Изобретение относится к литейному производству, в частности к точному литью металлов по выплавляемым моделям .
Цель изобретения - расширение технологических возможностей при сокращении трудоемкости перенастройки пресс-форм для изготовления различных типов выплавляемых моделей.
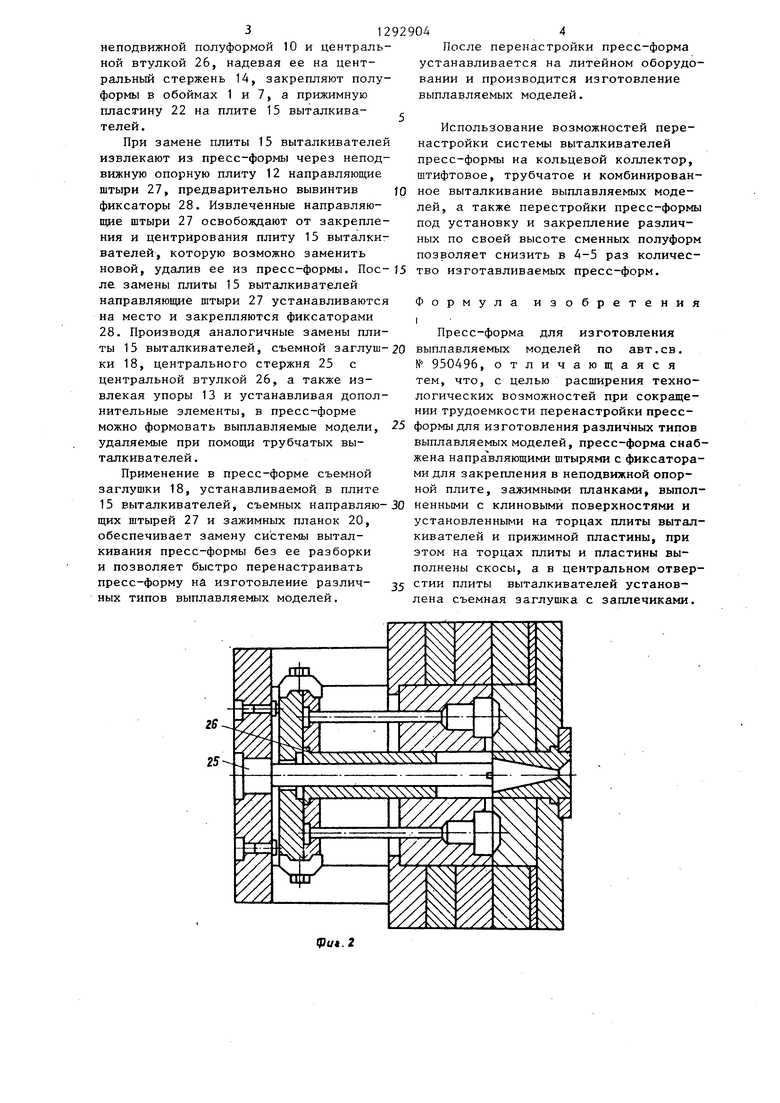
На фиг.1 представлена пресс-форма со штифтовыми выталкивателями, разрез; на фиг.2 - пресс-форма, перестроенная для изготовления модельных звеньев на кольцевом коллекторе, разрез; на фиг.З - вид А на фиг.1; на фиг.4 - схема замены системы выталкивания пресс-формы.
Подвижная часть пресс-формы содерщийся на торец заплечиков 19 заглушки 18, а в варианте изготовления модельных звеньев на кольцевом коллекторе в установочном центральном OTIC верстии 1А неподвижной опорной плиты 13 установлен центральный стержень 25, проходяпщй сквозь плиту 15 вытал кивателей через отверстия 16, из которого удалена заглушка 18. На цент- Ю ральном стержне 25 установлена, с возможностью перемещения вдоль него втулка 26, закрепленная аналогично выталкивателям 23 в прижимной пластине 22.
5 Плита 15 выталкивателей установле на на съемных направляющих штырях 27 закрепленных в неподвижной плите 12 при помощи фиксаторов 28, при этом плита 15 выталкивателей имеет возмож
жит подвижную обойму 1 и прокладку 2,
которые закреплены на подвижной опор- 20 ность перемещения по направляющим ной плите 3, имеющей фланец 4 и лит- 27. никовую втулку 5. Внутри подвижной части пресс-формы установлена и закреплена сменная полуформа 6.
Неподвижная часть, содержащая под- 25 пайных выплавляемых моделей, удапяе- вижную обойму 7, прокладку 8, опорную мых из пресс-формы при помощи вытал- обойму 9 с закрепленной в них неподвижной полуформой 10, расположена и закреплена на основании, состоящем из стоек 11 и неподвижной опорной плиты 12 с упорами 13 и установочным центральным отверстием 14.
На упорах 13 основания расположена система выталкивания, состоящая из плиты 15 выталкивателей, имекицей цент-35 на плите 15 выталкивателей. Далее ральное отверстие 16 с проточкой 17, освобождаются от закрепления в обоймах 1 и 7 подвижная 6 и неподвижная 10 полуформы и извлекаются из предварительно раскрытой пресс-формы.
Перенастройка пресс-формы осущест вляется следуюш 1м образом.
После изготовления, например, накивателей 23 и 24, производится ослабление прижима зажимных планок 20. Зажимные планки 20 отводятся в сторо- 30 ны, выводя из контакта клиновые поверхности 21 зажима со скосами, выполненными на торцах плиты 15 выталкивателей и прижимной пластины 22, освобождая последнюю от закрепления
обращенной в сторону съемных полуформ 6 и 10. В отвертии 16 установлена съемная заглушка 18, опирающаяся своими заплечиками 19 в проточку 17 от- 0 При этом совместно с удалением не- верстия 16 таким образом, что торец подвижной полуформы 10 удаляются и
заплечиков съемной заглушки 18 находятся в одной плоскости с поверхностью плиты 13 выталкивателей. На вых поверхностях с противоположных сторон плиты 15 выталкивателей закреплены зажимные планки 20, имеющие внутренние равноплечие клиновые поверхности 21, которые входят в контакт с соответствующими им скосами, выполненньми на торцдх плиты 15 выталкивателей и прижимной пластины 22, соединяя их в единую конструкцию
Для варианта изготовления напай- ных выплавляемых моделей, в отверстия прижимной пластины 22 установлены штифтовые выталкиватели 23 и центральньй выталкиватель 24, опирающийся на торец заплечиков 19 заглушки 18, а в варианте изготовления модельных звеньев на кольцевом коллекторе в установочном центральном OTверстии 1А неподвижной опорной плиты 13 установлен центральный стержень 25, проходяпщй сквозь плиту 15 выталкивателей через отверстия 16, из которого удалена заглушка 18. На цент- ральном стержне 25 установлена, с возможностью перемещения вдоль него втулка 26, закрепленная аналогично выталкивателям 23 в прижимной пластине 22.
Плита 15 выталкивателей установлена на съемных направляющих штырях 27, закрепленных в неподвижной плите 12 при помощи фиксаторов 28, при этом плита 15 выталкивателей имеет возможность перемещения по направляющим 27.
пайных выплавляемых моделей, удапяе- мых из пресс-формы при помощи вытал-
Перенастройка пресс-формы осуществляется следуюш 1м образом.
После изготовления, например, напайных выплавляемых моделей, удапяе- мых из пресс-формы при помощи вытал-
на плите 15 выталкивателей. Далее освобождаются от закрепления в обоймах 1 и 7 подвижная 6 и неподвижная 10 полуформы и извлекаются из предварительно раскрытой пресс-формы.
кивателей 23 и 24, производится ослабление прижима зажимных планок 20. Зажимные планки 20 отводятся в сторо- ны, выводя из контакта клиновые поверхности 21 зажима со скосами, выполненными на торцах плиты 15 выталкивателей и прижимной пластины 22, освобождая последнюю от закрепления
выталкиватели 23 и 24 с прижимной пластиной 22, имеющей наружные размеры, позволяющие свободно извлекать
45 ее через окно опорной обоймы 9.
При перенастройке пресс-формы для изготовления выплавляемых моделей на кольцевом коллекторе в предварительно раскрытую пресс-форму через цент50 ральное установочное отверстие 14 неподвижной плиты 12 вводится центральный стержень 25, вытолкнув заглушку 18 из отверстия 16 в плите 15 выталкивателей. После окончательной
55 установки центрального стержня 25 в центральном отверстии 14 в пресс- форму устанавливают прижимную пластину 22 совместно с выталкивателями.
312
неподвижной полуформой 10 и центральной втулкой 26, надевая ее на центральный стержень 14, закрепляют полуформы в обоймах 1 и 7, а прижимную пластину 22 на плите 15 выталкива- талей.
При замене плиты 15 выталкивателей извлекают из пресс-формы через неподвижную опорную плиту 12 направляющие штыри 27, предварительно вывинтив фиксаторы 28. Извлеченные направляющие штыри 27 освобождают от закрепления и центрирования плиту 15 выталки
под установку и закрепление раз ных по своей высоте сменных пол позволяет снизить в 4-5 раз кол
Формула изобрете
вателей, которую возможно заменить новой, удалив ее из пресс-формы. Пос-J5 тво изготавливаемых пресс-форм. лб замены плиты 15 выталкивателей направляющие штыри 27 устанавливаются на место и закрепляются фиксаторами 28. Производя аналогичные замены плиты 15 выталкивателей, съемной заглуш-20 ки 18, центрального стержня 25 с центральной втулкой 26, а также извлекая упоры 13 и устанавливая дополнительные злементы, в пресс-форме
Пресс-форма для изготовлени выплавляемых моделей по авт. № 950496, отличающаяс тем, что, с целью расширения т логических возможностей при сок нии трудоемкости перенастройки пр
можно формовать выплавляемые модели, 25 формы для изготовления различных типов
выплавляемых моделей, пресс-форма снабжена направляющими штырями с фиксаторами для закрепления в неподвижной опорной плите, зажимными планками, выполудаляемые при помощи трубчатых выталкивателей.
Применение в пресс-форме съемной заглушки 18, устанавливаемой в плите
15 выталкивателей, съемных направляю-30 ненными с клиновыми поверхностями и
щих штырей 27 и зажимных планок 20, обеспечивает замену системы выталкивания пресс-формы без ее разборки и позволяет быстро перенастраивать пресс-форму на изготовление различных типов выплавляемых моделей.
После перенастройки пресс-форма устанавливается на литейном оборудовании и производится изготовление выплавляемых моделей.
Использование возможностей перенастройки системы выталкивателей пресс-формы на кольцевой коллектор, штифтовое, трубчатое и комбинированное выталкивание выплавляемых моделей, а также перестройки пресс-формы
под установку и закрепление различных по своей высоте сменных полуформ позволяет снизить в 4-5 раз количество изготавливаемых пресс-форм.
Формула изобретения
тво изготавливаемых пресс-форм.
тво изготавливаемых пресс-форм.
Пресс-форма для изготовления выплавляемых моделей по авт. св. № 950496, отличающаяся тем, что, с целью расширения технологических возможностей при сокращении трудоемкости перенастройки прессустановленными на торцах плиты выталкивателей и прижимной пластины, при этом на торцах плиты и пластины выполнены скосы, а в центральном отвер- 35 стии плиты выталкивателей установлена съемная заглушка с заплечиками.
euffA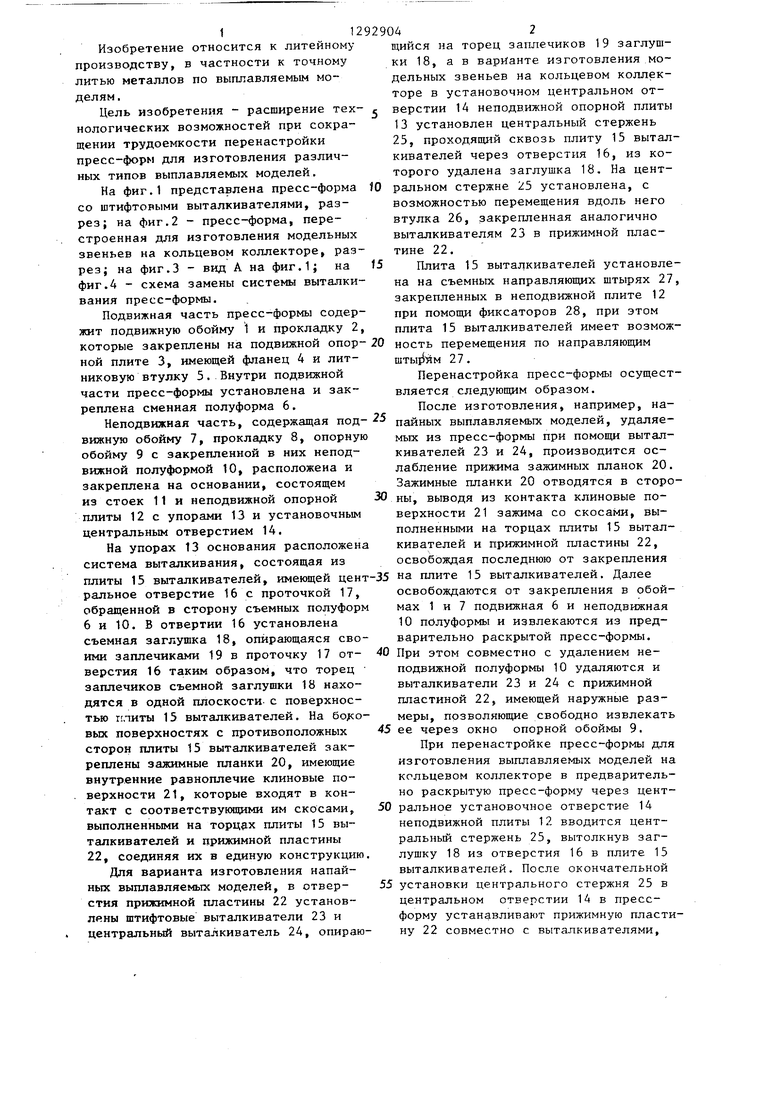
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1447527A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1503973A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU950496A1 |
| Пресс-форма для выплавляемых моделей | 1986 |
|
SU1430177A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1770029A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1452639A1 |
| УСТРОЙСТВО ДЛЯ ВЫТАЛКИВАНИЯ ОТЛИВОК | 1997 |
|
RU2124415C1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU601074A1 |
| Пресс-форма для литья под давлением | 1991 |
|
SU1792360A3 |
Изобретение относится к литейному производству, в частности к точному лиТью металлов по выплавляемым моделям. Целью изобретения является расширение технологических возможностей при сокращении трудоемкости перенастройки пресс-формы для изготовления различных типов выплавляемых моделей. Известная по основному авт. св. № 950496 пресс-форма допел- нительно снабжена зажимными приспособлениями 20, которые устанавливаются на торцы плиты выталкивателей 15 и прижимной пластины 22 и могут быть сняты с них, что позволяет производить смену полуформ 6 и 10 без разборки пресс-формы. 4 ил. /J / (Л со ic о ю Фс/в./
1/Л5
Редактор Н.Киштулинец
Составитель В.Тарасов
Техред л.Сердюкова Корректор А.Ильин
Заказ 319/12Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам .изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU950496A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
