I
Изобретение относится к области сварки, в частности к способам дутовой сварки нержавеющих сталей аустенитного класса, и может быть использовано в химическом машиностроении и других отраслях промышленности при многослойной сварке конструкций повышенной толщины (20-60 мм).
Основная трудность при многослойной сварке толстостенного оборудования из аустекитных сталей и сплавов - предупреждение образования горячих трещин в металле, шва. Причем по мере заполнения разделки наплавляемыми сварочными материалами склонность последующих слоев шва к образованию горячих трещин уменьшается, что объясняется более низким уровнем сварочных напряжений, возникающих при сварке последних слоев шва, и меньшим темпом нарастания деформаций в них по сравнению с предыдущими, в особенности это сказывается при сварке чистоаустенитных сталей.
Известны способы дуговой сварки чистоаустенитных сталей и сплавов, заключающиеся
В применении сварочных материалов аустенитного класса 1.
Применение при многослойной сварке материалов аустенитного класса, обеспечивающих одинаковый или близкий химический состав металла шва в сравнении с основным материалом не гарантирует достаточно высокой трещиноустойчивости металла шва, особенно при сварке стали толщиной 20 мм и более. В этом случае корневые слои шва и близлежащие к
10 корневому проявляют склонность к образованию горячих трещин.
Известен также способ дуговой сварки нержавеющих сталей аустенитного класса, наиболее близкой к данному изобретению по техни15ческой сущности, при котором сварку выполняют в несколько слоев, причем внешние слои выполняют коррозионно-стойким материалом {2,
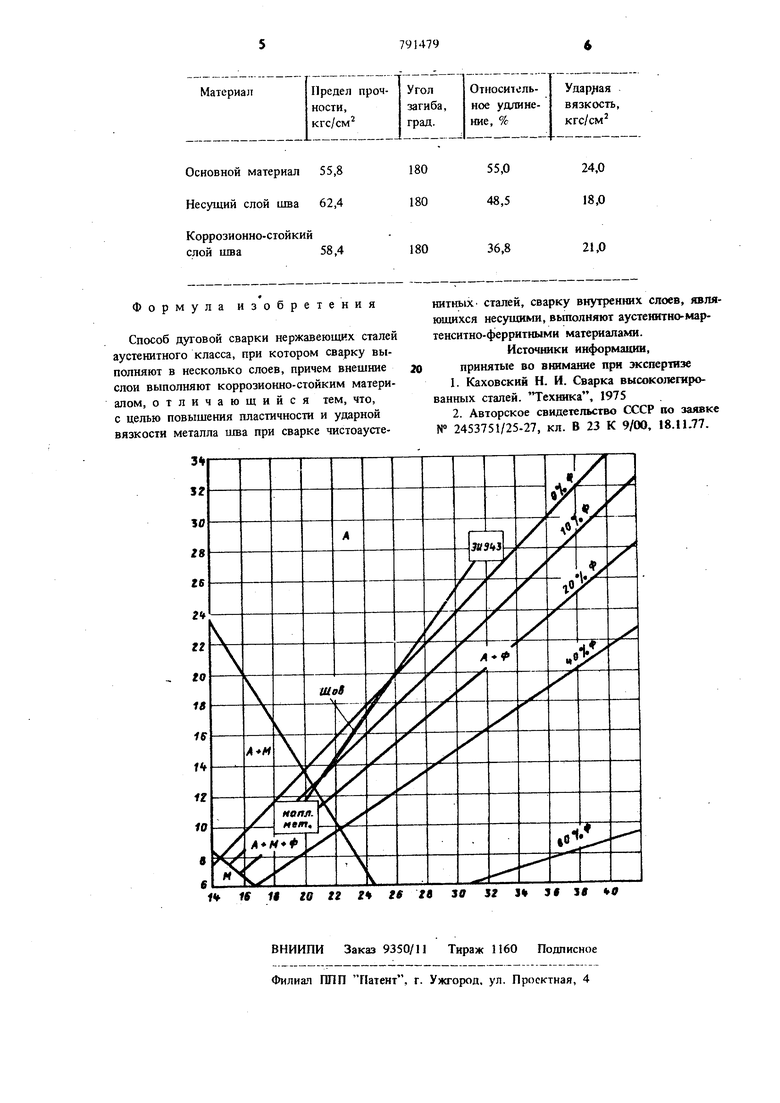
Для повышения стойкости многослойного аустенитного металла щва, особенно нижележа20щих его слоев, приме 1иют сварочные материалы ферритного класса. При этом резко повышается стойкость металла щва против образования горячих трещин благодаря достижению 379 аустенитно-ферритной структуры его. Однако различная доля участия основного металла в слоях металла шва и по его высоте (максимальная при выполнении корневого валика и минимальная при выполнении верхних слоев) приводит в этом случае к широкому изменению количества ферритной фазы в металле шва (до 30%). Металл шва с таким содержанием; феррита характеризуется низкими пластичностью и уддрной вязкостью, что обусловлено возможностью образования хрупкой сигма фазы в многослойном шве из-за превращения феррита, а также выделения сложных железохромтитановых карбидов, охрупчивающих металл шва. Выделение хрупких карбидов обусловлено ограниченной растворимостью углерода в феррите, значительно меньшей, чем в аустените. Целью изобретения является повышение плас тичности и ударной вязкости металла шва при сварке шстоаустенитных сталей. .Для этого сварку внутренних слоев, являющихся несущими, выполняют аустенитно-мартен ситно-ферритиыми материалами. На чертеже представлен график зависимости состава сварного иша от применения при сварке материалов различного состава. -- Обоснованием применет1я двух видов сварочных материалов различного структурного класса является следующее. Известно из практики эксплуаташ и толстостенного химического оборудования, что ответственным за коррозион ную стойкость его является поверхностный кор розионно-стойкий слой металла и соответственно металла шва, обращенных к коррозионной среде, толщиной 2-10 мм в зависимости от характера агрессивной среды и температуры эксплуатации. Остальные слои основного металла и соответственно металла шва являются несущими, обеспечивающими необходимую сопротивляемость сварной конструкщ1и воздействию силового фактора (давления и нагрузок). Таким образом, требования к поверхностным слоям металла шва одни, а к остальным слоям металла шва другие. Несущие слои металла uma должны обладать равнопрочностью с основ ным металлом, пластичностью и высокой стойкостьк) против образования горячих трещин и других дефектов. Поверхностный (коррозионно-стойкий) слой должен обладать прежде всего требуемой коррозионной стойкостью. Во прос о его стойкости против образования; горячих трещин снимается, так как прИ сварке поверхностного слоя уровень сварочных напря жений и темп нарастания деформащ1Й достаточ но малы и трещины не возникают. При перемешивании наплавленного металла с аустенитно-мартепситно-ферритной структуро с чистоаустетштным основным металлом обес печивается аустенитно-ферритная структура металла шва с небольшим количеством феррита. На чертеже показана линия, соединяющая состав наплавленного основного металла, жирной линией отмечен участок возможных составов металла иша при различной доли участия основного металла в нем. Благодаря тому, что эта линия пересекает граничную ;шнию аустенитной и аустенитно-ферритной области состояния высоколегированного литого металла под небольшим углом,колебание ферритной фазы в многослойном металле шва с различной долей основного металла незначительно (до 10%). Такой аустенитно-ферритный металл шва (с ограниченным содержанием феррита) не склонен к отмеченным выше видам охрупчивания и обладает высокой пластичностью и вязкостью. Пример. Была выполнена экспериментальная проверка предлагаемого способа сварки. В качестве основного металла применяли стабильноаустенитный сплав 06ХН28МДТ толщиной 45 и 20 мм. На пластинах из указанного спла в а размерами 200 х 450 х 45 ммвыполняли Х-образную и у-образную разделку с притуплением 2 мм и симметричным утлом раскрытия кромок 55±5°. Сварку несущего слоя выполняли материалами аустенитно-мартенситно-ферритного класса (опытная порошковая проволока типа 06X18Г8 диаметром 3 мм) за 8 и 4 прохода соответственно. Сварку коррозионно-стойкого слоя выполняли электродами марки АНВ-28 диаметром 3 мм за 6 и 4 прохода соответственно. Режимы сварки паспортные. Из сяарных соединений были вырезаны микрошлифы (темплеты) на все сечение шва. Металлографическими исследованиями не обнаружено горячих трещин в многослойном металле шва. Коррозионные образцы (18 шт), вырезанные из поверхностных слоев (с обеих сторон), были испытаны на склонность к межкристалитной коррозии по методу В и By (ГОСТ 603275). Ни на одном образце не выявлено склонности к МКК по двум методам испытания. В таблице приведены механические свойства металла шва в сравнении с основным металлом. Испытания подтвердили высокое качество металла шва в целом. Способ дуговой сварки обладает значительной экономической эффективностью. Он позволяет резко увеличить качество сварных соединений благодаря предотвращению охрупчивания металла шва. При этом предупреждается брак и необходимость его устранения при всевозможных технологических переделах сварного оборудования (гибке, вальцовке, штамповке и т.д.) Экономическая эффективность от применения предлагаемого способа сварки составляет не менее 50 тыс. руб./гоЛ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки нержавеющих сталей аустенитного класса | 1977 |
|
SU712210A1 |
| Способ дуговой сварки | 1985 |
|
SU1279779A1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 1998 |
|
RU2153410C1 |
| Электрод марки ЭА-2594 для сварки высокопрочных сталей перлитного и аустенитно-ферритного класса | 2022 |
|
RU2796581C1 |
| Порошковая проволока для сварки среднелегированных высокопрочных сталей | 2023 |
|
RU2820636C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ И НАПЛАВКИ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2443530C1 |
| СВАРНОЕ СОЕДИНЕНИЕ, ОБРАЗОВАННОЕ МЕТАЛЛОМ СВАРНОГО ШВА НА ОСНОВЕ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ СВАРИВАНИЯ СТАЛЬНОГО ЛИСТА, ИМЕЮЩЕГО ПОКРЫТИЕ ИЗ СПЛАВА НА ОСНОВЕ ЦИНКА | 2006 |
|
RU2410221C2 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 2015 |
|
RU2595305C1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2009 |
|
RU2408451C1 |
