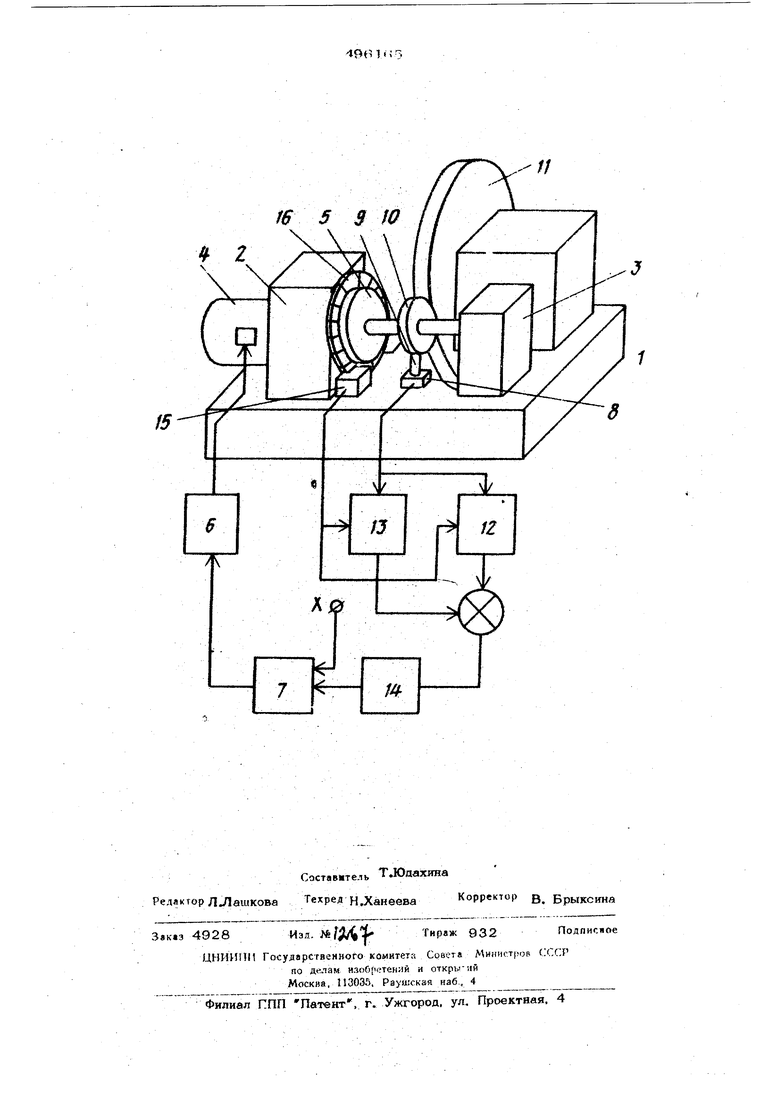
может быть использован, например, HHflyKfтивный бескс нтактн1-;й датчик, установленный па станане 1. подвижным элементом датчика угла поворота 15 может служить зубчатый венек 1C, насаженный, например, на планшайбу 5. Блок формирования среднего значения радиуса изделия 12 и блок запоминания текущего значения радиуса изделия 13 имеют ячейки аналоговой памяти, постро-. енные, например, тш конденсаторах, коммутируемых ключевыми схемами. В качест ве суммируюшего усилителя 14 и входного устройства 7 использованы, например, one 1 рационные электронные усилители. Устройство работает следующим образом. Обрабатываемое изделие устанавливается на центрах и получает вражение от шан Ъ1айбы 5 бабки изделия 2. Датчик активно го контроля 8 непрерывно измеряет радиус обрабатываемого изделия 10. Сигнал ( с датчика активного контроля 8, nponoj циональный текущему а1ачвнню радиуса изделия 10, поступает одновременно на входы блока формирования средаего значения радиуса изделия 13. В блоке формирования среднего значения радиуса изделия 12 формируется сигнал, пропорц I овальный срвднеарифмвтшескому аиачеямо радиусов изделия по соответствующим угловым направлениям за предшествующий моменту измерения оборот изделия 10. В блоке запоминания те|сушего значения радиуса изделия 13 сигнал, пропорциональ ный радиусу изделия Ю, запоминается на время с момента измерения до момента обработки измеренной точки шлифоваль ным кругом 11. Сигналы © блока формир вания среднего значения радиуса изделия 12 и блока запоминания текущего значения радиуса изделия 13 поступают на вхо суммирующего усилителя14. Выходной сигнал суммируютепэ усилителя 14, пред(тавляющий собой величину, пропорциональ в каждый момент времени отклонению припуска в обрабатываемой точке от его среднего значения в данный момент времени, подается на входное устройство 7 тиристорного преобразователя 6. На входное устройство 7 подается также задающий сигнал X , определяющий среднюю скорость вращения изделия 1О, Управление блоком формирования среднего значения радиуса изделия 12 н блоком запоминания текущего значения радиуса изделия 13 и синхронизация их выходных сигналов с утлом поворота изделия 1C осуществляет- i ся датчиком угла поворота изделия 15. Таким образом, угловая скорость вращения изделия 1О может быть представл а в виде суммы постоянной составляющей скорости, пропорциональной сигналу я переменной составляющей, пропорциональной отклонению припуска по соответствующему угловому направлению изделия от его среднего значения. Формула изобретения Устройство для управления скоростью вращения планщайСы щлифовального станка, содержащее датчик активного контроля размера н датчик угла поворота изделия, о т личающее ся тем, что, с целью повышения точности формы изделия и увеличения производительности обработки, устройство снабжено блоком формирования среднего значения радиуса обрабатываемого изделия и блоком запоминания текущего значения радиуса обрабатываемого изделия, входы которых подключены к датчику активного контроля размера и датчику угла поворота изделия, а выходы через суммирующий усилитель и входное устройство поогключены к приводу вращения планщайбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления скоростью вращения планшайбы шлифовального станка | 1978 |
|
SU791514A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 1972 |
|
SU347738A1 |
| Способ управления процессом врезного шлифования | 1972 |
|
SU448433A1 |
| Устройство адаптивного управления работой шлифовального станка | 1977 |
|
SU707787A1 |
| Устройство для поддержания постоянной скорости резания | 1979 |
|
SU875338A1 |
| Самонастраивающееся устройство для автоматического контроля размеров деталей при врезном шлифовании | 1980 |
|
SU931435A1 |
| Способ контроля среднего диаметра резьбы и устройство для его осуществления | 1991 |
|
SU1796859A1 |
| Система автоматического управления главными приводами реверсивного прокатного стана | 1988 |
|
SU1581398A1 |
| Способ автоматической настройки на оптимальный режим шлифования | 1974 |
|
SU484977A1 |
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |