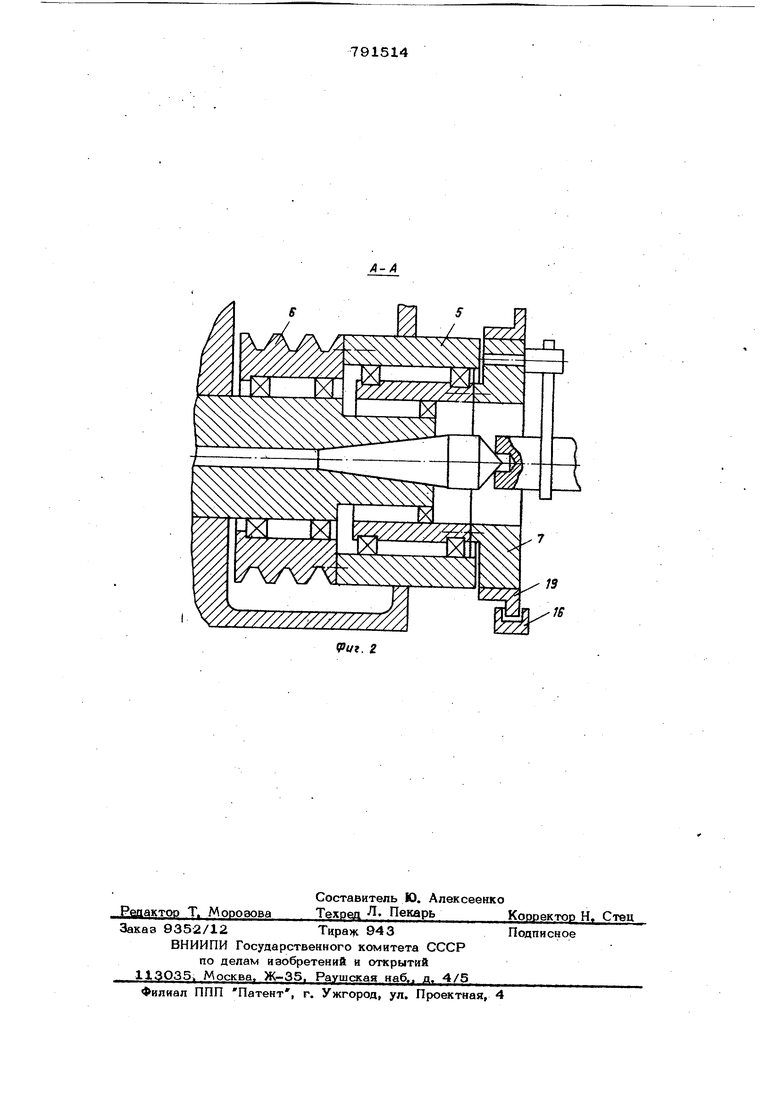
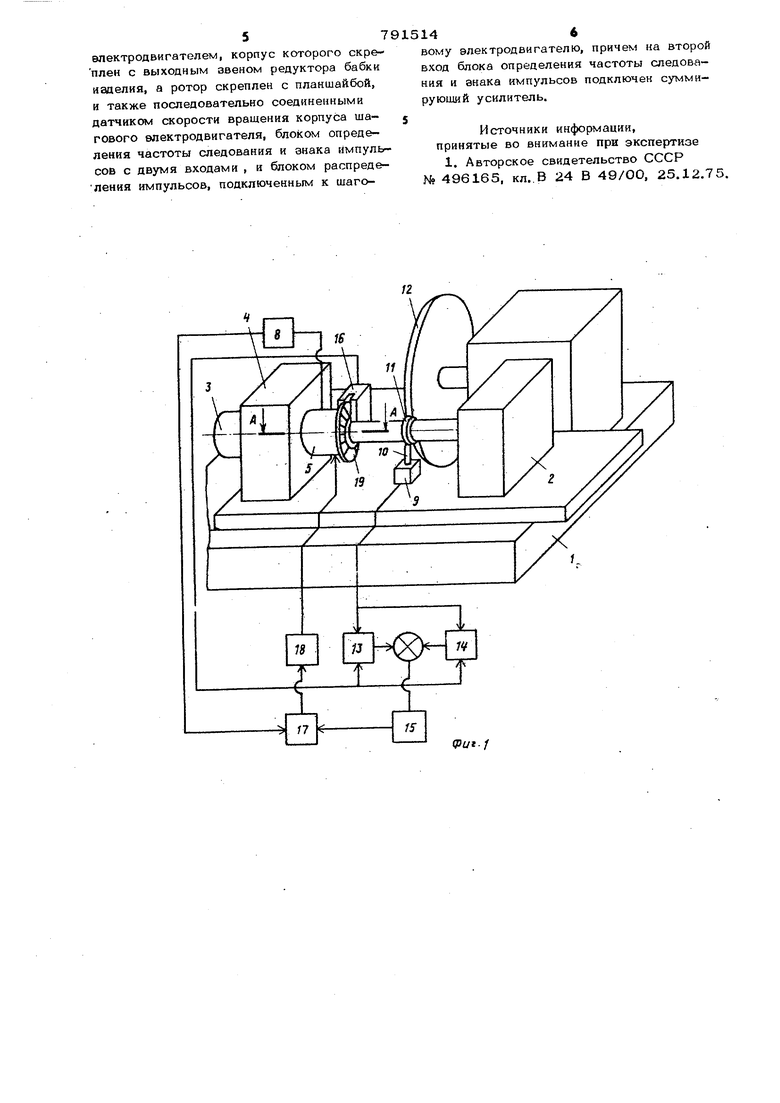
Изобретение относится к области стан- ..костроения и может быть использовано на шлифовальных станках. Иввестно устройство для управления скоростью вращения планшайбы шлифовальг ного станка, ; которое содержит датчик активнслО контроля раамера.датчик угла поворота изделия, блок формирования среднего значения радиуса обрабатываемого ивделня и блок запоминания текущего вначения радиуса обрабатываемого изделия, входы которых подключены к датчику активного контроля и датчику угла поворота изделия а выходы через суммирующий усилитель и входное устройство подключены к приводу вращения планшайбы ClJ. Недостатком известного устройства я&ляется малое быстродействие, так как применена многозвенная кинематическая цепь, содержащая кроме электродвигателя редуктор. В связи с этим оно успевает из менить угловую скорость планшайбы ва ее оборот так, что уменьшается только, .первая гармоническая составляющая пог- решностей формы поперечного сечения шлифуемой поверхности. . Целью изобретения является повышение точности формы изделия, а именно уменьшение гармонических составляющих формы поперечного сечения более высокого порядка, и увеличение производительности. Цель достигается тем, что устройство снабжено шаговым электродвигателем (ШД), сообщающим приращение углбвой скорости вращения планшайбе. Корпус этого двигателя скреплен с выходным звеном редуктора бабки изделия, а ротор скреплен с планшайбой. Система управления этим устройством снабжена датчиком скорости вращения корпуса шагового влектродвига- теля блоком определения частоты следования и знака импульсов, блоком распределения импульсов, вход которого через блок определения частоты следования и знака импульсов подключен к датчику скорости и суммирующему усилителю, а вьнход подключен к ШД. Предлагаемое устройство показано на фиг. 1 на фиг. 2 - разрез А-А на фиг. 1 (устройство выходного звена). Шлифовальный станок имеет станину 1, заднюю байсу 2, привод вращения изделия, Ьостоящий , например, из электродвигателя 3 постоянного тока, редуктора 4, расположенного в бабке изделия и ШД 5. Корпус последнего скреплен с выходным звеном, например, шкивом 6 редуктора 4 бабки изделия, а ротор скреплен планшайбой 7. Система управления оснащена датчиком 8 скорости вращения корпуса ШД 5, датчиком 9 активного контроля , измерительный наконечник 10 которого во время процесса шлифования контактируют с обрабатываемым- иаделиил И, Точка контакта измеритепьнохч) наконечника 10с изделием 11 отстоит от зоны контакта шлифовального круга 12 с изделием 11 на угол 9О. Устройство управления содержит блок 13 формирования среднего значения радиуса обрабатываемого изделия, блок 14 запоминания текущего значения радиуса обрабатываемого изделия, суммирующий усилитель 15 и датчик 16 угла поворота изделия. Система еще содержит блок 17 определения частоты следования и знака импульсов, блок 18 распределения импульсов В качестве датчика 16 .угла поворота иэделия может быть использован, например, индуктивный бесконтактный датчик, уста-новленный на станине 1, подвижным элементом которого может служить зубчатый венец 19, скрепленный с корпусом ШД 5. Блок 17 определения частоты следования и знака импульсов может быть построен например, на базе развертывающего интег .рирующего преобразователя. Блок 18 расп ределения импульсов обычного типа, выполненный, например, в виде коммутатора на базе кольцевого реверсивного счетчика наRS-триггерах полупроводникового типа. Устройство.работает следующим образом.. Обрабатываемое изделие 11 устанавливается на центрах и. получает вращение от планшайбы 7. Датчик 9 активного конт роля, измеряя радиус обрабатываемого иэ делия 11, подает сигнал на вхоц блока 1 формирования среднего значения радиуса изделия. В этом блоке формируется сигна пропорциональный среднеарифметическому значению радиусов изделия по соответствующим угловым направлениям за предшествующий моменту измерения оборот из делия 11. В блоке 14 запстиинания текущего значения радиуса изделия сигнал, пр порциональный радиусу изделия 11, запоминается на время с моьента измерения до , момента обработки измеренной точки шлифовальным кругом 12. Сигналы с блока 13 формирования среднего значения радиуса изделия и блока 14 запоминания текущего значения радиуса изделия поступают на вход суммирующего усилителя 15. Выходной сигнал усилителя 15, представляющий собой величину, пропорциональную в каждый момент времени отклонению припуска в обрабатываемой точке от его среднего значения в данный момент времени, подается на вход блока 17 определения частоты следования и знака импульсов. На вход этого блока от датчика 8 скорости подается также сигнал, пропорциональный текущему значе- нию скорости вращения корпуса ШД 5. При наличии сигнала отклонения от суммирующего усилителя 15, с выхода блока 17 определения частоты следования и знака импульсов на блок 18 распределения импульсов, поступают импульсы, частота следования которых определяется величиной отклонения припуска и текущим значением скорости вращения корпуса ШД 5, а сигнал управления Вперед или Назад, т.е. ускорение или замедление,- знаком отклонения припуска. При отсутствии отклонения припуска подача импульсов прекращается и под напряжением оказывается та обмотка ШД 5, на которую был подан последний импульс, т.е. происходит фик- .. садия ротора Относительно корпуса ШД 5. Планшайба 7 в этом случае продолжает вращаться со скоростью, заданной двигателем 3. При применении устройства уменьшаются такие погрешности формы как овальность, трехгранность, четырехгранность и т.д. Формула изобретения Устройство для управления скоростью вращения планшайбы щлифовального станка, содержащее датчик активного контроля размера, датчик угла поворота изделия, блок формирования среднего значения радиуса обрабатываемого изделия и блок запоминания текущего значения радиуса обрабатываемого изделия, входы которых подключены к датчику активного контроля размера и датчику угла поворота изделия, а выходы подключены к суммирующему усилителю, отличающееся тем, что, с целью повышения точности формы изделия и увеличения производительности обработки, устройство снабжено шаговым
впектродвигателем, корпус которого скреплен с выходным звеном редуктора бабки изделия, а ротор скреплен с планшайбой, и также последовательно соединенными датчиком скорости вращения корпуса шагового електродвигателя, блоком определения частоты следования и знака импульсов с двумя входами , и блоком распределения импульсов, подключенным к шаговому электродвигателю, причем на второй вход блока определения частоты следования и знака импульсов подключен сумм и- руюший усилитель.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 496165, КЛ..В 24 В 49/00, 25.12.75.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления скоростью вращения планшайбы шлифовального станка | 1973 |
|
SU496165A1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ШАГОВЫМ ДВИГАТЕЛЕМ | 2007 |
|
RU2329588C1 |
| Станок для шлифования выпуклой илиВОгНуТОй пОВЕРХНОСТи пРОКАТНыХ ВАлКОВС пРОфилЕМ B ВидЕ дуги ОКРужНОСТи | 1978 |
|
SU804384A2 |
| ПРИВОД КООРДИНАТНЫХ ПЕРЕМЕЩЕНИЙ ИСПОЛНИТЕЛЬНЫХ ОРГАНОВ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА С ЧПУ | 1990 |
|
RU2047473C1 |
| Устройство для адаптивного управления шлифовальным станком | 1980 |
|
SU979081A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Головка шлифовальная планетарная | 2021 |
|
RU2767320C1 |
| Способ контроля правки шлифовального круга алмазом | 1985 |
|
SU1355468A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |