Изобретение относится к способам дуговой, сварки нержавеющих сталей аустенитного класса у конструкций повышенной толщины и предназначено для использования преимущественно в машиностроении, а также в ремонтных работах трубопроводного транспорта.
Цель изобретения - повышение долговечности нахлесточного сварного соединения.
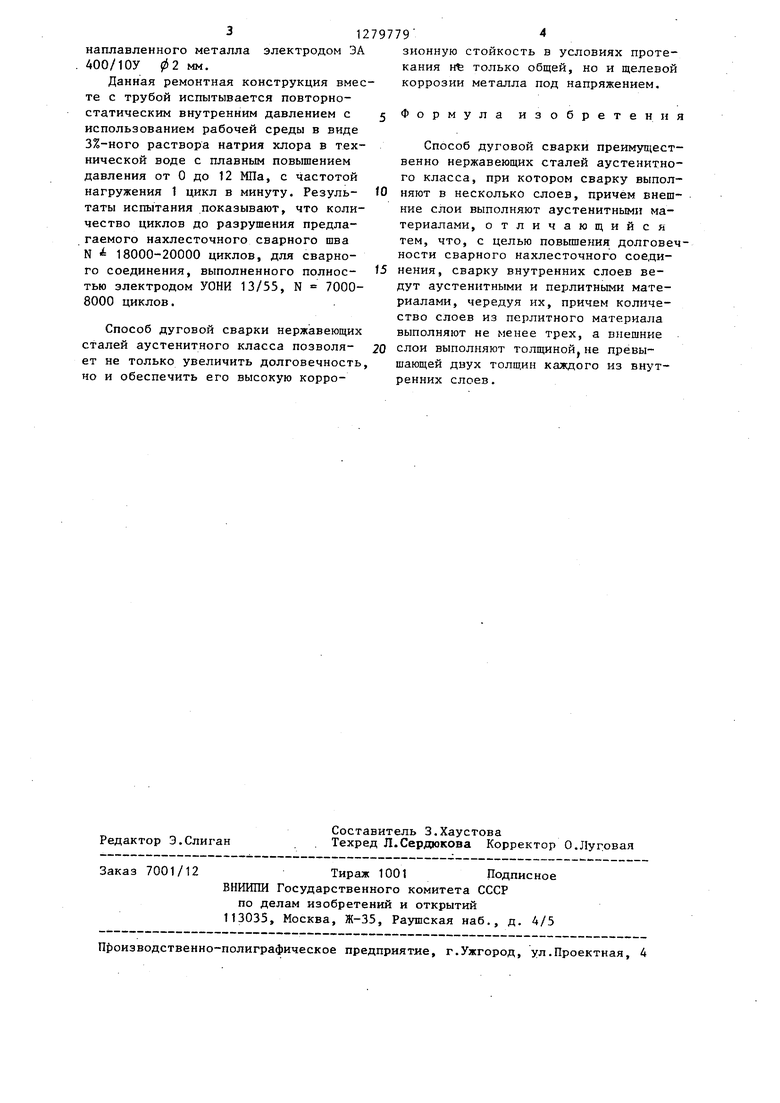
На чертеже показано нахлесточное сварное соединение.
Способ осуществляют следующим образом.
Выполняют сварной шов 1 вырезки трубы 2 с ремонтируемой и усиливаемо конструкцией 3j сварку выполняют в несколько слоев, причем внешние слои 4 выполняют электродом аустенитного материала, а внутренняя часть шва 5 - из одинаковых по.толщине слоев, материалами перлитного 6 и аустенитного 7 классов. При этом соотношение толщин каждого из внутренних слоев к внешнему составляет не менее двух а количество слоев перлитного материала - не менее трех.
Нахлесточное соединение формируется дуговой сваркой в результате наложения и смены электродов.
Повьш ение долговечности шва достигается за счет того, что существенно повьш ается время распространения образующейся при циклических испытаниях первоначальной трещины 8 до разрушения ввиду создания границ раздела меж,цу структурными составляющими различной твердости материалов 6 и 7 имеющих максимальную протяженность на пути распространения трещины 8.
Образование первоначальной трещины 8 происходит от существующего геометрического концентратора 9, вы- полняющего роль конструктивного непровара при циклических испытаниях сварного соединения.
При соотношении толщин наружного слоя к внутреннему, меньшем двух, во внутреннем поверхностном слое шва наблюдается понижение коррозионной стойкости за счет ускорения протекания процессов, свойственных щелевой коррозии.
Уменьшение толщины поверхностного наружного слоя (при соотношении толщины любого из наружных слоев к- каждому из внутренних) нецелесообразно.
5
С
5
0
0
5
0 5
так как этот участок является зоной хрупкого долома, и осуществление в нем чередующихся слоеэ наплавленного металла различного класса не приводит к увеличению его долговечности, а требует снижения производительности проводимых при его выполнении сварочных работ. ,
При количестве слоев перлита, меньшем трех (количество границ раздела, меньшем шести), барьерный эффект замедления процесса распространения трещины проявляется слабо и способствует незначительному увеличению долговечности сварного соединения (на 5-10%), что экономически невыгодно в связи с увеличением стоимости сварного соединения за счет применения во внутренней части шва более дорогих по стоимости электродов аустенитного класса.
Целесообразность выполнения внутренней части шва из чередующихся различных по твердости слоев металла перлитного и аус 1;енитного классов связана с тем, что при применении наплавленного металла ферритного класса происходит охрупчивание металла шва, мартенситного - проявляется большая склонность к образованию сварочных трещин. При применении наплавленного металла смешанного типа класса сталей существенно уменьшается роль тормозящего эффекта границ раздела в процессах распространения трещины,т.е. существенного увеличения долговечности нахлесточного соединения не наблюдается и тем самым не достигается поставленная цель изобретения.
П р и м е р, На дефектное место со сквозным разрушением на половину сечения трубы 0142018 мм кз стали 17ГС делают вырезку трубы толщиной 18 мм, длиной 1 м с приваркой ее к трубе односторонним нахлесточным соединением. Первоначально корень шва выполнен за одИн проход электродом ЭА 400/10У 04 мм, затем последующий слой выполняется электродом УОНИ 13/55 2 мм, затем электродом ЭА 400/10У 02 мм и далее чередующимися слоями различных электродов. В результате внутренний слой шва состоит из семи чередующихся слоев (из них четыре слоя наплавленного металла стали перлитного класса). Наруж- ньй внешний слой, который выполняется последним, получен при наложении
наплавленного металла электродом ЗА 400/10У jZS2 мм.
Данная ремонтная конструкция вместе с трубой испытывается повторно- статическим внутренним давлением с использованием рабочей среды в виде 3%-ного раствора натрия хлора в технической воде с плавным повышением давления от О до 12 МПа, с частотой нагружения 1 цикл в минуту. Результаты испытания показывают, что количество циклов до разрушения предлагаемого нахлесточного сварного шва N 18000-20000 циклов, для сварного соединения, выполненного полностью электродом УСНИ 13/55, N 8000 циклов.
7000Способ дуговой сварки нержавеющих сталей аустенитного класса позволя- 20 ет не только увеличить долговечность, но и обеспечить его высокую корроРедактор Э.Слиган
Составитель З.Хаустова
Техред Л.Сердюкова Корректор О.Луговая
Заказ 7001/12Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
П{)оизводственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
зионную стойкость в условиях протекания Hfe только общей, но и щелевой коррозии металла под напряжением.
5 Формула изобретения
Способ дуговой сварки преимущественно нержавеющих сталей аустенитного класса, при котором сварку выполняют в несколько слоев, причем внешние слои выполняют аустенитными материалами, отличающийся тем, что, с целью повышения долговечности сварного нахлесточного соединения, сварку внутренних слоев ведут аустенитными и перлитными материалами, чередуя их, причем количество слоев из перлитного материала выполняют не менее трех, а внешние слои выполняют тoлщинoЙJ не превышающей двух ТОЛШ.ИН каждого из внутренних слоев.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| Способ дуговой сварки нержавеющих сталей аустенитного класса | 1977 |
|
SU712210A1 |
| СПОСОБ СВАРКИ ТРУБ ИЗ СТАЛЕЙ С АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ В ТРУБОПРОВОД | 1998 |
|
RU2155655C2 |
| СПОСОБ СВАРКИ ТРУБ ПЕЧЕЙ ПИРОЛИЗА В ПРОЦЕССЕ ПРОВЕДЕНИЯ РЕМОНТНЫХ РАБОТ | 2007 |
|
RU2361709C1 |
| СПОСОБ РЕМОНТА СВАРКОЙ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2400342C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДОВ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2000 |
|
RU2162188C1 |
| Электрод марки ЭА-2594 для сварки высокопрочных сталей перлитного и аустенитно-ферритного класса | 2022 |
|
RU2796581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ДЛЯ ПРОИЗВОДСТВА КРУПНОГАБАРИТНЫХ ПЛАКИРОВАННЫХ ЛИСТОВ | 2004 |
|
RU2274528C2 |
| Способ дуговой сварки | 1978 |
|
SU791479A1 |
Изобретение относится к области сварки, в частности к многослойной сварке плавлением конструкций повышенной толщины, и предназначено для использования преимущественно в машиностроении, а также в ремонтных работах трубопроводного транспорта. Целью изобретения является повышение долговечности нахлесточного сварного соединения. Для этого при сварке пластины, например с трубой, выполняют многослойный нахлесточный шов, который состоит из внешних слоев, выполненных из стали -аустенитного класса, и внутренних, состоящих.из чередующихся слоев перлитного и аус- тенитного материалов. Соотношение толщин любого из внешних слоев к каждому из внутренних слоев составляет не менйе двух, количество слоев перлитного материала - не менее трех. Повышение долговечности шва достигается за счет создания в процессе изготовления его границ раздела между структурным составляющими, являющимися препятствием на пути распространения первоначальной трещины. 1 ил. (Л / ю о sj ч| со
| Способ дуговой сварки | 1978 |
|
SU791479A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
