Поставленная цель достигается тем, что в пресс-форме для выплавляемых моделей, содержащей подвижную и неподвижную полуформы, плиту выталкивателей с закреплеппыми на ней выталкпвателями, и центральный стержень с пптателями, центральный стержень установлен с возможностью поворота вокруг его нродольной оси и опережением хода выталкивателей, причем угол поворота центрального стержня соответствует дуге, стягиваемой хордой, равной или превышающей ширину питателя.
При этом на цилиндрической поверхности центрального стержня выполнен винтовой паз, а на плите выталкивателей закреплен палец, взаимодействующий с указанным пазом. Кроме того, выталкиватели закреплены на плите с возможностью свободного перемещен -|Я плиты но ним на расстояние, обеспечивающее онережающий поворот центрального стержня.
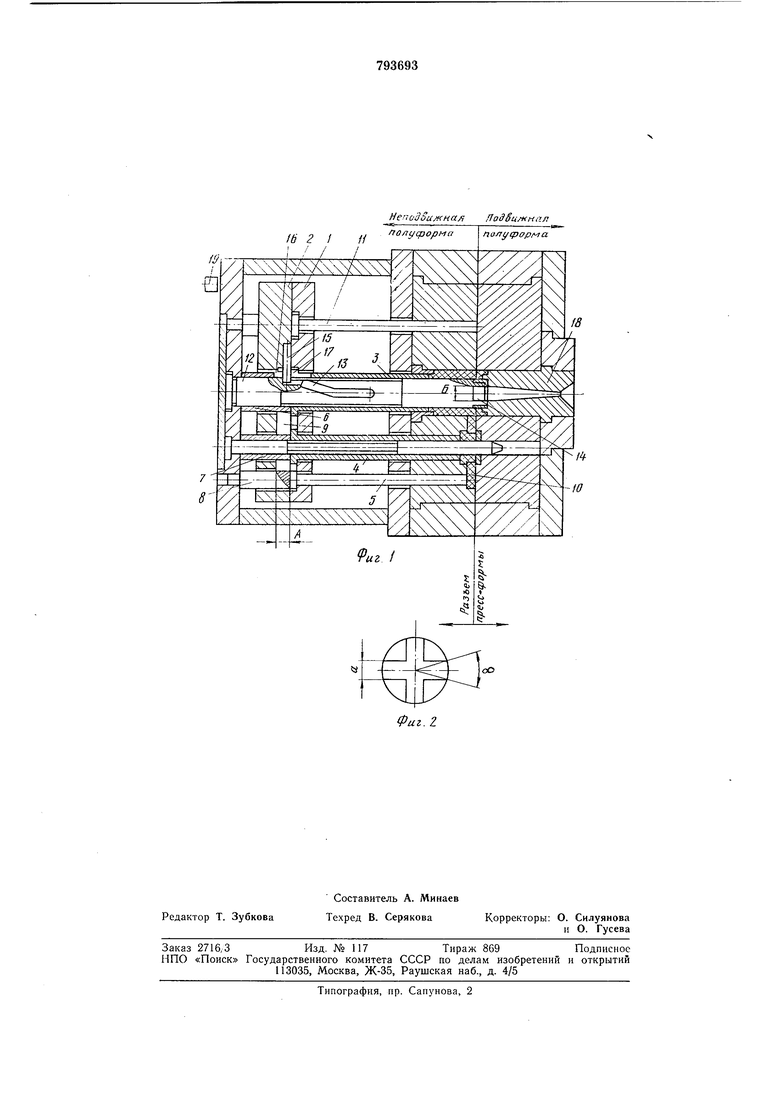
На фиг. 1 изображена нредлагаемая пресс-форма, часть общего вида; на фиг. 2 - вид на торец стержня.
Предлагаемая пресс-форма состоит из подвижной и неподвил ной полуформ, которые в контакте друг с другом образуют замкнутую форму-полость для заполнения модельно-восковой массой; механизма выталкивания, выполненного из плит 1, 2 с выталкивателями 3, 4, 5, опирающимися соответственно на опоры 6, 7, 8, свободно входящие в полость 9 плиты 2. Глубина А определяет запаздывание хода выталкивания модельного звена 10, необходимого для того, чтобы срез питателя предшествовал нача.чу хода выталкивания модельного звена 10, контрвыталкивателя 11, центрального -стержня 12 с винтовым пазом 13 и питателя 14, закрепленного между плитами 1, 2, пальца 15, взаимодействующего с пазом 13 стержня 12.
Опора 6 и выталкиватель 3 спабжены соответственно пазами 16, 17, необходимыми для свободного размещения в них пальца 15. Подвижная платформа снабжена литниковой втулкой 18.
Предлагаемая пресс-форма работает в следующей последовательности. В сомкнутом состоянпи в пресс-форму через литниковый канал втулки 18 и питателя 14 стержпя 12 производится запрессовка модельно-восковой массы и после соответствующей выдержки, необходимой для затвердеП1 Я модельного звена 10, пресс-форма раскрывается. При этом подвил ная полуформа отходит вправо, а толкатели машины 19, встретив плиту 2 мехапизма выталкивания, перемещают его слева направо на пути перемещения, равном глубине А полости 9. Палец 15, находясь в зацеплении с винтовым пазом 13 стержня 12, поворачивает стержень 12 вокруг его нродольной оси, а выталкиватели 3, 4, 5 остаются неподвил цыми до момента встречи их с дном полости 9 плиты 2.
Предпосылкой полного среза остатка от питателя модельно-восковой массы принято условие, что углу новорота стержня 12 относительно пеподвижного модельного звена 10 соответствует дуга, стягиваемая хордой Б по величине, большей или равной ширине питателя 14.
В момеит окончания среза питателя плиты 1,2 пройдут путь А, равный глубине полости 9, и торцы выталкивателей 3, 4, 5 упрутся в дно полости 9, а при дальнейшем движении плит 1, 2 осуществится выталкивание модельного звена 10 из пресс-формы.
Смыкание пресс-формы, возвращение в исходное положение стержня 12, механизма выталкивания под воздействием контрвыталкивателя 11 осуществляется известным способом.
В отличие от известных предлагаемая конструкция пресс-формы позволяет улучшить и расширить ее технологические и эксплуатационные возможности за счет осуществления операции среза остатка от питателя модельно-восковой массы на коллекторе модельного звена при соверщении рабочего цикла пресс-формы. Автоматизация части технологического процесса повысит производительность труда и снизит трудозатраты.
Формула изобретения
1.Пресс-форма для выплавляемых моделей, содержащая подвижную и неподвил ную полуформы, плиту выталкивателей с установленными на ней выталкивателями и центральный стержень с питателями, отличающаяся тем, что, с целью расширения технологических и эксплуатационных возможностей, центральный стержень установлен с возможностью поворота вокруг его продольной оси и опережеппем хода выталкивателей, причем угол поворота центрального стержня соответствует дуге, стягиваемой хордой, равной пли превышаюшей ширину питателя.
2.Пресс-форма по п. 1, отличающаяс я тем, что па цилиндрической поверхности центрального стержня выполнен винтовой паз, а на плите выталкивателей закреплен палец, взаимодействующий с указанным пазом.
3.Пресс-форма по пп. 1, 2, отличающаяся тем, что выталкиватели закреплены па плите с возможностью свободного неремещения плиты по ним на расстояние, обеспечивающее опережающий поворот центрального стержня.
Источники информации, прииятые во внимание при экспертизе
1.Авторское свидетельство СССР 528437, кл. В 22D 17/22, 1974.
2.Пресс-форма для выплавляемых моделей. ГОСТ 19947-74.
jfj 21 if О усрорма
Нег. fJodeufKi-ian
18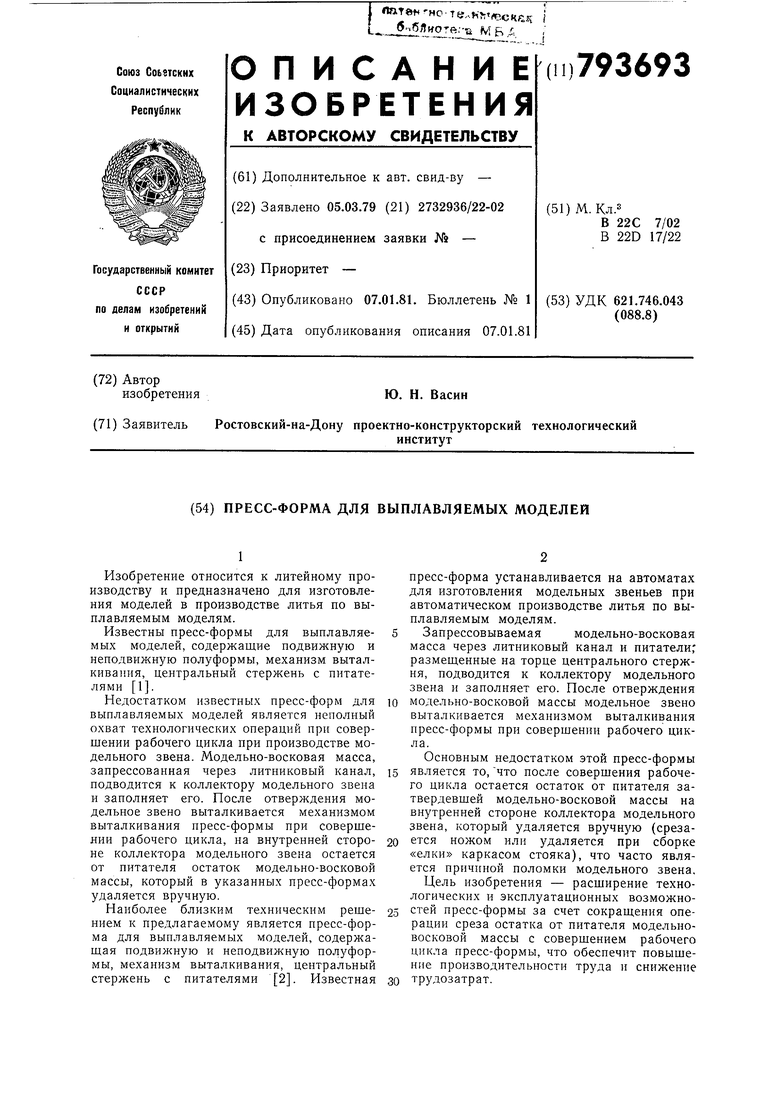
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1982 |
|
SU1036444A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1991 |
|
RU2037357C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1989 |
|
RU2017558C1 |
| Пресс-форма для литья выплавляемых моделей | 1978 |
|
SU740401A1 |
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма для изготовления восковой полой модели с винтовым пазом | 1982 |
|
SU1018793A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1292904A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU596366A1 |
| Пресс-форма для литья под давлением | 1973 |
|
SU470362A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU876280A1 |