Изобретение относится к литейному производству и предназначено для изготовления моделей в производстве литья по выплавляемым моделям.
Известны пресс-форма для литья по выплавляемым моделям, содержащие подвижную и неподвижную полуформы, плиты трубчатого и стержневых выталкивателей, контртолкатели и приспособление опережения выталкивания моделей.
Недостатками этих пресс-форм являются незначительный диапазон опережения выталкивания моделей, сложность конструкции и большие габариты.
Наиболее близкой к изобретению по технической сущности является пресс-форма для литья по выплавляемым моделям, содержащая подвижную и неподвижную полуформы, плиты трубчатого и стержневых выталкивателей с контрвыталкивателем и приспособление опережения выталкивания моделей, выполненное в виде ползуна со скосами на торцах, установленного в пазу плиты стержневых выталкивателей и взаимодействующего через клиновой паз с контрвыталкивателем и пальцем со скосом, укрепленным в неподвижной полуформе, причем скос пальца и скосы клинового паза контрвыталкивателя соответствуют скосам на торцах ползуна.
Недостатком указанной пресс-формы является то, что трубчатые и стержневые выталкиватели приводятся в движение разными плитами. В результате неточного изготовления деталей приспособления опережения выталкивания моделей, износа или затрудненного хода деталей плита стержневых выталкивателей может при обратном ходе не доходить до крайнего положения. Это может привести к образованию глубоких отпечатков выталкивателей на модели.
При выталкивании модели из неподвижной полуформы трубчатый выталкиватель получает движение раньше, чем стержневые выталкиватели, так как плита стержневых выталкивателей не заняла крайнего положения по причинам, указанным выше. Это опасно в первоначальный момент выталкивания модели, так как состав материала модели хрупкий и могут образоваться трещины и поломки моделей в узких местах, например в пережиме питателей. Модели идут в брак.
Целью изобретения является исключение брака моделей по отпечаткам выталкивателей, трещинам и поломке моделей.
Поставленная цель достигается тем, что в пресс-форме для литья по выплавляемым моделям, содержащей подвижную и неподвижную полуформы, плиты стержневых и трубчатого выталкивателей с контртолкателем, приспособление опережения выталкивания моделей, выполненное в виде ползуна со скосами на торцах, взаимодействующего с контртолкателем и пальцем со скосом, укрепленным в неподвижной полуформе, согласно изобретению трубчатый выталкиватель снабжен буртиком, опирающимся в походном положении в начальный период выталкивания на прижимную плиту стержневых выталкивателей, и проточкой, в которую входит замок, закрепленный на плите трубчатого выталкивателя, при этом палец со скосом снабжен выступом-упором, входящим в контакт в исходном положении с прижимной плитой стержневых выталкивателей.
Новыми существенными признаками в предлагаемой пресс-форме является то, что трубчатый выталкиватель снабжен буртиком, опирающимся в исходном положении и в начальный период выталкивания модели на прижимную плиту стержневых выталкивателей, и проточкой, в которую входит замок, закрепленный на плите трубчатого выталкивателя, при этом палец со скосом снабжен выступом-упором, входящим в контакт в исходном положении с прижимной плитой стержневых выталкивателей.
Благодаря наличию новых существенных признаков в предлагаемой пресс-форме исключается брак моделей по отпечаткам выталкивателей, трещинам и поломке моделей.
На фиг. 1 изображен продольный разрез пресс-формы в исходном положении; на фиг. 2 то же, с расположением деталей пресс-формы в конце хода выталкивания модели.
Пресс-форма содержит подвижную 1 и неподвижную 2 полуформы. Через неподвижную полуформу 2 проходят контртолкатель 3, жестко закрепленный на плите 4 трубчатого выталкивателя, и стержневые выталкиватели 5, жестко закрепленные в плите 6 стержневых выталкивателей прижимной плитой 7. На прижимную плиту 7 опирается трубчатый выталкиватель 8, снабженный буртиком 9.
Буртик 9 опирается на прижимную плиту 7 в исходном положении и в начальный период выталкивания модели.
Трубчатый выталкиватель 8 снабжен также проточкой 10, в которую входит с зазором замок 11, жестко закрепленный на плите 4 трубчатого выталкивателя.
В плите 6 стержневых выталкивателей подвижно закреплен ползун 12, имеющий скосы для взаимодействия с пазом 13 контртолкателя 3 и скосом 14 пальца 15, жестко закрепленного в основании 16 пресс-формы. Палец 15 снабжен выступом-упором 17, на который опирается прижимная плита 7.
Пресс-форма для литья по выплавляемым моделям работает следующим образом.
При раскрытии пресс-формы подвижная полуформа 1 отходит от неподвижной полуформы 2. При этом штоки 18 машины упираются в плиту с закрепленным на ней контртолкателем 3.
В начале движения контртолкатель 3 находится в зацеплении с ползуном 12, поэтому через ползун 12 получают движение плиты 6 и 7 и укрепленные в них стержневые выталкиватели 5.
Трубчатый выталкиватель 8 также получает движение одновременно со стержневыми выталкивателями 5, так как в начальный момент трубчатый выталкиватель 8 опирается буртиком 9 на плиту 7.
Зазор между проточкой 10 трубчатого выталкивателя 8 и замком 11 исключает в начале движения контакт плиты 4 трубчатого выталкивателя и трубчатого выталкивателя 8. Выталкиватели 5 и 8 начинают движение одновременно и синхронно.
Далее при движении плит 6 и 7 ползун 12 входит в скос 14 неподвижного пальца 15. Под давлением контртолкателя 3 ползун 12 движется в плите 6 в сторону пальца 15, скользя по пазу 13 и скосу 14. В этот момент скорость движения плит 6 и 7 замедляется по отношению к скорости плиты 4 трубчатого выталкивателя.
Зазор между проточкой 10 трубчатого выталкивателя 8 и замком 11 выбирается.
Дальнейшие движения трубчатый выталкиватель 8 получает от плиты 4.
В момент выхода из зацепления ползуна 12 с контртолкателем 3 плиты 6 и 7 и стержневые выталкиватели 5 останавливаются. Дальнейшее выталкивание модели осуществляет только трубчатый выталкиватель 8.
При обратном ходе штоки 18 машины отходят от плиты 4. Подвижная полуформа 1 подходит к контртолкателю 3 и двигает его вместе с плитой 4 назад.
Плита 4 замком 11 двигает трубчатый выталкиватель 8. Трубчатый выталкиватель 8 буртиком 9 возвращает плиты 6 и 7 и стержневые выталкиватели 5 в исходном положении.
Выступ-упор 17 на пальце 15 исключает случайное смещение плит 6 и 7 за пределы исходного положения.
Внедрение предлагаемой пресс-формы позволит исключить брак моделей по отпечаткам выталкивателей, трещинам и поломке моделей.
Использование изобретения в народном хозяйстве позволит получить значительный экономический эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья выплавляемых моделей | 1978 |
|
SU740401A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1281336A1 |
| Пресс-форма для литья выплавляемых мо-дЕлЕй | 1979 |
|
SU831341A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU876280A1 |
| Пресс-форма для выплавляемыхМОдЕлЕй | 1979 |
|
SU793693A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1292904A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU601074A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Прессформа для литья под давлением | 1974 |
|
SU486862A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1770029A1 |
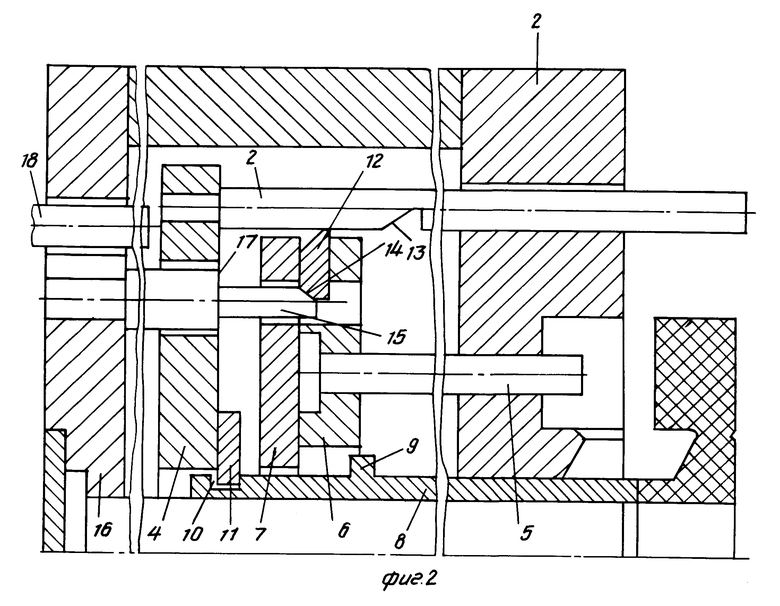
Сущность изобретения: пресс-форма содержит подвижную 1 и неподвижную 2 полуформы. Через полуформу 2 проходят контртолкатель 3, жестко закрепленный на плите 4 трубчатого выталкивателя 8, и стержневые выталкиватели 5, жестко закрепленные в плите 6 стержневых выталкивателей прижимной плитой 7. На плиту 7 опирается трубчатый выталкиватель 8, имеющий буртик 9, который опирается на плиту 7 в исходном положении и в начальный период выталкивания. Выталкиватель 8 имеет также проточку 10, в которую входит с зазором замок 11. 2 ил.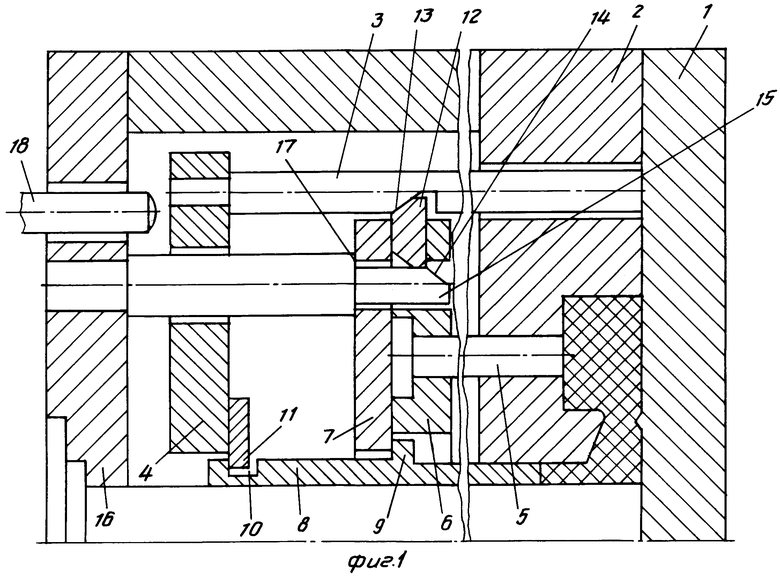
ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ, содержащая подвижную и неподвижную полуформы, плиты со стержневым и трубчатым выталкивателя с контртолкателем, приспособление опережения выталкивания моделей, выполненное в виде ползуна, на торцах которого выполнены скосы с возможностью взаимодействия с контртолкателем и пальцем со скосом, укрепленным в неподвижной полуформе, отличающаяся тем, что, с целью исключения брака моделей по отпечаткам выталкивателей, трещинам и поломке моделей, трубчатый выталкиватель имеет буртик и проточку для замка, закрепленного на плите трубчатого выталкивателя, причем буртик выполнен с возможностью опоры в исходном положении и в начальный период выталкивания модели наприжимную плиту стержневых выталкивателей, а палец со скосом имеет выступ-упор, выполненный с возможностью взаимодействия в исходном положении с прижимной плитой стержневых выталкивателей.
| Пресс-форма для литья выплавляемых моделей | 1978 |
|
SU740401A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
