1
Изобретение относится к устройств вам для изготовления деталей обуви, в частности для формования их в сит ликоновых матрицах с применением тсков высокой частоты.5
Известна шестипозиционная установка для глубокого тиснения заготовок в силиконовых матрицах, состоящая из сварного основания, пресса для тиснения рисунка, генератора, карусели и 10 охлаждающего агрегата. .
Известен также сварочный агрегат, состоящий из сварного основания, двух прессов, один из которых служит для тиснения рисунка токами высокой час- 15 тоты, другой - для охлаждения изделия, генератора, карусели, привода и . холодильного агрегата.
Недостатком этих установок является большой нагрев силиконовых матриц 20 в процессе работы, что ведет к снижению производительности, затруднению обслуживания и выделению вредных га.зов из матриц. В известных установках охлаждение силиконовых матриц про- 25 изводится на одной - двух позициях из шести.
Цель изобретения - повышение производительности труда и улучшения условий работы.30
Указанная цель достигается улучшенным охлаждением силиконовых матриц, для чего карусель снабжена,плитами, имеющими каналы для циркуляции охлаждающей жидкости, соединенные одним концом с насосом через золотник, а другим концом - с коллектором сброса жидкости, причем опорные плиты установлены с возможностью перемещения в вертиксшьной плоскости от привода и расположены на рабочей поверхности карусели.
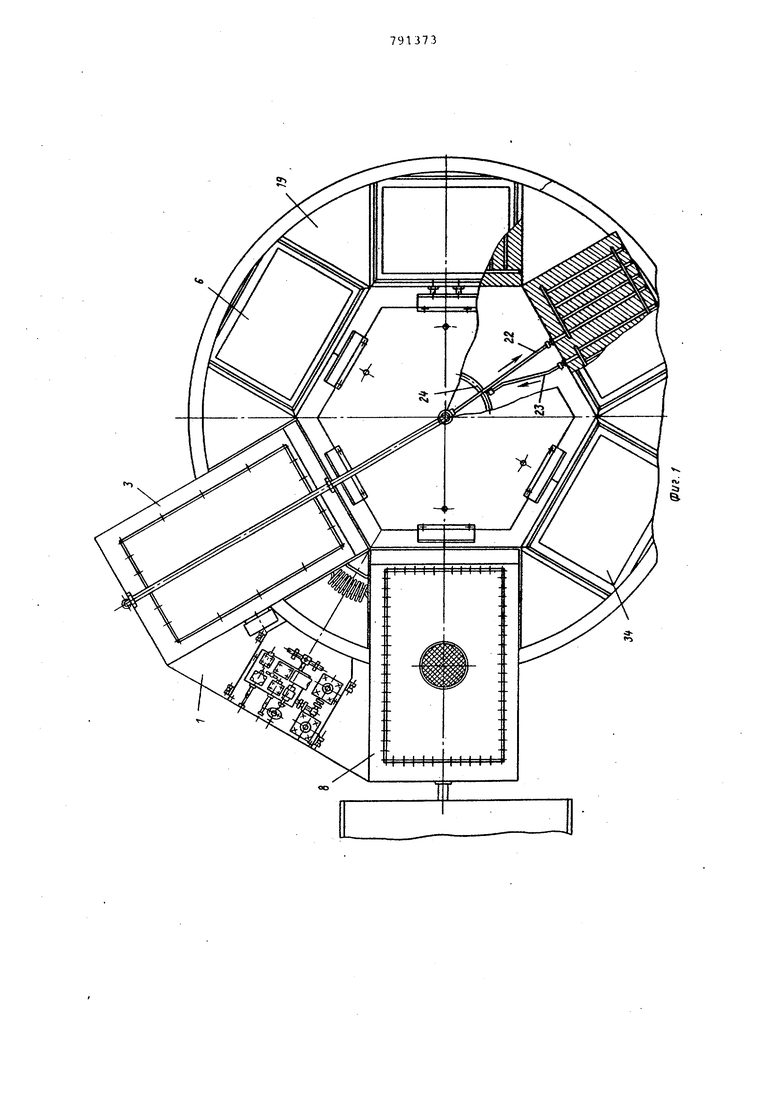
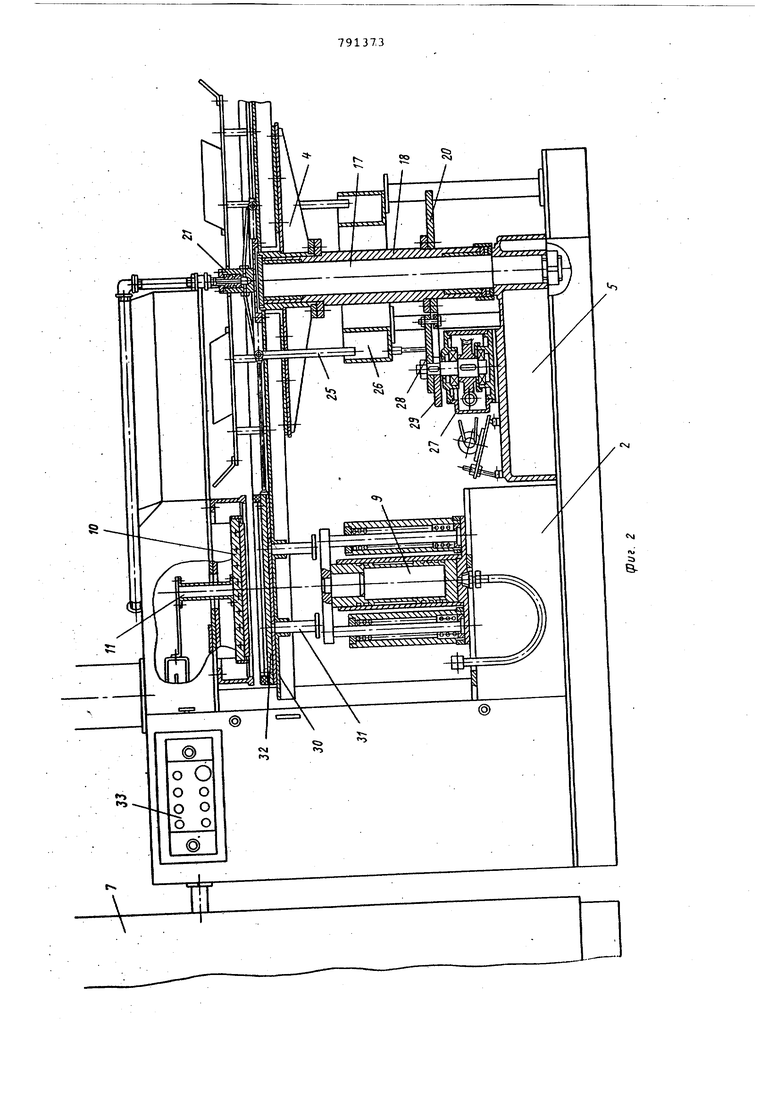
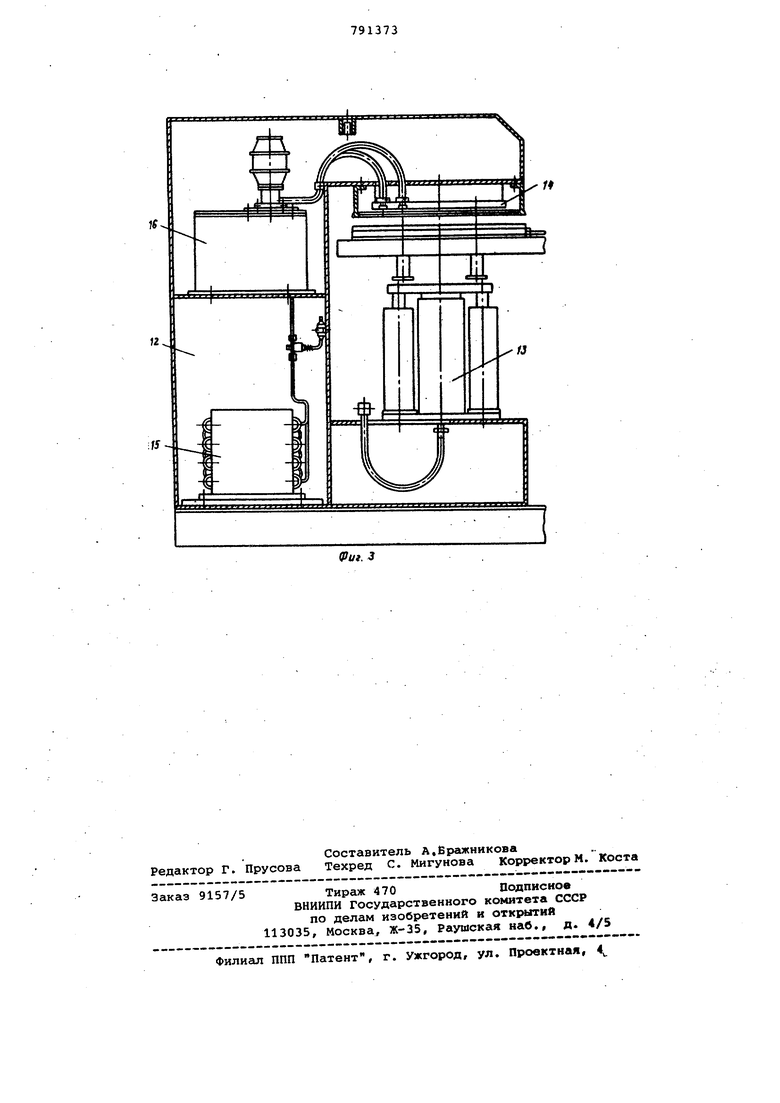
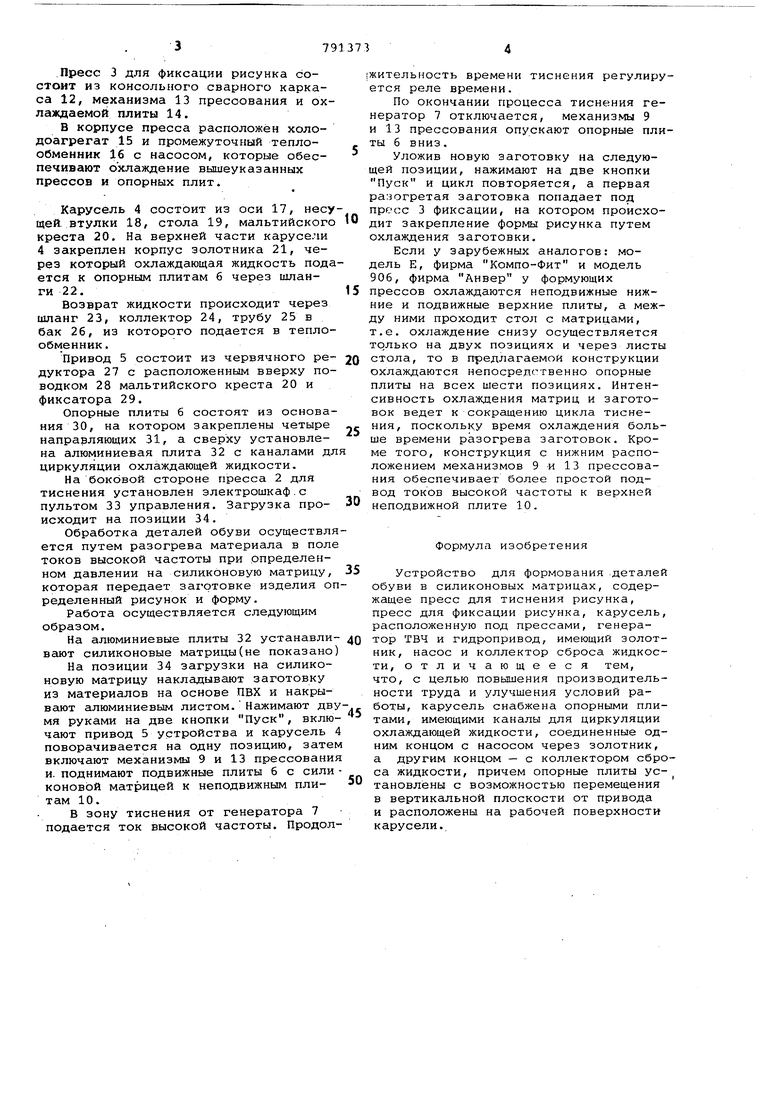
На фиг. 1 изображено предлагаемое устройство для формования деталей обуви в силиконовых матрицах, вид сверху; на фиг. 2 - то же, разрезf на фиг. 3 - позиция охлаждения.
Устройство для формования деталей обуви состоит из сварного основания с гидроприводом 1, пресса 2 для тиснения рисунка, пресса 3 для фиксации рисунка, карусели 4, привода 5, подвижных плит 6, генератора 7. .
Пресс 2 для тиснения состоит из консольного сварного каркаса 8, внизу на котором установлен механизм 9 прессования, а вверху - изолированная охлаждаемая плита 10, к которой подводится ток высокой частоты по токо воду 11.
.Пресс 3 для фиксации рисунка состоит из консольного сварного каркаса 12, механизма 13 прессования и охлаждаемой плиты 14.
В корпусе пресса расположён холодоагрегат 15 и промежуточный теплообменник 16 с насосом, которые обеспечивают охлаждение вышеуказанных прессов и опорных плит.
Карусель 4 состоит из оси 17, несущей, втулки 18, стола 19, мальтийского креста 20. На верхней части карусели 4 закреплен корпус золотника 21, через который охлаждающая жидкость подается к опорным плитам б через шланги 22.
Возврат жидкости происходит через шланг 23, коллектор 24, трубу 25 в бак 26, из которого подается в теплообменник .
Привод 5 состоит из червячного редуктора 27 с расположенным вверху поводком 28 мальтийского креста 20 и фиксатора 29.
Опорные плиты б состоят из основания 30, на котором закреплены четыре направляющих 31, а сверху установлена алюминиевая плита 32 с каналами дл циркуляции охлаждающей жидкости.
На боковой стороне пресса 2 для тиснения установлен электрошкаф.с пультом 33 управления. Загрузка происходит на позиции 34.
Обработка деталей обуви осуществляется путем разогрева материала в поле токов высокой частоты при определенном давлении на силиконовую матрицу, которая передает заготовке изделия определенный рисунок и форму.
Работа осуществляется следующим образом.
На алюминиевые плиты 32 устанавливают силиконовые матрицы(не показано) На позиции 34 загрузки на силиконовую матрицу накладывают заготовку из материалов на основе ПВХ и накрывают алюминиевым листом.Нажимают двумя руками на две кнопки Пуск, включают привод 5 устройства и карусель 4 поворачивается на одну позицию, затем включают механизмы 9 и 13 прессования и. поднимают подвижные плиты б с сили коновой матрицей к неподвижным плитам 10.
В зону тиснения от генератора 7 подается ток высокой частоты. Продол|житель ость времени тиснения регулируется реле времени.
По окончании процесса тиснения генератор 7 отключается, механизмы 9 и 13 прессования опускают опорные плиты б вниз.
Уложив новую заготовку на следующей позиции, нажимают на две кнопки Пуск и цикл повторяется, а первая ра:зогретая заготовка попадает под пресс 3 фиксации, на котором происходит закрепление формы рисунка путем охлаждения заготовки.
Если у зарубежных аналогов: модель Е, фирма Компо-Фит и модель 906, фирма Анвер у формующих прессов охлаждаются неподвижные нижние и подвижные верхние плиты, а между ними проходит стол с матрицами, т.е. охлаждение снизу осуществляется только на двух позициях и через листы стола, то в предлагаемой конструкции охлаждаются непосредственно опорные плиты на всех шести позициях. Интенсивность охлаждения матриц и заготовок ведет к сокращению цикла тиснения, поскольк.у время охлаждения больше времени разогрева заготовок. Кроме того, конструкция с нижним расположением механизмов 9 и 13 прессования обеспечивает более простой подвод токов высокой частоты к верхней неподвижной плите 10.
Формула изобретения
Устройство для формования деталей обуви в силиконовых матрицах, содержащее пресс для тиснения рисунка, пресс для фиксации рисунка, карусель, расположенную под прессами, генератор ТВЧ и гидропривод, имеющий золотник, насос и коллектор сброса жидкости, отличающееся тем, что, с целью повышения производительности труда и улучшения условий работы, карусель снабжена опорными плитами, имеющими каналы для циркуляции охлаждающей жидкости, соединенные одним концом с насосом через золотник, а другим концом - с коллектором сброса жидкости, причем опорные плиты установлёны с возможностью перемещения в вертикальной плоскости от привода и расположены на рабочей поверхности карусели.
1S
П
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для тиснения изделий из термопластичных материалов | 1976 |
|
SU653119A1 |
| Способ изготовления заготовки обуви | 1977 |
|
SU736947A1 |
| йи;ЕСОЮЗНАЯ | 1973 |
|
SU374071A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2042512C1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| Установка формования заготовок для режущих пластин | 2021 |
|
RU2764451C1 |
| Устройство для изготовления экранов электронно-лучевых трубок | 1975 |
|
SU602480A1 |
| Способ получения заготовок из кожи для изготовления обуви и кожаных изделий | 1987 |
|
SU1623568A3 |
| МАШИНА ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ВЫТЯЖКИ ЗАГОТОВОК ОБУВИ | 1955 |
|
SU107188A1 |