(54) УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ е КОЛЕБАНИЯМИ ЭЛЕКТЮДА ПОПЕРЕК РАЗДЕЛКИ СТЫКА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Устройство для дуговой сварки | 1981 |
|
SU965663A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Кулачок для механизма колебания сварочной горелки | 1976 |
|
SU677847A1 |
| Устройство для автоматической сварки неплавящимся электродом | 1974 |
|
SU531685A1 |
Изобретение относится к дуговой сварке, точнее к устройствам, применяемым при различных способах сварки с колебаниями электрода поперек разделки стыка и предназначенным для создания импульсов сварочного тока во время таких колебаний. В настоящее время широкое распространение получил способ сварки толстостенных конструкций, например трубопроводов больших диаметров, в среде аргона вольфрамовым электродом с присадочной проволокой, синхронизированный с подачей импульсов на увеличение тока при подходе электрода к кромке разделки стыка 1 Такое yвeличe шe тока необходимо для более качественной проверки кромки разделки соединения. При этом в зависимости от формы разделки соединения, свойств свариваемых материалов и пространственного положения сварочного устройства на стыке длительность увеличенного импульса тока для обоих сторон должна быть различной. Известны сварочные автоматы, которые имеют приспособление для настройки требуемой длительности 2}. Одаако, такие приспособления не позволяют получить различную длительность увеличеннсяо импульса сварочного тока для левой и правой сторон разделки стыка, что ограничивает область их применения сваркой швов с симметричной разделкой кромок. Наиболее близким по технической сущности и достигаемому эффекту к описьшаемому изобретению является сварочный автомат ПТ-159 ШМ для дуговой сварки с колебаниями электрода, содержащий механизм колебания электрода с кулисой, на которой закреплен кулачок, а также переключатель импульсов сварочного тока со средним контактом, установленным на перемещающейся части механизма колебания электрода, и двумя неподвижными „боковыми контактами 3. Известное устройство обеспечивает синхронизацию колебаний электрода с подачей импульсов тока сварки. Недостаток известного устройства заключается в JOM, что оно не может обеспечить различную длительность импульсов тока для каждой из кромок разделки свариваемого соединения,
379
т.е. невозможно получить качественный сварной шов на соединениях с несимметричной разделкой из материалов с различными теплофизическими свойствами или из элементов различной толщины.
Целью изобретения является повышение качества сварки соединений с несимметричной разделкой из материалов с различными теплофизическими свойствами или из элементов различной толиу5ны путем раздельной регулировки длительности импульсов сварочного тока у каждой из кромок разделки свариваемого соединения.
Это достигается тем, что в устройстве для дуговой сварки с колебаниями электрода поперек разделки стыка, содержашем меха1шзм колебания электрода с кулисой, на которой закреплен кулачок, а также переключатель импульсов сварочного тока со средним контактом и установленными в корпусе переключателя боковыми контактами, кулачок выполнен с электропроводной зоной, имеющей треугольный выступ, средний контакт установлен неподвижно в корпусе в постоянном контакте с электропроводной зоной, а боковые контакты установлены с возможностью перемещения в направлении треугольного выступа.
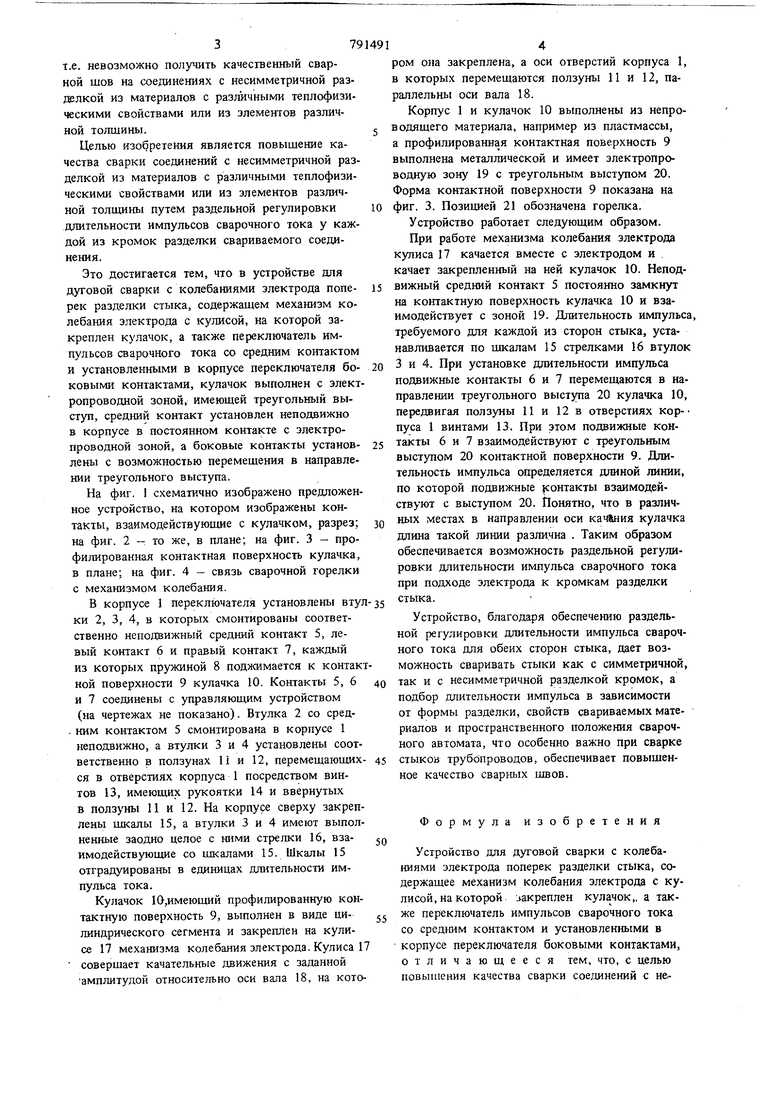
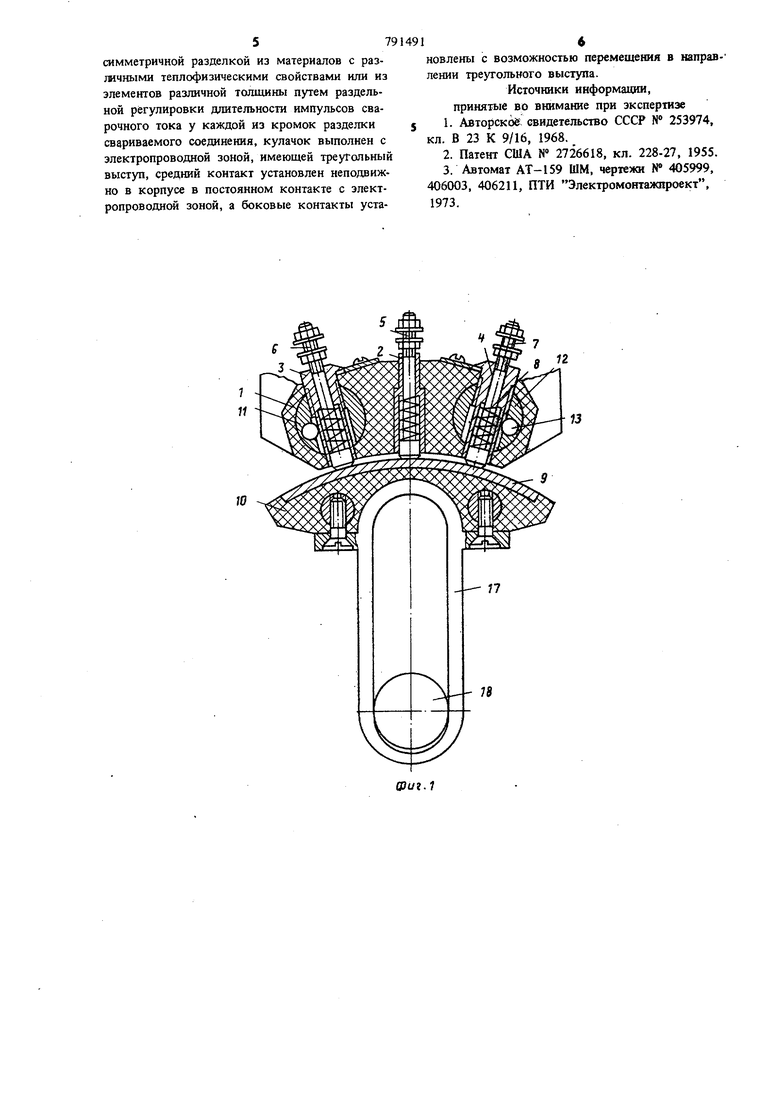
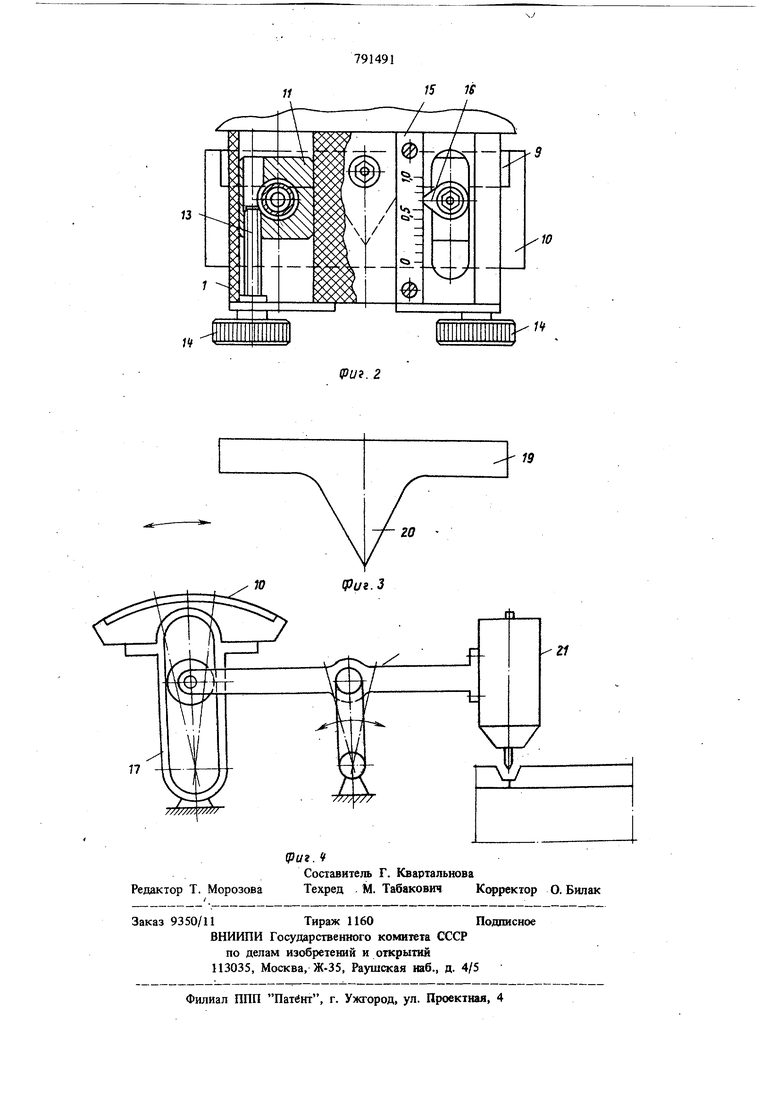
На фиг. I схематично изображено предложенное устройство, на котором изображены контакты, взаимодействующие с кулачком, разрез; на фиг. 2 - то же, в плане; на фиг. 3 - профилированная контактная поверхность кулачка, в плане; на фиг. 4 - связь сварочной горелки с механизмом колебания.
В корпусе 1 переключателя установлены втул ки 2, 3, 4, в которых смонтированы соответственно неподвижный средний контакт 5, левый контакт 6 и правый контакт 7, каждый из которых пружиной 8 поджимается к контакной поверхности 9 кулачка 10. Контакты 5, 6 и 7 соединены с управляющим устройством (на чертежах не показано). Втулка 2 со сред. ним контактом 5 смонтирована в корпусе 1 неподвижно, а втулки 3 и 4 установлены соответственно в ползунах И и 12, перемещающих ся в отверстиях корпуса 1 посредством винтов 13, имеющих рукоятки 14 и ввернутых в ползуны 11 и 12. На корпусе сверху закреплены шкалы 15, а втулки 3 и 4 имеют выполненные заодно целое с ними стрелки 16, взаимодействующие со шкалами 15. Шкалы 15 отградуированы в еданицах длительности импульса тока.
Кулачок 10,имеющий профилированную контактную поверхность 9, выполнен в виде цияиндрического сегмента и закреплен на кулисе 17 механизма колебания электрода. Кулиса 1 совершает качательные движения с заданной амплитудой относительно оси вала 18, на котором она закреплена, а оси отверстий корпуса 1 в которых перемещаются ползуны И и 12, параллельны оси вала 18.
Корпус 1 и кулачок 10 выполнены из непроводящего материала, например из пластмассы, а профилированная контактная поверхность 9 выполнена металлической и имеет электропроводную зону 19 с треугольным выступом 20. Форма контактной поверхности 9 показана на фиг. 3. Позицией 21 обозначена горелка.
Устройство работает следующим образом.
При работе механизма колебания электрода кулиса 17 качается вместе с электродом и качает закрепленный на ней кулачок 10. Неподвижный средний контакт 5 постоянно замкнут на контактную поверхность кулачка 10 и взаимодействует с зоной 19. Длительность импульс требуемого для каждой из сторон стыка, устанавливается по шкалам 15 стрелками 16 втулок 3 и 4. При установке длительности импульса подвижные контакты 6 и 7 перемещаются в направлении треугольного выступа 20 кулачка 10, передвигая ползуны 11 и 12 в отверстиях корпуса 1 винтами 13. При этом подвижные контакты 6 и 7 взаимодействуют с треугольным выступом 20 контактной поверхности 9. Длительность импульса определяется длиной линии, по которой подвижные } :онтакты взаимодействуют с выступом 20. Понятно, что в различных местах в направлении оси кулачка длина такой линии различна . Таким образом обеспечивается возможность раздельной регулировки длительности импульса сварочного тока при подходе электрода к кромкам разделки стыка.
Устройство, благодаря обеспечению раздельной регулировки длительности импульса сварочного тока для обеих сторон стыка, дает возможность сваривать стыки как с симметричной, так и с несимметричной разделкой кромок, а подбор длительности импульса в зависимости от формы разделки, свойств свариваемых материалов и пространственного положения сварочного автомата, что особенно важно при сварке стыков трубопроводов, обеспечивает повышенное качество сварных швов.
Формула изобретения
Устройство для дуговой сварки с колебаниями электрода поперек разделки стыка, содержащее механизм колебания электрода с кулисой, на которой закреплен кулачок,, а также переключатель импульсов сварочного тока со средним контактом и установленными в корпусе переключателя боковыми контактами, отличающееся тем, что, с целью повышения качества сварки соединений с нег
5791491
симметричной разделкой из материалов с различными теплофизическими свойствами или из элементов различной толщины путем раздельной р ггулировки длительности импульсов сварочного тока у каждой из кромок разделки5 свариваемого соединения, кулачок выполнен с электропроводной зоной, имеющей треугольный выступ, средний контакт установлен неподвижно в корпусе в постоянном контакте с электропроводной зоной, а боковые контакты установлены с возможностью перемещения в направлении треугольного выступа.
Источники информации, принятые во внимание при экспертизе
(риг.З
77
19
IL.
г/
5d
