(54) УСТЮЙСТВО ДЛЯ ОТСЧЕТА ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ СВАРИВАЕМОГО ИЗДЕЛИЯ
1
Предлагаемое изобретение относится к облас ти автоматизации сварочных процессов и может быть использовано для отсчета линейных перемещений свариваемого изделия преимущественно в стыкосварочных машинах.
Известен оптический датчик стыка Ц свариваемых кромок, состоящий из фотоприемника, осветителей, вращающейся диафрагмы с отверстием для прохождения светового потока, формирователя выходного сигнала стыка, второго фотоприемника, дополнительного отверстия-сегмента в диафрагме и схемы совпадения. Устройство содержит сложную оптическую схему, включающую бленду, объектив, осветители, сканирующую диафрагму с двумя отверстиями, электродвигатель, конденсатор стыка, конденсатор поля зрения, фотоприемник стыка, фотоприемник поля зрения, усилитель сигнала стыка, усилитель сигнала поля зрения, схему совпадения, формирователь выходного сигнала.20
Недостатком данного устройства является сложность его изготовления.
Наиболее близким по технической сущности является устройство для отсчета линейных перемещений преимущественно в свароч1в 1Х машинах 2. Это устройство содержит муаровый растровый датчик положения, соединенный с формирователялет импульсов, мостовую схему, состоящую из двух дифференцирующих цепочек, и реверсивный счетчик.,
Недостатком данного устройства является то, что оно не обеспечивает высокую точность измерения, так как каждый входной импульс схемы прямоугольной формы, снимаемый с выхода формирователя, соответствует одному выходному импульсу схемы, поступающему на вход счетчика, т.е. точность измерения составляет в лучщем случае не более 0,05 мм, что не обеспечивает должного качества сварного соединения преимущественно в стьп осварочных мащинах.
Целью настоящего изобретения является улучщение качества сварочного соединения путем повыщения точности измерения линейных перемещений.
Поставленная цель достигается за счет того, что блок преобразования последовательности импульсов выполнен в виде двух импульсных
трансформаторов, шгрузочных резисторов и двухполупериодного выпрямителя, при этом первичные обмотки импульсных трансформаторов через согласующие резисторы подключены к соответствующим выходам формирователей прямоугольных импульсов, а вторичные обмотки, параллельно которым включены нагрузочные резисторы, соединены последовательно и под1слючены к входу Двухполупериодаоговьшрямителя, выход которого подключен к входу реверсивного счетчика.
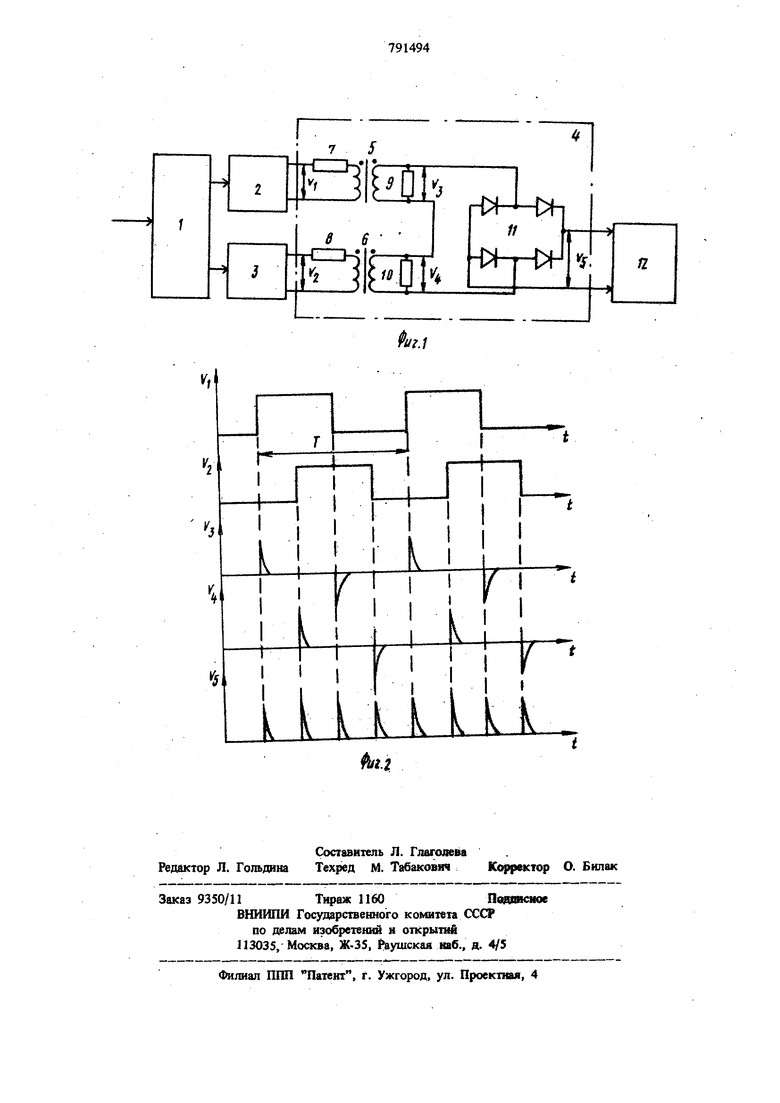
На фиг. 1 показана схема устройства; на фиг. 2 - временные диаграммы напряжений. Устройство состоит из фотоэлектрического датчика положения 1, соединенного с формирователямиимпульсов 2 и 3, схемы преобразования последовательности импульсов 4, состоящей из импульсных трансформаторов 5 и 6, согласу ющих резисторов 7 и 8, служащих для согласования входных сопротивлений обмоток импульсных трансформаторов с выходными сопротивлениями формирователей импульсов, нагрузочных резисторов 9 и 10, двухполупериодного вьшрямителя 11 и реверсивного счетчика 12. Устройство работает следующим образом. При перемещении свариваемого изделия в процессе сварки на стыкосварочной мащине с выходов фотоэлектрического датчика 1 на входы формирователей 2 и 3 импульсов поступают два Электрических сигнала, которые ими преобразуются в прямоугольные импульсы Vj и Vj (фиг. 2). Причем импульсы одного канала сдвинуты относительно импульсов другого канала на 90 электрических градусов. С выходов формирователей импульсов 2 и 3 серии прямоугольных импульсов Vj и Vj поступают в схему преобразования последовательности импульсов 4 через согласующие резисторы 7 и 8 соответственно, т.е. на входы импульсных трансформаторов 5 и 6, которыми они дифференцируются, и с нагрузочных резисторов 9 и 10 в виде преобразованной серии импульсов УЗ и V4 додаются на вход двухполупериодного выпрями- теля 11, где преобразуются в серию однополярных импульсов V; (фиг. 1). Далее импульсы поступают на вход реверсивного счетчика 12, показания которого соответствуют величине перемещения свариваемого изделия. Таким образом, при одном и том же угле поворота диска фотоэлектрического датчика вместо одного прямоугольного импульса, например Vj, за время Т (фиг. 2) на выходе схемы преобразования последовательности импульсов 4 появляются четыре импульса Vs (фиг. 2), тем самым точность измерения повыщается с 0,05 до 0,0125 мм, т.е. в 4 раза , что в итоге позволяет повышть качество сварного соединения.
Применение заявляемого устройства в стыкосварочных маишнах позволяет улучщить качество сварного соединения, исключить дорогие и трудоемкие в изготовлении механические передачи, уменьщить габариты устройства отсчета и передачи в цепом.
Формула изобретения
Устройство для отсчета линейных перемещений свариваемого изделия, преимущественно в стыкосварочных мащинах, содержащее последовательно соединенные датчик положения, формирователи прямоугольных импульсов, блок
5 преобразования последовательности импульсов, включающий согласующие резисторы, и реверсивный счетчик, отличающее.ся тем, что, с целью улучщения качества сварного со- i единения путем повыщения точности измерения
„ лийейных перемещений, блок преобразования последовательности импульсов выполнен в виде двух импульсных трансформаторов, нагрузочных резисторов и двухполупериодного выпрямителя, при этом первичные обмотки импульсных трансформаторов через согласующие резисторы подключены к соответствующим выходам формирователей прямоугольных импульсов, а вторичные обмотки, параллельно которым включены нагрузочные резисторы, соеданены последовательно и подключены к входу двухполупериодного выпрямителя, выход которого подключен к входу реверсивного счетчика.
Источники информации, принятые во внимание при зкспертизе
1./iBTopCKoe свидетельство СССР № 433981, кл, В 23 К 9/10, 17.11.71.
2.Авторское свидетельство СССР № 547607, кл. В 23 К 11/00, 18.11.75.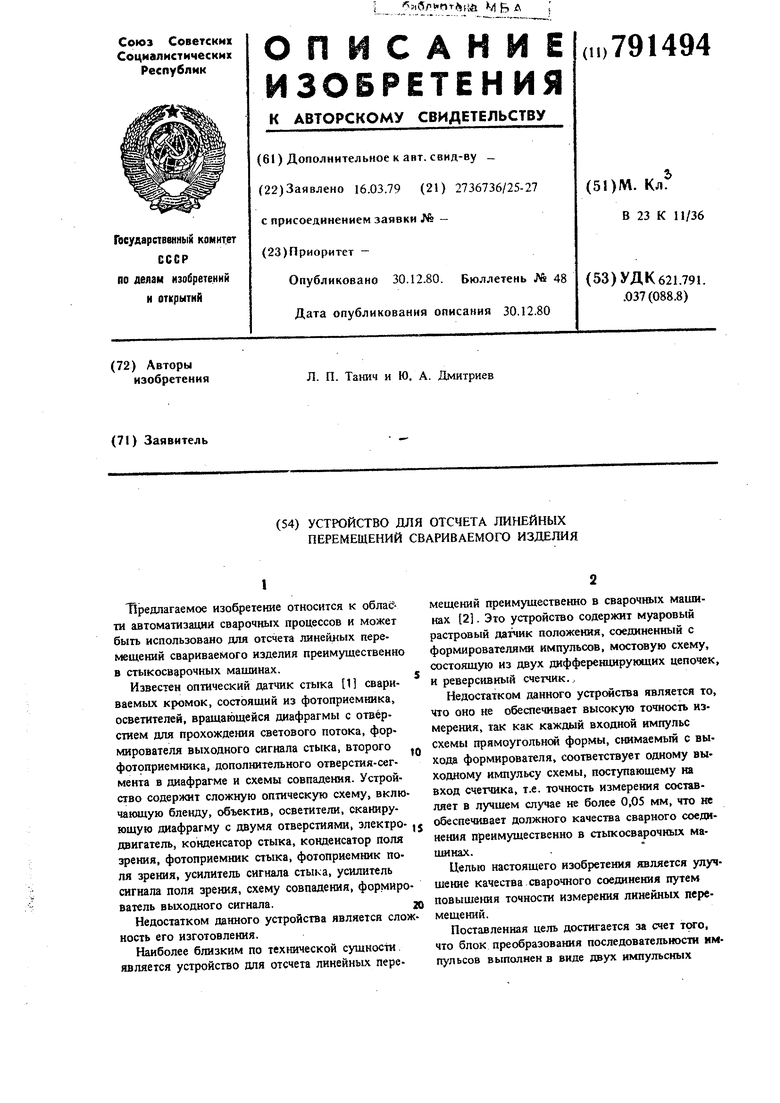
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Устройство для регистрации сварных швов | 1981 |
|
SU984531A1 |
| ФОТОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ ПЕРЕМЕЩЕНИЯ В КОД | 1992 |
|
RU2030112C1 |
| ПРЕОБРАЗОВАТЕЛЬ УГЛА ПОВОРОТА В ПОСЛЕДОВАТЕЛЬНОСТЬ ИМПУЛЬСОВ | 1991 |
|
RU2025043C1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| СКАНИРУЮЩЕЕ ФОТОЭЛЕКТРИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1969 |
|
SU254115A1 |
| Устройство для измерения ширины сварного стыка | 1980 |
|
SU899293A1 |
| Устройство для моделирования выбросов и размахов напряжения с монотонным изменением параметров | 1982 |
|
SU1064439A1 |
| Фотоэлектрический преобразователь перемещения в код | 1981 |
|
SU991470A1 |