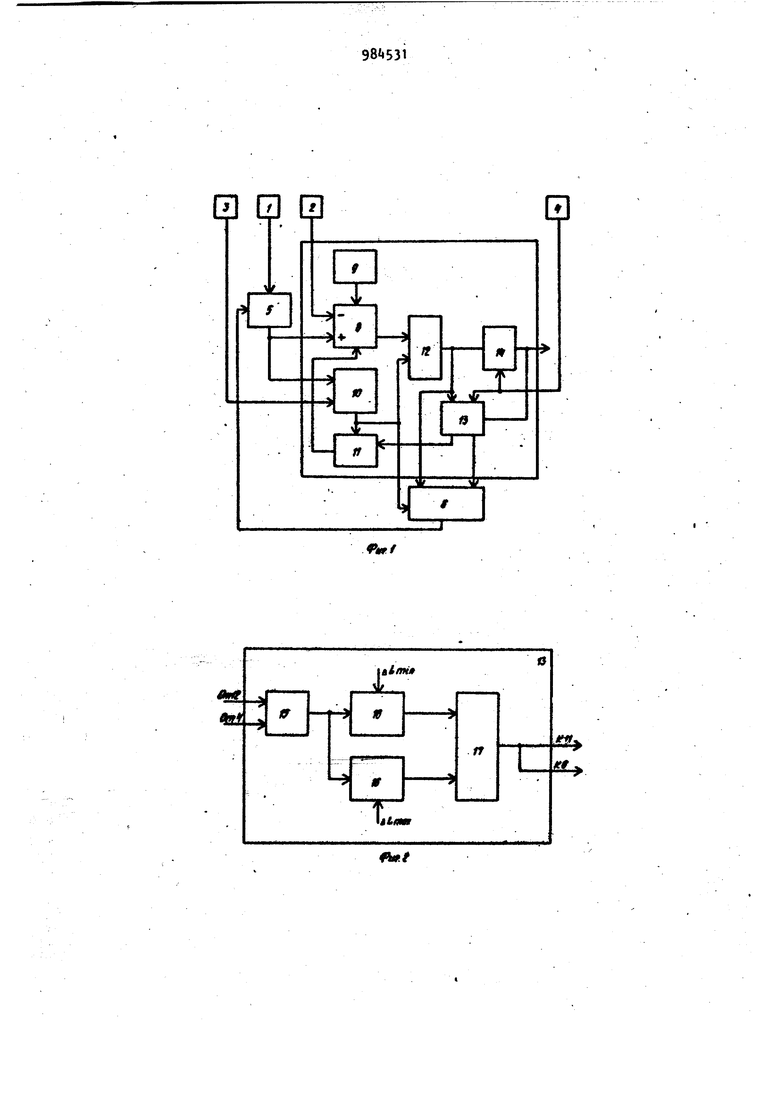
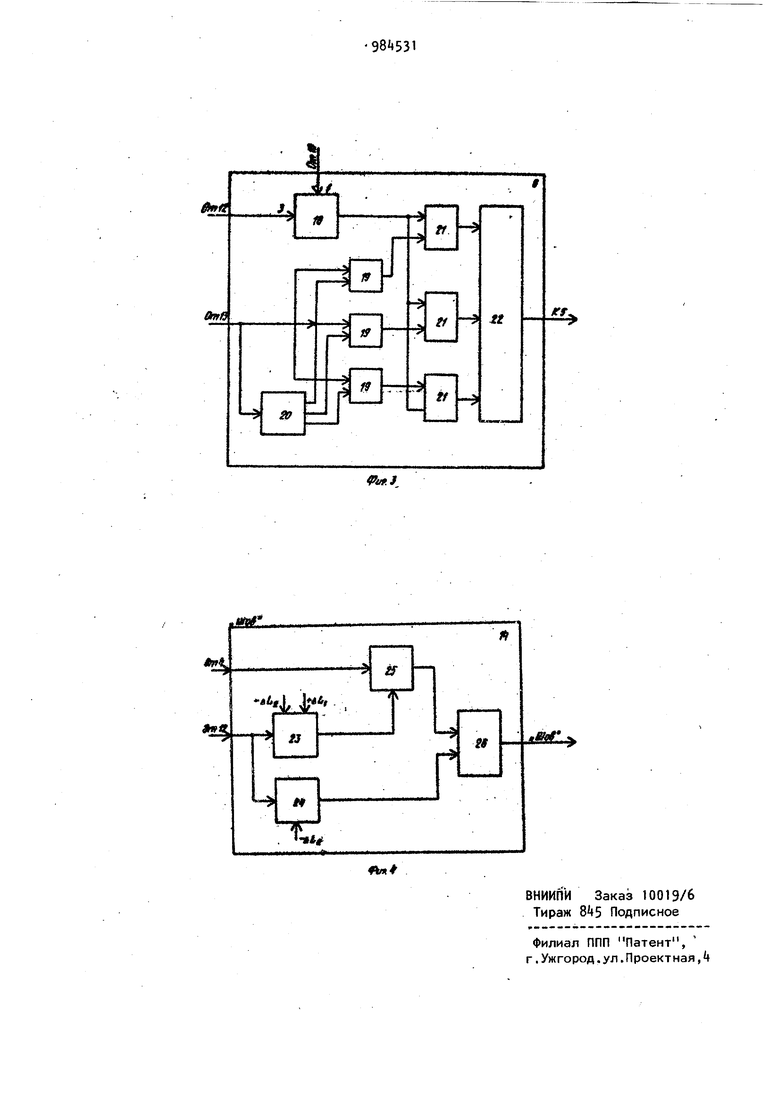
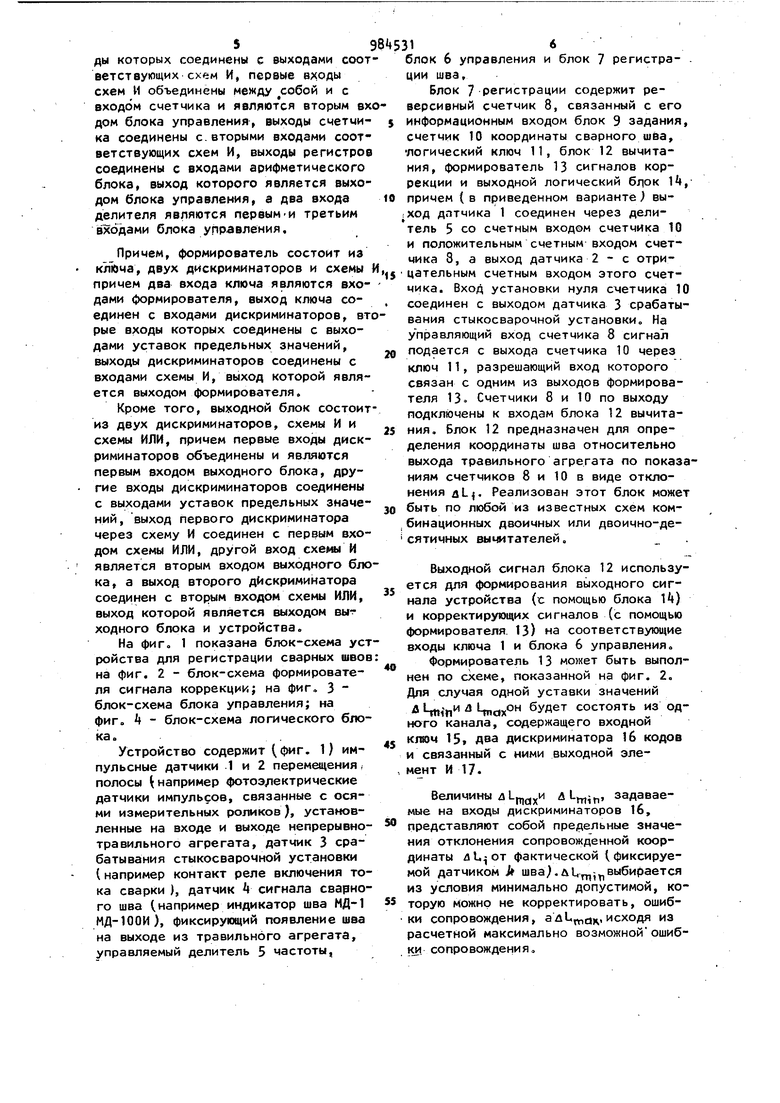
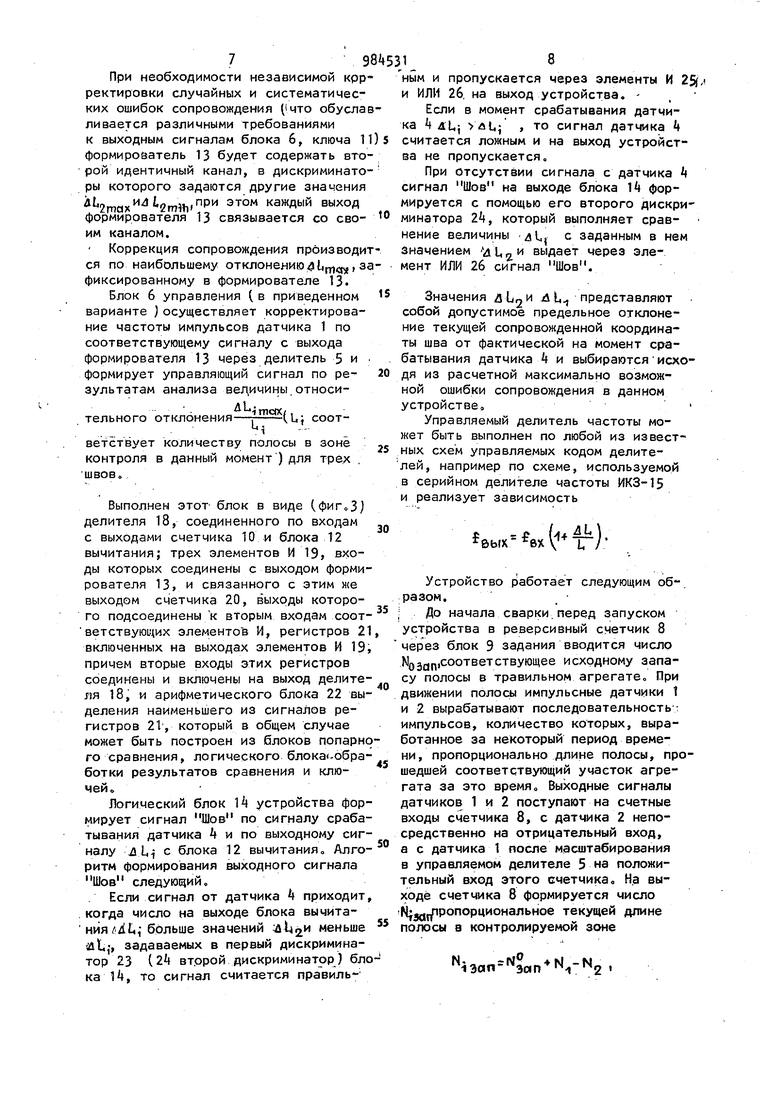
Изобретение относится к металлургической промышленности, в частности к устройствам для регистрации сварны швов на непрерывных травильных агрег тах. Известно устройство для регистрации сварных швов на агрегате произ1водства холодного проката, которое содержит датчик грубой индикации сварнбго шва,датчикточнойиндикации шва, потенциальный триггер, счетчик импульсов длины, связанный через ключ с задатчиком допустимого отклонения длины полосы, формкрователи и логические элементы ClJ. Выходной сигнал Шов формируется путем отсчета допустимого отклонения по длине полосы по сигналу датчика точной индикации шва и выходному сиг налу сметчика, который осуществляет счет импульсов убывающим итогом с мо мента входа сварного шва в зону слежения и до момента выхода из нее. Недостатки известного устройства заключаются, во-первых, в появлеНИИ набегающей (по длине полосы ошибки при определении момента прохождения швом контролируемой зоны, которая возникает из-за износа измерительных роликов ( через которые, .датчики импульсов сопрягаются с полосой ), а также при обжатии полосы в дрессировочной клети, устанавливаемой в линии травильного агрегата, во-вторых, в нарушении алгоритма работы устройства и получении недостоверных результатов в моменты включения устройства, когда неизвестно, какое количество швов находится между входом и выходом агрегата, например, в петлевых устройствах, в этих случаях по длине сопоставляются не одни и те же участки полосы на входе и выходе агрегата. Такой режим возникает и может продолжаться неопределенно долго и в случае сбоя в работе блока грубой индикации (ложный шов или пропуск шва). 3 sSijS при этом число, получаемое в счетчике длины полосы на выходе агрегата, в действительности не соответствует тому участку полосы, который зафиксирован в памяти блока грубой индикации. Наиболее близким к предлагаемому по технической сущности является устройство для регистрации сварных швов на непрерывном стане холодной прокат ки, содержащее два датчика импульсов связанных через измерительные ролики с перемещающейся полосой, соединенный по входам с упомянутыми датчиками и системой управления стыко.сварочной установкой блок регистрации сварных швов, с выходом которого соединено устройство центрирования полосы, связанное с петлевым уст ройствоМо Блок регистрации сварных швов содержит реверсивный счетчик регистрации запаса полосы в петлевом устройстве, связанный цифровым входом с блоком задания начального запаса полосы задатчик положения те лежки и связанный с ним блок вычисления ), счетчик координаты сварного шва относительно стыкосварочной уста новки, установочный вход которого по соединен к выходу системы управления стыкосварочной установки, блок сравнения, ключ, блок задержки, триггер, элементы И 2 . Это устройство обеспечивает непре рывное вычисление текущей длины полосы и координаты шва относительно заданной точки зоны слежения. Запуск устройства осуществляется введением в его реверсивный счетчик регистрации запаса полосы числа, соответству щего имеющемуся в контролируемой зоне количеству полосы в момент пуска. Однако в процессе работы устройст ва из-за изменений (вследствие износа ) диаметров измерительных роликов, через которые датчики импульсов связаны (по входу в зону слежения и выходу из нее) с перемещающейся полосой, а также из-за проскальзывания полосы пс роликам и ее удлинения в зоне слежения, показания реверсивного счетчика регистрации количества полосы в зоне слежения начинают все более и более отличаться от фактичес кого количества полосы, что приводит к появлению набегающей ошибки в определяемой координате сварного шва, которая в итоге может достигать .,ачительной величины. i Цель изобретения - повышение точности и надежности регистрации сварных швов Указанная цель достигается тем, что устройство для регистрации сварных швов, содержащее импульсные датчики перемещения полосы, устанавливаемые на входе и выходе контролируемой зоны, например травильного ai- регата, датчик сигнала срабатывания стыкосварочной установки и блок ревключающийгистрации сварных швов, в себя реверсивный счетчик регистрации запаса полосы в контролируемой зоне, информационный вход которого соединен с блоком задания начального запаса полосы, счетчик координаты сварного шва относительно стыкосварочной установки, подсоединенный установочным входом к датчику сигнала срабатывания этой установки, и ключ, снабжено датчиком сварного шва, устанавливаемым на выходе контролируемой зоны, блоком управле- . ния и делителем частоты, подсоединенным управляющим входом к выходу блока управления, а в его блок регистрации дополнительно введены блок вычитания, формирователь сигналов коррекции и выходной логический блок, при Этом один или оба импульсных датчика связаны со счетчиками блока регистрации через делитель частоты: соответственно входной датчик - со счетным входом счетчика координаты и одним из счетных входов реверсивного счетчика, а выходной датчик - с другим счетным входом этого счетчика, выход реверсивного счетчика соединен с первым входом блока вычитания, а его установочный вход - с выходом ключа, связанного первым входом с выходом (формирователя сигналов коррекций, а вторым - с выходом счетчика координаты, который соединен также с вторым входом блока вычитания и первым входом блока управления, второй вход которого соединен с выходом формирователя, а третий - совместно с первь1ми входами формирователя и логического блока подключен к выходу блока вычитания, вторые входы формирователя и ло гического блока подключены к выходу датчика сварного шва. Кроме того, блок управления состоит из делителя счетчика,, трех схем И, трех регистров и арифметического блока, причем выход делителя соединен с вторыми входами регистров, первые входы которых соединены с выходами соот ветствующих схем И, первые схем И объединены между собой и с входом счетчика и являются вторым вх дом блока управления, выходы счетчика соединены с.вторыми входами соответствующих схем И, выходы регистров соединены с входами арифметического блока, выход которого является выходом блока управления, а два входа делителя являются первым-и третьим ёходами блока управления. Причем, формирователь состоит из клича, двух дискриминаторов и схемы причем два входа ключа являются входами формирователя, выход ключа соединен с входами дискриминаторов, вт рые входы которых соединены с выходами уртавок предельных значений, выходы дискриминаторов соединены с входами схемы И, выход которой является выходом формирователя. Кроме того, выходной блок состоит из двух дискриминаторов, схемы И и схемы ИЛИ, причем первые входы дискриминаторов объединены и являются первым входом выходного блока, другие входы дискриминаторов соединены с выходами уставок предельных значений, выход первого дискриминатора через схему И соединен с первым входом схемы ИЛИ, другой вход схемы И является вторым входом выходного бло ка, а выход второго дискриминатора соединен с вторым входом схемы ИЛИ, выход которой является выходом выходного блока и устройства. На фиг о 1 показана блок-схема уст ройства для регистрации сварных швов на фиг. 2 - блок-схема формирователя сигнала коррекции; на фиг, 3 блок-схема блока управления; на фиг. А - блок-схема логического блока. Устройство содержит фиг. 1) импульсные датчики .1 и 2 перемещения, полосы например фотоэлектрические датчики импульсов, связанные с осями измерительных роликов ), установленные на входе и выходе непрерывнотравильного агрегата, датчик 3 срабатывания стыкосварочной установки ( например контакт реле включения тока сварки ), датчик А сигнала сварного шва (.например индикатор шва МД-1 МД-100И), фиксирующий появление шва на выходе из травильного агрегата, управляемый делитель 5 частоты, 31 блок 6 управления и блок 7 регистра- . ции шва, Блок 7 регистрации содержит реверсивный счетчик 8, связанный с его информационным входом блок 9 задания, счетчик 10 координаты сварного шва, логический ключ 11, блок 12 вычитания, формирователь 13 сигналов коррекции и выходной логический блок Т, причем (в приведенном варианте) вы;ход датчика 1 соединен через делитель 5 со счетным входом счетчика 10 и положительным счетным входом счетчика 8, а выход датчика 2 - с отрицательным счетным входом этого счетчика. Вход установки нуля счетчика 10 соединен с выходом датчика 3 срабатывания стыкосварочной установки. На Управляющий вход счетчика 8 сигнал подается с выхода сметчика 10 через ключ 11, разрешающий вход которого связан с одним из выходов формирователя 13. Счетчики 8 и 10 по выходу подключены к входам блока 12 вычитания. Блок 12 предназначен для определения координаты шва относительно выхода травильного агрегата по показаниям счетчиков 8 и 10 в виде отклонения aLj. Реализован этот блок может быть по любой из известных схем комбинационных двоичных или двоично-десятичных вычитателей, Выходной сигнал блока 12 используется для формирования выходного сигнала устройства (с помощью блока 14) и корректирующих сигналов (с помощью формирователя. 13) на соответствующие входы ключа 1 и блока 6 управления. Формирователь 13 может быть выполнен по схеме, показанной на фиг. 2. Для случая одной уставки значений и и Цп5,х° будет состоять из одного канала, содержащего входной ключ 15t двз дискриминатора 1б кодов и связанный с ними выходной элемент И 17, Величины д 1р, Д1,, задаваемые на входы дискриминаторов 16, представляют собой предельные значения отклонения сопровожденной координаты 41, от фактической (фиксируемой датчиком шва).лU j выбирается из условия минимально допустимой, которую можно не корректировать, ошибки сопровождения, а AUpno, исходя из расчетной максимально возможнойошибки, сопровождения.
798А5318
При необходимости независимой крр- ным и пропускается через элементы И 2ft, ректировки случайных и систематичес- и ИЛИ 26, на выход устройства. ких ошибок сопровождения (что обуслав- Если в момент срабатывания датчйливается различными требованиями ка k дЦ} л1, , то сигнал датчика к выходным сигналам блока 6, ключа 11)5 считается ложным и на выход устройстформирователь 13 будет содержать второй идентичный канал, в дискриминаторы которого задаются другие значения
4max 4m1hi каждый выход
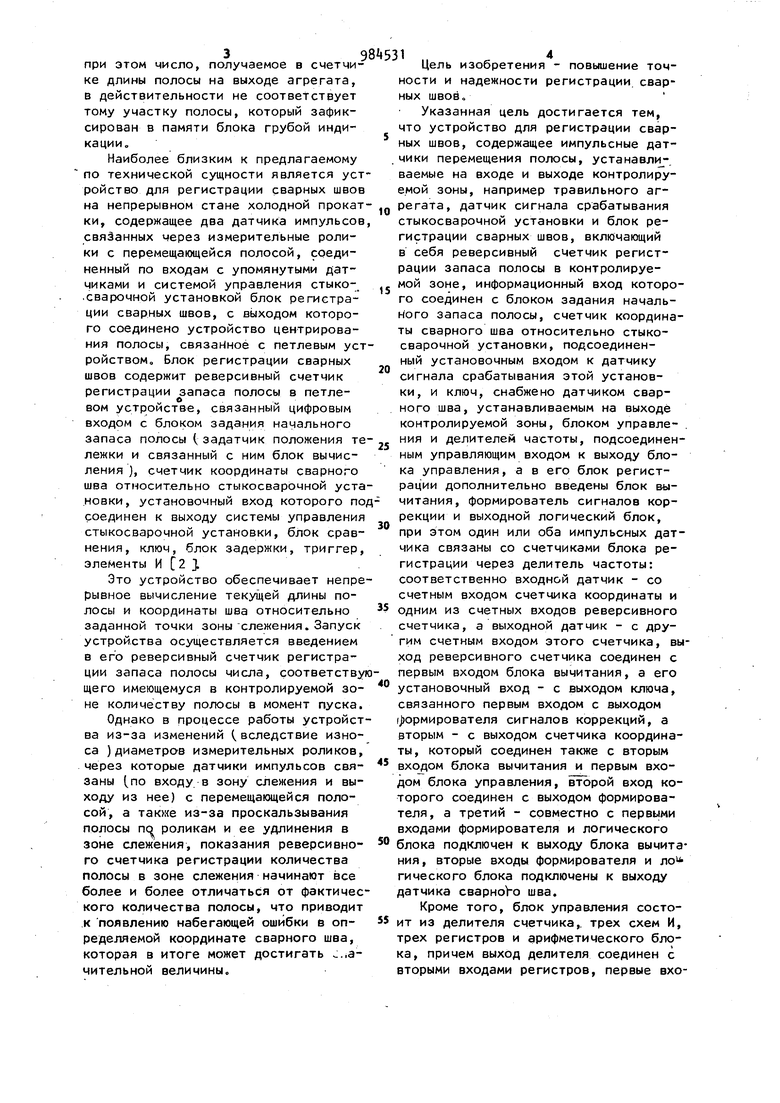
формирователя 13 связывается со сво- О минатора 24, который выполняет сравим каналом. Коррекция сопровождения производит ся по наибольшему отклонению4 bni, за фиксированному в формирователе 13. Блок 6 управления ( в приведенном варианте ) осуществляет корректирование частоты импульсов датчика 1 по соответствующему сигналу с выхода формирователя 13 через делитель 5 и . формирует управляющий сигнал по результатам анализа ведичины.относительного отклонения- -(Ь; соотiветствует количеству полосы в зоне контроля в данный момент ) для трех швов. Выполнен этот- блок в виде (фиг.З) делителя 18, соединенного по входам с выходами счетчика 10 и блока 12 вычитания; трех элементов И 19, входы которых соединены с выходом формирователя 13, и связанного с этим же выходом счетчика 20, выходы которого подсоединены к вторым входам соответствующих элементов И, регистров 21 включенных на выходах элементов И 19, причем вторые входы этих регистров соединены и включены на выход делителя 18, и арифметического блока 22 выделения наименьшего из сигналов регистров 21, который в общем случае может быть построен из блоков попарно го сравнения, логического блока.обработки результатов сравнения и ключейЛогический блок 14 устройства формирует сигнал Шов по сигналу срабатывания датчика 4 и по выходному сигналу jlL,i с блока 12 вычитания. Алгоритм формирования выходного сигнала Шов следующий. Если сигнал от датчика 4 приходит, когда число на выходе блока вычита нйя/1/1 Ц,-больше значений :л1|2И меньше al,j, задаваемых в первый дискриминатор 23 (24 втррой дискриминатор) бло ка 14, то сигнал считается правиль ва не пропускается.
При отсутствии сигнала с датчика сигнал Шов на выходе блока 14 формируется с помощью его второго дискринение величины ul, с заданным в нем значением iiUnH выдает через элемент ИЛИ 26 сигнал Шов. Значения uL Лi представляют собой допустимое предельное отклонение текущей сопровожденной координаты шва от фактической на момент ср абатывания датчика 4 и выбираютсяисходя из расчетной максимально возможной ошибки сопровождения в данном устройстве, Управляемый делитель частоты может быть выполнен по любой из известных схем управляемых кодом делителей, например по схеме, используемой в серийном делителе частоты ИКЗ-15 и реализует зависимость ( вх Устройство работает следующим об-, разом. До начала сварки.перед запуском устройства в реверсивный счетчик 8 через блок 9 задания вводится число 0300°° ®- ° ®® исходному запасу полосы в травильном агрегате. При движении полосы импульсные датчики 1 и 2 вырабатывают последовательность; импульсов, количество которых, выработанное за некоторый период времени, пропорционально длине полосы, прошедшей соответствующий участок агрегата за это время. Выходные сигналы датчиков 1 и 2 поступают на счетные входы счетчика 8, с датчика 2 непосредственно на отрицательный вход, а с датчика 1 после масштабирования в управляемом делителе 5 на положительный вход этого счетчика. На выходе счетчика 8 формируется число М|дд 1ропорциональное текущей длине полосы а контролируемой зоне Ni3afi 3c,.-N2 -Де .пЧИСЛО), пропорциональное длине полосы между входом и выходом агрегата; N,N2 число импульсов, поступивших на вход счетчика 8 от датчиков 1 и 2, пропорциональное соответственно дли не полосы, поступившей в контролируемую зону и вышедшей из нее. Одновременно, начиная с момента сварки по сигналу с датчика 3 счетчик 10 ведет подсчет импульсов с дат чика 1, промасштабированных по частоте в делителе 5. На выходе счетчика 10-формируется число, пропорциональное текущей координате L, сварного шва относительно входа агрегата. Информация, поступающая с выходов счетчиков 8 и 10, обрабатывается в блоке 12 вычитания, в результате чего на его выходе образуется число ди, пропорциональное текущей координ те сварного шва относительно.выхода агрегата iместа установки датчика k) Это число поступает на вход логического блока I и при наличии сигнала от датчика k, если поступившее значе ние гЛ и, находится в пределах выбран ных отклонений Д С и AUg выходе блока k формируется сигнал Шов При отсутствии сигнала от датчика k (сбой датчика ), если текущее значение координаты, шва относительно этого датчика оказывается равным значению AUj сигнал Шов также сформи руется (через дискриминатор 2Ц и эле мент ИЛИ 26, В момент прохождения сварного шва в зоне датчика k последний формирует логический сигнал также и на вход формирователя 13. На другой вход формирователя 13 поступает текущее значение координаты шва относительно выхода агрегата из блока 12 вычитания ( 4 t/ . При выполнении условия Л tl На выходе формирователя 13 формируется сигнал, разрешащий через ключ 11 перезапись числа, находящего ся в этот момент в счетчике .10, в счетчик 8, что обеспечивает коррекjoцию величины учетом всех факторов, создающих случайную погрешность, которые имели место в процессе предыдущего подсчета количества полосы в агрегате, например проскаль 9 110 зывание измерительного ролика, изме- . нение обжатия в дрессировочной клети. Одновременно по этому же ( дли приведенного варианта выходному сигналу формирователя 13 в блоке 6 управления начинает осуществляться анализ ошибки сопровождения с последующим выделением наименьшего результата из полученных относительно ошибок сопровождения на трех швах, по которому и формируется на выходе блока 6 сигнал на корректирование коэффициента деления управляемого делителя 5. В результате этого изменяется масштаб частоты импульсов, поступающих на вход счетчиков 8 и 10, чТо обеспечивает автоматическое устранение систематических ошибок сопровождения вызванных, например, изменением ( изза износа ) диаметров измерительных роликов или программными изменениями величины обжатия. При следующее срабатывании стыкосварочной установки по сигналу датчика 3 счетчик 10 .обнуляется и определение координаты очередного шва осуществляется уже при скорректированных значениях Nзo|n счетчике 8 и масштабного коэффициента в делителе 5. Таким образом, предлагаемое устройство позволяет осуществить индикацию швов на выходе агрегата с большей точностью за счет исключения систематических и случайных ошибок сопровождения. Кроме того, в нем исключается влияние сбоя датчика сварного шва на результат индикации, что также повышает надежность регистрации сварных швов. Применение предлагаемого устройства позволяет увеличить производительность прокатных станов за счет сокращения времени прокатки рулона, на на малой скорости при точной индикации шва обрабатывается минимальный участок полосы. Экономическая эффективность от использования предлагаемого устройства на одном агрегате, составляет около 50 тыс.руб. в год. Формула изобретения 1. Устройство для регистрации сварных швов, содержащее импульсные датчики перемещения полосы, устанавлива-. емые на входе и выходе контролируемой зоны, датчик сигнала срабатывания стыкосварочной установки и блок регистрации сварных швов, имеющий в своем составе реверсивный счетчик регистрации запаса полосы в контролируемой зоне, информационный вход которого соединен с блоком задания начального запаса полосы, счетчик координаты сварного шва относительно стыкосварочной установки, подсоединенный установочным входом к датчику сигнала срабатывания стыкосварочной установки, и ключ, отличающеес я тем, что, с целью повышения точности регистрации, устройство дополнительно снабжено датчиком сварного шва, устанавливаемым на выходе i контролируемой зоны, блоком управления и делителем частоты, связанным с управляющим входом с выходом блока уп равления, а в его блок регистрации до полнительно введены блок вычитания, формирователь сигналов коррекции и вы ходной логический блок, при этом один или оба импульсных датчика связаны со сметчиками блока регистрации через делитель частоты: соответственно вход ной датчик - со счетным входом счетчи ка .координаты и одним из счетных входов реверсивного счетчика, а выходной датчик - с другим счетным входом этого счетчика, выход реверсивного счетчика соединен с первым входом блока вычитания, а его установочный вход с выходом ключа, связанного первым входом с первым выходом формирователя сигналов коррекции, а вторым - с выходом счетчика координаты, который .соединен также с вторым входом блока вычитания и первым входом блока управ ления, второй вход которого соединен с вторым входом формирователя, а третий - совместно с первыми входами фор мирователя илогического блока подсоединен к выходу блока вычитания, вторые входы формирователя и выходного логического блока подсоединены к выходу датчика сварного шва. 2„ Устройство по По 1, о т л и чающееся тем, что блок управления состоит из делителя, счетчика, трех схем И, трех регистров и арифметического блока, причем выход делителя соединен с вторыми входами регистров, первые входы которых соединены с выходами соответствующих схем И,- первые входы схем И объеди- , нены между собой и с входом счетчика и являются вторым входом блока управления, выходы счетчика соединены с вторыми входами соответствующих схем И, выходы регистров соединены с входами арифметического блока, выход которого является выходом блока управления, а два входа делителя являются первым и третьим .входами блока управления„л 3. Устройство по пп, 1 и 2, о т л ичающееся тем, что формирователь состоит из ключа, двух дискриминаторов и схемы И, причем два входа ключа являются входами формироватеУ ля, выход ключа соединен с входами дискриминаторов, вторые входы которых соединены с выходами уставок предельных значений, выходы дискриминаторов соединены с входами схемы И, выход которой является выходом формирователя, о Устройство по пп, 1-3, о т л ичающееся тем, что выходной блок состоит из двух дискриминаторов, схемы И и схемы ИЛИ, причем первые входы дискриминаторов объединены и являются первым входом выходного блока, другие входы дискриминаторов соединены с выходами уставок предельHbfx значений, выход первого дискриминатора через схему И соединен с первым входом схемы ИЛИ, другой аход схемы И является вторым входом выходного блока, а выход второго дискриминатора соединен с вторым входом схемы ИЛИ, выход которой является выходом выходного блока и всего устройстваоИсточники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 7788 1, кл. В 21 В 37/00, 1980. 2.Авторское свидетельство СССР № 670353, кл, В 21 В 37/00, 1979.
У I / U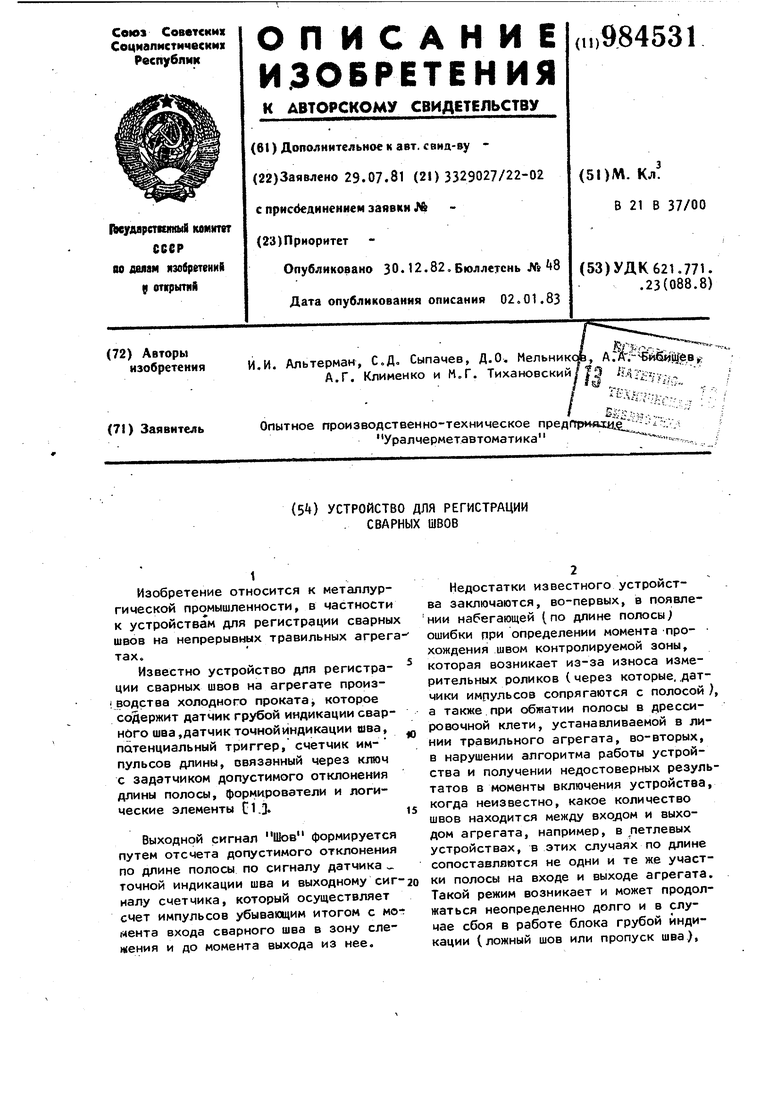

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Устройство для регистрации сварных швов | 1977 |
|
SU670353A1 |
| Устройство для регистрации сварных швов на непрерывном стане холодной прокатки | 1978 |
|
SU776683A2 |
| Устройство для регистрации сварныхшВОВ HA НЕпРЕРыВНОМ CTAHE ХОлОдНОйпРОКАТКи | 1979 |
|
SU820949A2 |
| Устройство для слежения за координатой полосы на непрерывном прокатном стане | 1979 |
|
SU772632A1 |
| Устройство для управления непрерывным станом холодной прокатки | 1977 |
|
SU679271A1 |
| Устройство для слежения за положением сварных швов на агрегатах производства холодного проката | 1976 |
|
SU611696A1 |
| Устройство для торможения реверсивного стана холодной прокатки | 1977 |
|
SU929260A1 |
| Устройство слежения за координатой сварного шва на стане бесконечной прокатки | 1990 |
|
SU1736652A1 |
| Устройство для регистрации сварных швов на агрегате производства холодного проката | 1978 |
|
SU778841A1 |