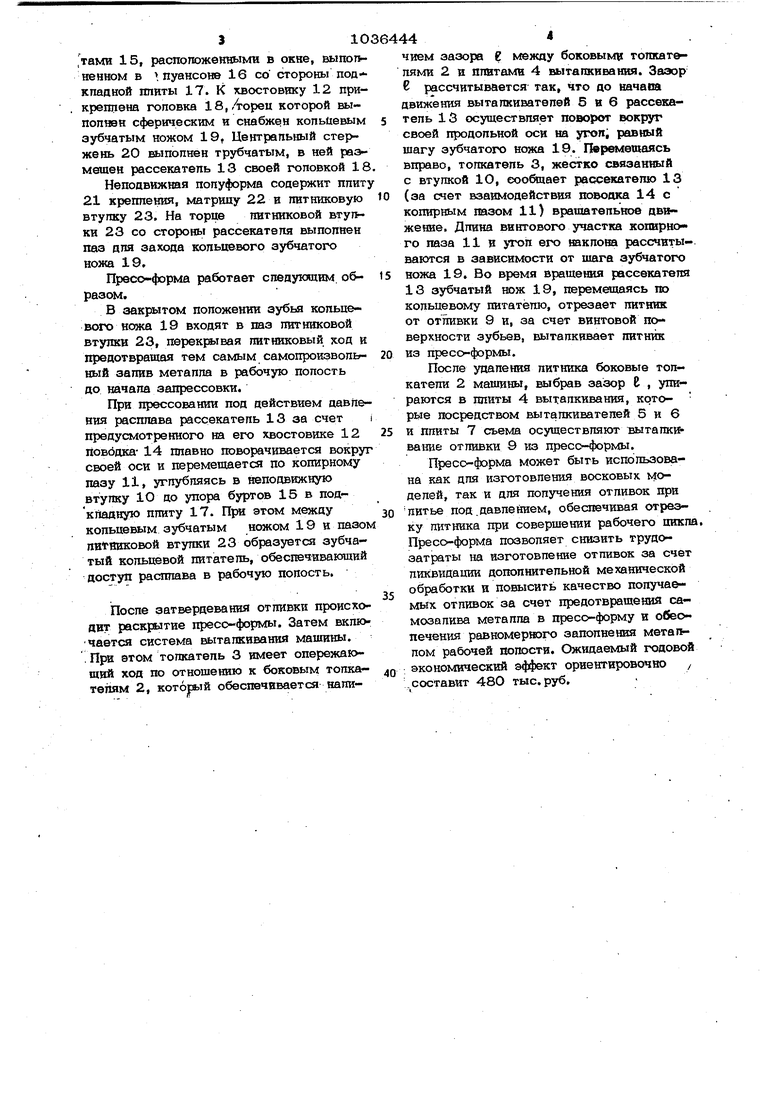
Изобретение относится к питейному производству и может быть испопьзовайо в питье под давпением и по выппавпяемым модепям. Известна пресо-форма для питья под давпением, содержащая подвижную попу форму, в которой установпена ппита креппеккя со стержнями и рассекатёпем и ппита съема с подкпадной ппитой, обео пачиваюшие съем отпивки со стержней и удапение ее из пресс-формы (IJ Недостатком этой пресо-фо{ мы является то, что она не обеспечивает отрезку питников от отпивки в процессе рабочего ШЕкпа. Готовая отпивка извпекается из пресо-формы вместе с питником, дпя отделения которого необходима допопнитепьная механическая операция, что повышает трудоемкость изготовгюния и себестоимость получаемых издепий. Наиболее близкой к изобретению по технической сущности и достигаемому эффекту явпяется пресс-форма дпя выппа ляемых модепей, содерясащая подвижную и неподвижную попуформы, ппиту выталкивателей, с установленными на ней- ЕЫталкиватепями, и центрапьный стержень с питателями, установленный с возможностью поворота вокруг его продольной оси и опережением хода вытапкнватепей. При этом угол поворота центральногю стержня соответствует дуге, стягиваемой хордой, равной или превышающей ширину питателя. На цилиндрической поверхности центрапьного стержня выполнен винтовой паз, а на ппите выталкивателей закреплен палец, взаимодействующий с указа ным пазом. Выталкиватели закреплены ./ на плите с возможностью свободногчэ перемещения ппиты по ним на расстояние, обеспечивающее опережающий поворот центрального стержня 2. Недостатком пресс-формы явпяется ограниченная область ее применения, а именно изгютовпение восковых модепей. Использование пресо-формы такой конструкции для попучения отпивок из метап пов и сплавов методом питья под давлением практически невозможно из-за того что усилие охвата центрапьного стержня металлом, в отпичие от восковой модельной массы, настолько велико, что не дает возможности стержню осуществить поворот вокруг его продопьной оси и про извести обрезку питателей. Кроме того, в пресЬ-форме не предусмотрено nepeKj&i тке питатепей до начала запрессовки, что нв обеспечивает одинаковых условий заполнения всех участков рабочей попооти и ведет к снижению качества отпивок. Цель изобретения - расширение технологических возможностей пресс-формы и улучшение качества отпивок. Поставпенная цепь достигается тем, что пресо-форма дпя питья под давлением, содержащая неподвижную полуформу с литниковой втупкой и подвижную попуформу с ппитой выталкивателей, взаимодействующей с толкателями машины и центральным стержнем, снабжена рассекателем с хвостовиком и копьцевым зубчатым ножом, выпопненным на его торце, центральный .стержень выполнен трубчатым, при этом рассекатель установпен внутри центрального-стержня с возможностьй поворота вокруг своей продопьной оси и тюремещения вдопь нее, а на торце питниковой втутиси выполнен паз дпя захода кольцевого зубчатого / ножа. Кроме того, пресо-форма снабжена втупкой с копирным пазом, установлё ной телескопически на хвостовике рассекателя и жестко соединенной с толкателем машины и поводком, установленным на хвостовике рассекатепя и взаимодействующим с копирным пазом. На фиг. 1 изображена пресо-форма дпя литья под давпением до запрессовки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - пресо-форма в момент отрезки питника; на фиг. 4 - вид Б на фиг. 3; - на фиг, 3. Пресс-форма дпя питья под давпением состоит из подвижной и неподвижной попуформ. Подвижная попуформа содержит пЛиту 1 крепления с отверстиями под боковые толкатепи 2 н топкйтепь 3 машины питья под давпением. Боковые толкатели 2 установпенЬ с зазором К к ппитам 4 выталкивания, в которых закреплены трубчатый выталкиватель 5 и выталкиватели 6, связанные с ппитой 7 съема. Зазор 2 обеспечивает опережающий ход топка те ля 3 машины по отношению к боковым толкателям 2, что позволяет производить отрезку питника от отпивки до ее выталкивания из пресо-формы. В трубчатом выталкивателе 5 предусмотрены пазы 8 для его перемещения при удапении отпивки 9. Топкатепь 3 жестко соединен с втулкой 1О, имеющей копирный паз 11. Втупка 10 тепескопически соединена с хвостовиком 12 рассекатепя 13, йа котором закреплен поводок 14, взаимодействующий с копирным пазом 11. Хвостовик рассекатепя 13 снабжен буртеми 15, расяюгюжвнными в окне, выпот ненном Б пуансоне 16 со стороны подкпадной плиты 17. К хвостовику 12 прикреплена гоповка 18, Лорец которой вы попнан сферическим и снабжен кольцевым зубчатым ножом 19, Центральный стержень 20 выполнен трубчатым, в ней размешен рассекатель 13 своей головкой 18
Неподвижная полуформа содержит плит 21 крепления, матрицу 22 и литниковую втулку 23. На торце литниковой 23 со стороны рассекателя выполнен паз для захода кольцевого зубчатого ножа 19.
Пресо-форма работает следующим образом.
В закрытом положении зубья кольцевого нежа 19 входят в паз литниковой втулки 23, перекрывая литниковый зсод и предотвращая тем самым самопроизвольный залив металла в рабочую полость до тачала запрессовки.
При прессовании под действием давления расплава рассекатель 13 за счет предусмотренного на его хвостовике 12 повбдка- 14 плавно поворачивается вокруг своей оси и 1юремещается по копирному пазу 11, углубляясь в неподвижную втулку 1О до упора буртов 15 в под к ладную плиту 17. При этом между
кольцевым зубчатым ножом 19 и пазом литниковой втулки 23 образуется зубчатый кольцевой питатель, обеспечивающий доступ расплава в рабочую полость,
После затвердевания отливки происходит раскрытие пресс-формы. Затем вклк чается система выталкивания машины. .При этом толкатель 3 имеет опережак ший ход по отношению к боковым толка- тепям 2, который обеспечивается наличием зазора С между боковыми толкателями 2 и плитами 4 выталкивания. Зазор В рассчитывается так, что до начаоа движения выталкивателей 5 и 6 рассекатель 13 осуществляет поворот вокруг своей продольной оси на yroni равный шагу зубчатого ножа 19. Перемешаясь вправо, толкатель 3, жестко связанный с втулкой 10, еюобшает рассекателю 13 (за счет взаимодействия поводка 14 с копирным пвзом 11) вращательное движение. Длина винтового участка копирно го паза 11 и его наклона рассчитываются в зависимости от шага зубчатого ножа 19. Во время вращения рассекателя 13 зубчатый нож 19, перемещаясь по кольцевому питателю, отрезает литник от отливки 9 и, за счет винтовой поверхности зубьев, выталкивает питник из пресо-формы.
После удаления литника боковые толкатели 2 машины, выбрав зазор В , упираются в плиты 4 выталкивания, кото- рые посредством выталкивателей 5 и 6 и плиты 7 съема осуществляют выталкивание отливки 9 из пресс-формы.
Пресс-форма может быть использована как для изготовления восковых моделей, так и для получения отливок при литье под.давлением, обеспечивая отрезку пит ника при совершении рабочего никла Пресо-форма позволяет снизить трудозатраты на изготовление отливок за счет ликвидации дополнительной механической обработки и повысить качество получаемых отливок за счет предотвращешш самозалива металла в пресо-форму и обеспечения равномерного заполнения металлом рабочей полости. Ожидаемый годовой экономический эффект ориентировочно / .составит 480 тыс. руб.
17
tt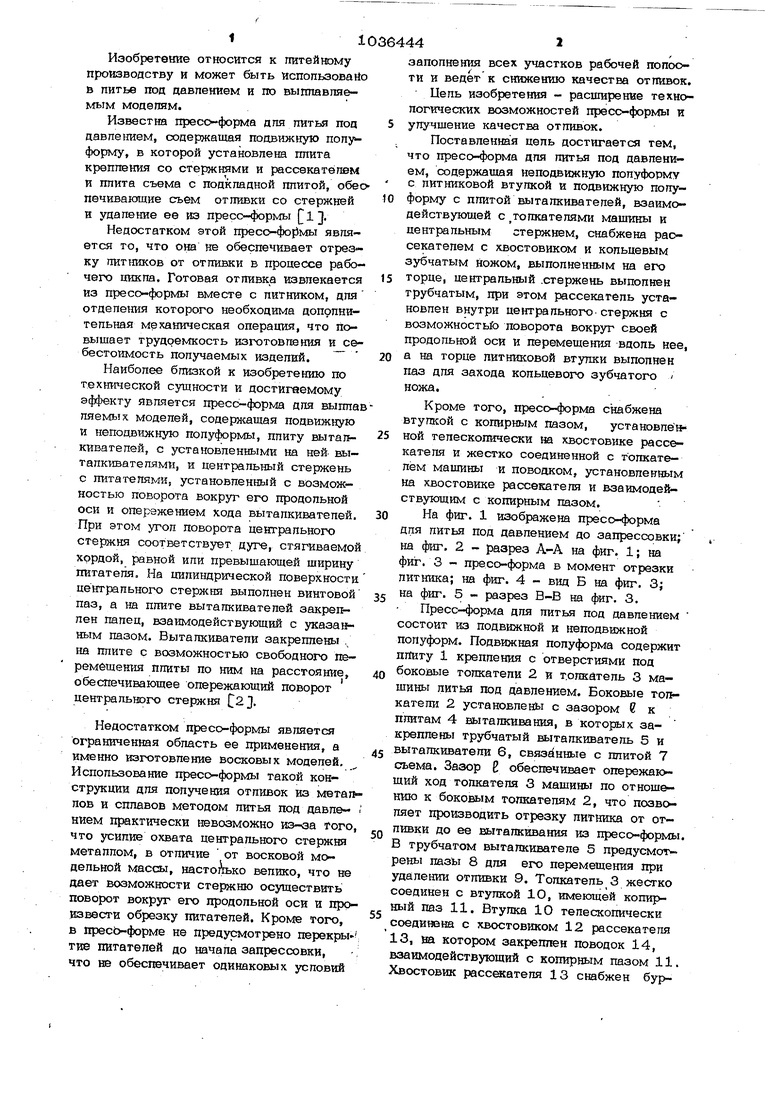
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1113261A1 |
| Форма для литья под регулируемым давлением | 1976 |
|
SU573256A1 |
| Пресс для вырубки изделий излиСТОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795648A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Литьевая форма | 1976 |
|
SU596456A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
1. ПРЕСОФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ, содержащая неподвижную попуформу с литниковой втулкой и подвижную полуформу с плитой выталкива телей, взаимодействующей с толкателями машины и центральным стержнем, о т личающаяся тем, что, с цепью расширения ее технологических возможностей и улучшения качества отливок, она снабжена рассекателем с хвостовиком и кольцевым зубчатым ножом, выполненным на его торце, центральный .-тер жень выполнен трубчатым, при этом рассекатель установлен внутри центрального стержня с возможностью поворота вокруг своей продольной оси и перемещения вдоль нее, а на торце литниковой втулки выполнен паз для захода кольцевого зубчатого ножа. 2. Пресо-форма по п. 1, о т л и ч аю щ а я с я тем, что она снабжена .: втулкой с копирвым пазом, установленной телескопически на хвостовике рассокате(Л ; ля и жестко соединенной с толкателем, машиюы, и 1ЮВОДКОМ, установленным на хвостовике рассекателя и взаимодействующим с копирда 1М пазом. о 00 О5 4:ib 4
10
фи, J -g
1 f Г
-7
Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литье под давпением | |||
| Под ред | |||
| Л .И | |||
| Винберга | |||
| М., Машиностроение, 1962, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс-форма для выплавляемыхМОдЕлЕй | 1979 |
|
SU793693A1 |
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
