Изобретение относится к термообработке изделий, в частности для нагрева зубьев шестерен среднего и крупного модуля токами вы кой частоты по впадине зуба. Известен индуктор дпя нагрева шестерен под закалку по впадине, содержащий монтажную плиту, на которой закреплен водоохлажда емый активный провод с выбранным на нем из пластин, которые сжаты при помощи болто магнитопроводом. Специфика самого изделия, подвергаемого нагреву, накладывает определенную специфику на изготовление индуктора. Дело в том, что зуб шестерни должен быть термообработан равномерно по всей глубине, а это обеспечивается равномерным нагревом зуба по глубине. Одинаковая глубина прогрева по всей поверхности зуба может быть достигнута только в том , если торцовая поверхность магнитопровода индуктора, обращенная к шестерне, будет равноудалена от поверхности зуба, т.е. между ивдуктором и поверхностью шестерни будет необходимый зазор в любом месте. Это обеспечивается при изготовле 1ии индуктора. Активный провод индуктора изготавливают из полой, прямоугольного сечения, трубки, изгибая ее по контуру впадины ззба шестерни. Магнитопровод набирают на активньп провод из пластин, имеющих паз под активный провод, а глубина паза каждой пластины различная, так как расстояние между передней и задней стенкой активного провода в плоскости пластины магнитопровода различна. В индукторе для нагрева шестерен по впадине, нащэимер, из 500 пластин магнитопровода. только пара пласти имеет одинаковой глубины паз. Изготавливать 250 пар пластин с различными пазами экономически и технически нецелесообразно. Поэтому на практике, пдастины преднамеренно изготавливают с максимальным пазом. Из них набирают магнитопровод, припуск nnacTiffl по торцу, обращенному к повер.хности впадшш шестерни, обрабатывают по контуру виащшы. После этого необходимо разобрать магнитопровод, : на каждой пластине убрать заусенцы и отызолировать
каждую пластину в отдельности, и в той же последовательности, как был собран магнитопровод до обработки торца, собрать пластины Все эти работы непроизводительны и услож-. няют технологию изготовления индуктора.
Известен также индуктор для нагрева зубьев шестерен по впадине содержащий активный токопровод, изогнутый по форме впадины и выполненный из водоохлаждаемого проводника прямоугольного сечения и охватывающий его с трех сторон, кроме рабочей, магнитопровод, выполненный из набора пластан.
Однако этот индуктор также не позволяет упростить технологию изготовления.
Целью изобретения является упрощение технологии изготовления индуктора путем изготовления и набора пластин магнитопровода с пазами одинаковой глубины на всех пластинах.
Цель достигается тем, что поверхность стенки проводника, противолежащая рабочей стороне, выполнена по форме, идентичной поверхности стенки рабочей стороны. При этом прилежащие к рабочей стороне боковые стенки проводника могут быть снабжены ребрами, образующими карманы для: пластин магнитопровода.
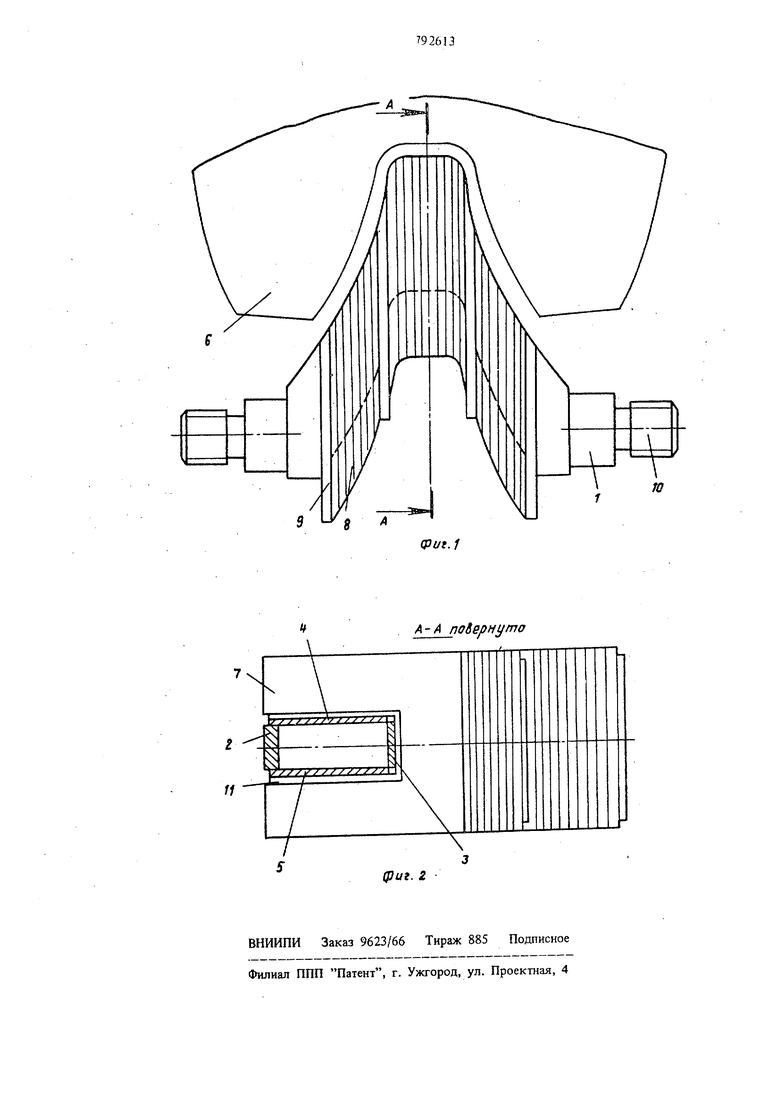
На фиг. 1 показан индуктор, общий вид; на фиг. 2 - сечение А-А на фиг. 1,
Индуктор содержит активный провод 1 прямоугольного сечения, образованного рабочей 2, боковыми 3 и 4 и нижней 5 стенками, рабочая стенка изогнута по контуру впадины зуба, шестерни 6, На активный провод I набран из отдельных пластин 7 магнитопровод 8. Пластины 7 размещены в карманах, образованных ребрами 9, закрепленными на боковых стенках активного провода. Штуцер 10 служит для провода охлаждающей жидкости в полость активного провода.
Сборка и работа индуктора происходит следующим образом.
Учитывая вытеснение тока в открытую сторону магнитопровода 8, рабочую стенку 2 изготавливают по контуру впадины зуба шестер1ш 6 из более толстого токопроводного материала, чем остальные стенки, охватываемые пластинами 7 магнитопровода 8 через изоляцию 11 активного провода 1,
Стенку 3 активного провода 1 изготавливают по форме, идентичной рабочей, и, отодвинув в горизонтальной плоскости от рабочей стенки 2 на расстояние, равное глубине паза пластины 7, с боковых стенок сваривают активный провод 1, получая его полым прямоугольного сечения.
Изготовленные одним щтампом пластинь 7, отызолированные, набирают в карманы, образованные ребрами 9, приваренными к боковым стенкам активного провода 1, при этом торец пластин 7 с открытой сторонь паза образует контур,, идентичный контуру впадины зубьев шестерни, а ребра 9 ликвидируют веерность пластин 7 магнитопровдда 8, которая отрицательно влияет на работу индуктора. Подключив активный провод 1 к источнику тока, а через пггуцер 10 охлаждающую жидкость, индуктор выставляют во впадине зубьев щестерни и ведут нагрев по известной технологии.
Индуктор с активным проводом, выполненным с заявляемыми отличительными признаками, намного упрощает технологию его изготовления, повьппает качество его, а соответственно и его КПД, Изготовление активного провода из отдельных полос, позволяет сократить расход цветных материалов, так как стенки, прилегающие к пластинам магнитопровода можно выполнить .более тонкими, потому что максимальный ток ивдуктора будет проходить по стенке, обращегаой к щестерне, т.е. использовать односторонний поверхностный эффект в проводе, помещенном в открытый паз магнитопровода.
Формула изобретения
Индуктор для нагрева зубьев шестерен по вйадине, содержащий активный токопровод, изогнутый по форме впадины и выполненный из водоохлаждаемого проводника прямоугольного поперечного сечения, охватывающий его с трех сторюн, кроме рабочей, магнитопровод выполненный из набора пластин, о т л и ч аю щ и и с я тем, что, с целью упрощеьшя технологии изготовления индуктора, поверхность стенки проводника, противолежшдая его рабочей стороне, выполнена по форме, идентичной поверхности стенки рабочей стороны.
2. Индуктор по п. 1,отличающийс я тем, что прилегающие к рабочей стороне проводшжа боковые стенки его снабжены ребрами, образующими карманы для пластин магнитопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сердечник цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765977C2 |
| Цилиндрический линейный индукционный насос | 2020 |
|
RU2766431C2 |
| Индуктор для поверхностной закалки шестерен большого модуля | 1952 |
|
SU99545A2 |
| Способ термической обработки крупномодульных эвольвентных зубчатых колес | 1989 |
|
SU1740456A1 |
| Магнитопровод индуктора цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765978C2 |
| Индуктор для одновременного нагрева впадины зубчатых изделий | 1984 |
|
SU1201323A1 |
| Способ индукционной закалки шестерен и индуктор для его осуществления | 1988 |
|
SU1640180A1 |
| Индуктор для локального нагрева | 1983 |
|
SU1112583A1 |
| Способ поверхностной закалки шестерен большого модуля | 1948 |
|
SU77437A1 |
| Индуктор-спрейер для закалкишЕСТЕРЕН | 1978 |
|
SU808543A1 |
X / f/Y
А-А повернуто
