нацосителя в задней, свободной от шнека, части, выполнена по изогнутому в сто рону оси трубопровода профиля и снабжена иа выходе нз нее изоляции подаружиненной планке, несшей раз:глаживакщ1ё1 ролик. Кроме того, при вод шнека наносителя выполнен в виде находящейся so внутреннем зацепле нии пары шестерен, малая из которых укреплена на носке шнека, а большая на свободной от кольцевогоканала посадочной поверхности корпуса экструдера. На фиг, 1 изображен предлагаемый агрегат, продольный разрез; на фиг,2 - разрез А-А фиг,1; на фнг,3 разрез В-Б фиг,1, Агрегат для изготовления и укладки трубопровода из термопластичного материала включает прицепную к базовому тягачу с карбюраторным двигателем (на чертежах не показан)ходовую тележку на колесных парах 1, На раме 2 тележки последовательно установлен бункер 3 для наполнения материалом для трубопровода, корпус 4 экструдера с оформляющей головкой.5, нагревательные 6, холодильные 7, компрессорные 8 механизмы, ванну 9 для охлаждающей жидкости, а также вытяжной механизм 0 и камеру П накопления. Датчики 12 и 13, установленные между секциями вытяжного механизма 10, связаны с карбюратором двигателя тягача. Между секциями вытяжного механизма 10 подвижно установлена каретка 1А, воздействующая на датчики 12 и 13 и постоянно связанная с трубопроводом 15, Корпус 4 экструдера имеет основной шнек )6 и дорн 17, а также дополнительный экструзионный шнек 18 для приготовления массы изоляции, расположенньА в корпусе 4 экструдера изолировано в камере 19 и параллельно основному шнеку 16, Корпус 4 экструдера выполнен в зоне оформляющей головки 5 с ;шумя цилиндрическими, соосными оси основного шнека 16, посадочт11Ми поверхностями 20 и 21, одна из KOToiHitx снабжена кольцев(ш каналом 22, связанюш посредством тоннельного канала 23с камерой 19 дополнительного traieKa 18, Агрегат снабжен поворотным вокруг оси трубопровода 15 и приводным яаносителем 24 изоля1цш, выполнеи1&1М в виде еще ofpioro, закдкученного в камеру 25, экструайонного шнека 26 и несущего эту камеру на периферии опорного диска 27, которьй установлен на вшюлне1шой с кольцевым каналом 22 посадочной поверхности 21 корпуса 4 экструдера и имеет радиальный канал 28 для связи 25 шнека 26 носителя 24 с кольцевым каналом 22 Камера .25 в звдаей, свободной от шнека, части выполнена по нзоп утому в сторону оси
трубопровода профилю и снабжена решеткой и сеткой 29 для получения одинаковой структуры и разогрева распла ва массы пластмассовой изоляции по всему сечению, а на выходе изоляции из камеры-подпружиненной пружиной 30, планкой 31 с разглаживающим роликом 32 для прижима и разглаживания ленточной стрзги 33 к трубопроводу 15. Привод шнека 26 наносителя 24 выполнен в виде находящейся во внутреинем зацеплении пары шестерен, малая 34 из которых укреплена на носке шнека 26, а большая 35 - на посадочной поверхности 20 корпуса 4 экструдера. Большая шестерня 35 привода снабжена также наружным зубчатым венцом для кинематической связи через шестерню 36 и вариатор 37 с двигателем 38« Привод самого наносителя 24 выполнен с помо1цью находящейся в зацеплении с его диском 27 шестерни 39, кинематически связанной через вариатор 40 с двигателем 41,,
Агрегат для изготовления и .укладки трубопровода из термопластового материала работает следующимобразом.
Бункеры 3 и 42 заполняют сырьем соответственно для оформления трубо- зо
провода 15 и его покрытия и включают все нагревательные механизмы. После набора соответствующей температуры вкляочают основной двигатель 43, охлаждающие, устройства 7 и компрессоры 8. При выходе трубопровода 15 из оформляющей головки 5 он подвергается охлаждению струей жидкости или воздуха через спиральную трубку 44« Затем его направляют в охлаждающую ванну 9, из иее - в вытяжной механизм 10, через ролики 45 - в камеру накопления 11.
После этого приступают к подбору режимов работы двигателей 43 и 46, Регулируя подачу сырья на оформляющую головку 5 от шнека 16 и скорость выхода трубопровода 15, достигают нужные размеры его сечения. Далее к двигателю 43 подключают шнек 18 и расплав для пок1я 1тия поступает по тоннельному каналу 23 в кольцевой канала 22, от которого по радиальному
каналу 28 расплав поступает на шнек 26. Включают двигатель 41 и диск 27 с наносителем 24 изоляции начинает вращаться на посадочной поверхности 21 основного корпуса 4. При этом инек 26, зацепляясь зубьями шестерни 34 с внутренними зубьями шестерни 35,Начинает помимо вращения вместе с наносителем 24 также вращаться и вокруг своей оси, отсасывая расплав из канала 28, При вращении шнека 26, расплав начинает выходить ленточной струей 33 из наносителя,
которая обматывает трубопровод 15, Толщина покрытия зависит от скорости вращения диска 27 и от скррости выхода трубопровода 15. Для обеспечения нужной толщины, не изменяя подобраннь1х ранее режимов, включают двигатель 38 и через вариатор 37 обеспечивают нужнюю скорость вращения шнека 26, т.е. необходимую скорость выхода струи 33 расплава. При этом разглаживающий ролик 32 выравнивает покрытие Плотность намотки регулируется вариаторами 37 и 40. После получения трубопровода 15, соответствующего всем техническим требованиям, тягач начибольшей скоростью, чем скорость выхода трубопровода 15. При этом последний некоторое время скользит по грунту. После установки каретки 14 в среднее положение и подбора скорости перемещения агрегата, к карбюратору тягача подключают датчики 12 и 13. Дальнейшее перемещение агрегата зависит от скорости выхода трубопровода 15 из экструдера В случае аварийной ситуации или отказа работы датчиков 12 и 13, команду на экстренное торможение агрегата дает датчик 47, а в случа1е пробуксовки тягача /датчик 48 о
Таким образом, благодаря введению на агрегате нескольких дополнительных узлов и систем, обеспечена возможность нанесения на изготавливаемый трубопровод пластмассовой изоляции, в результате чего долговечность трубопровода повышена. нает перемещать агрегат по грунту с
f(-f(
±6
4Wi
42
Okl

1. АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ТРУВОПРОВОДА ИЗ ТЕРМОПЛАСТОВОГО МАТЕРИАЛА по авт. св. . Р 862652, отличающийся тем, что с целью повьппения долговечности сооружаемого трубопровода путем обеспечения возможности нанесения на него слбя пластмассовой изоляции в процессе изготовления, зкструдер снабжен дополнительным экструзионныМ шнеком для приготовления массы изоляц и, расположенным в корпусе экструдера изолированно в камере и парал- лельно основному шнеку,а корпус экструдера вьшолнен в .зоне оформляющей головки с двумя цилиндрическими, со- осными оси основного шнека, посадочными поверхностями, одна из которых Изобретение относится к строительству и может иайти применение при сооружении трубопровода из полимерных материалов, преимущественно диаметром 120-350 мм, По основному авт.св. № 862652 известен агрегат для изготовления и укладки трубопровода ия термопластичного материала. Агрегат включает прицепную к базовому тягачу ходовую снабжена кольцевым каналом связанным с камерой дополнительного шнека, при 3tOM агрегат снабжен поворотным вокруг оси трубопровода и приводным наносителем изоляции, вьтолнениым в виде еще одного, заключенного в камеру, экструзионного шнека и несущего эту камеру на периферии опорного диска, который установлен на выполненой с кольцевым каналом посадочной поверхности корпуса экструдера и имеет радиальный канал для связи камеры шнека наносителя с кольцевым каналом, при этом камера шнека наносителя в задней, свободной от шнека части, выполнена по изогнутому в сторону оси трубопровода профилю и снабжена на (Л выходе из нее изоляции подпружиенной планкой, несущей разглаживающий ролик . 2. Агрегат .по п. 1, отличающийся тем, что привод шнека наносителя выполнен в виде находящейся во внутреннем зацеплении пары шестерен, малая из которых укреплена Иа носке шнека, а большая --на свободной от кольцевого канала посадочной поверхности корпуса экструдера. оо тележку на колесных парах, на раме которой последовательно смонтированы ю бункер с материалом трубопровода, зкструдер с оформляющей головкой, нагревательный, холодильньй и вытяжной механизмы, камеру накопления и связаннь:е с рамой датчики экструзии, при этом вытяжной механизм выполнен двухсекционным с размещенной между секциями платформой и снабжен подвиж
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| /: | |||
