1
Изобретение относится к производству прорезиненных профильных изделий, обладающих малой продольной жесткостью, оно может быть использовано, в частности, на заводах резинотехнических изделий для изготовления заготовок уплотнителя подвижного стекла кабины автомобиля.
Известно устройство для поперечной резки профильных изделий, содержащее протяжной механизм, кинематически связанную с ним каретку с зажимом и узел резки 1.
в этом устройстве резка изделий осуществляется без останова материала. Размер изделия определяется расстоянием между торцом поступающего материала и узлом резки и зависит от стабильности срабатывания системы управления и отдельных узлов устройства.
Недостатком известного устройства является то, что его конструкция не предусматривает возможность корректировки неточности срабатывания механизма зажима изделий и начала движения каретки, что особенно важно при значительных скоростях движения материала (порядка 5 м/мин и выще). Это приводит к снижению точности размеров нарезаемых изделий.
Цель изобретения - повыщеиие точности размеров изделия.
Это достигается тем, что устройство для поперечной резки профильных изделий, содержащее протял :ной механизм, кинематически связанную с ним каретку с зажимом
и узел резки, снабжено подвижной от привода плитой, смонтированной в выполненных на каретке направляющих и несущей регулируемый упор для ограничения подачи изделия, а узел резки установлен на
подвилхной плите.
Устройство также снабжено установленным неподвижно на протяжном механизме копиром и фиксатором положения подвижной плиты относительно каретки, взаимодействующим через рычажный механизм с копиром, а привод подвижной плиты выполнен в виде пружины, один конец которой закреплен на каретке, а второй на подвижной плите.
При этом зажим кинематически связан с регулируемым упором.
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид в плане, на фиг. 3 - вид А фиг. 1, на фиг. 4 - вид Б
фиг. 1.
Устройство содержит протяжной механизм 1, включающий ленточный конвейер 2 и каретку 3 с 4, поддерживающей планкой 5 и иаправляющими 6, в которых
установлена подвижная плита 7 с приводом
8 и смонтированными на ней узлом резки 9 и регулируемым упором 10. Привод 8 подвижной плиты 7 выполнен в виде двух пружин 11, один конец которых закреплен на каретке 3, а второй на подвижной плите 7. Устройство также содержит фиксатор 12, взаимодействующий через рычажный механизм 13 с копиром 14, установленным неподвижно на протяжном механизме 1. Неподвижно на протяжном механизме смонтирован также упор 15, взаимодействующий с подвижной плитой 7 при ее перемещении в исходное положение.
Зажим 4 снабжен пневмоцилиндром 16 и смонтирован на поддерживающей планке 5, установленной с возможностью перемещения относительно каретки 3 и фиксации на ней стопорным винтом 17.
Узел резки 9 снабжен приводом 18 его перемещения относительно подвижной плиты 7.
Регулируемый упор 10 состоит из подпружиненного рычажка 19, смонтированного шарнирно на штанге 20 и взаимодействующего с зажимом 4. Штанга 20 закреплена в направляющей подвижной плиты 7 фиксатором 21.
Каретка снаШ ена гакже двумя пневмозахватами 22, 2S ленТ; конвейера 2 протялсного механизма. Ведущий барабан 24 ленточного -конвейера 2 посредством фрикционного механизма 25 и цепной передачи 26 связан с приводом формовочного механизма 27.
Устройство работает следующим образом.
Предварительно производят настройку устройства на резку изделий заданной длины. Для этого поддерживающую планку 5 с зажимом 4 перемещают относительно каретки 3, устанавливают в месте расположения регулируемого упора 10 и фиксируют стопорным винтом 17. Регулируемый упор 10 устанавливают на расстоянии, равном длине изделия от узла резки 9. Система управления устройством (на чертеже не показана) настраивается таким образом, что срабатывание пневмозахвата 22 происходит в тот момент, когда конец профильного стержня не доходит до регулируемого упора на 10-25 мм.
Отформованный профильный стержень поступает на поддерживающую планку 5 каретки 3. В момент начала движения каретки 3, определяемой системой управления, когда конец профильного стержня не доходит до регулируемого упора на 10- 25 мм, срабатывает пневмозажим 22 верхней ветки ленточного конвейера 2. При этом каретка 3 начинает перемещаться синхронно с профильным стержнем. Одновременно от пневмоцилиндра 16 срабатывает зажим 4, фиксируя конец стержня на поддерживающей планке 5. По ходу движения каретки 3 рычажный механизм 13 взаимо- действует с копиром 14 и отводит фиксатор
12 в нижнее положение. Пружинами 11 подвижная плита 7 смещается влево до тех пор, пока регулируемый упор 10 не дойдет до торца профильного стержня. Таким образом, точно устанавливается расстояние от торца профильного стержня до узла резки 9, т. е. длина изделия. Узел резки 9 перемещается к профильному стержню, отрезает изделие и возвращается обратно. Затем последовательно в исходное положение возвращаются зажим 4, освобождая конец изделия, рычажок 19 и пневмозажим 22. Пневмозажнм 23 захватывает нижнюю ветвь ленточного конвейера 2. При
этом каретка 3 начинает перемещаться влево, подвижная плита 7 упором 15 относительно каретки 3 - вправо, растягивая пружины И до тех пор, пока фиксатор 12 не западет в соответствующее отверстие подвижной плиты 7 и таким образом закрепит ее в исходном положении. В крайнем положении каретки 3 пневмозал им 23 раскрывается, освобождая нижнюю ветвь ленточного конвейера 2.
Далее цикл работы устройства повторяется.
Предлагаемое устройство позволяет повысить точность профильный изделий и перевести резку профильных изделий типа уплотнителя подвижного стекла автомобиля с ручной резки на автоматическую, что повысит производительность труда на этой операции примерно в 2 раза.
Формула изобретения
1.Устройство для поперечной резки профильных изделий, содержащее протяжной механизм, кинематически связанную с ним
каретку с зажимом и узел резки, отличающееся тем, что,- с целью повышения точности размеров отрезаемого изделия, устройство снабжено подвижной от привода плитой, смонтированной в выполненных на
каретке направляющих и несущей регулируемый упор для ограничения подачи издечия, а узел резки установлен на подвижной илите.
2.Устройство по п. 1, отличающееся тем, что оно снабжено установленным неподвижно на протяжном механизме копиром и фиксатором положения подвижной нлиты относительно каретки, взаимодействующим через рычажный механизм с копиром, а
привод подвижной плиты выполнен в виде пружины, один конец которой закреплен на каретке, а второй - на подвижной плите.
3.Устройство по и. 1, отличающеес я тем, что зажим кинематически связан с
регулируемым упором.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 381552, кл. В 29 С17/14, 1970 (прототип).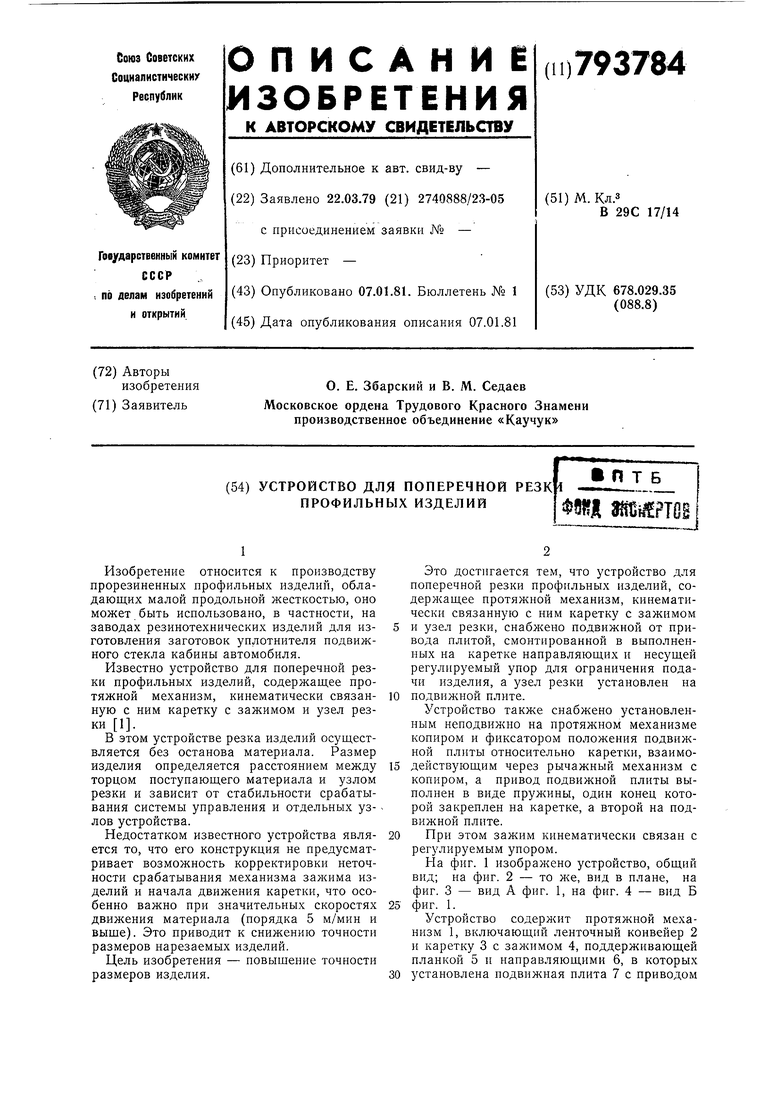
| название | год | авторы | номер документа |
|---|---|---|---|
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| УСТРОЙСТВО для ВЫРЕЗАНИЯ ДЕТАЛЕЙ С ПЛАВНЫМ КОНТУРОМ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1971 |
|
SU309991A1 |
| "Устройство для укладки кирпича в пакеты типа "елка" | 1990 |
|
SU1763200A1 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| Горизонтально-сверлильный полуавтомат по дереву для сверления глухих и сквозных отверстий в заготовках | 1959 |
|
SU124097A1 |
| Машина для нанизывания рыбы на прутки | 1983 |
|
SU1128889A1 |
| ИЗГОТОВЛЕНИЯ КОЛБАСНЫХ ИЗДЕЛИЙ | 1965 |
|
SU175408A1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТА ПРОКАТА | 1993 |
|
RU2067957C1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Устройство для подачи полосового и ленточного материалов в штамп | 1983 |
|
SU1138212A1 |
I щ,/ ,
if
5
/
/
/
//
